1.本实用新型涉及叉车方向管柱焊接加工技术领域,具体涉及叉车方向管柱机器人焊接工作站。
背景技术:
2.焊接工作站是指使用焊接机器人对加工件进行焊接的工作站。而焊接机器人是一种多用途的、可重复编程的自动控制操作机(manipulator),具有三个或更多可编程的轴,用于工业自动化领域。为了适应不同的用途,机器人最后一个轴的机械接口,通常是一个连接法兰,可接装不同工具或称末端执行器。焊接机器人就是在工业机器人的末轴法兰装接焊钳或焊枪的,使之能进行焊接。
3.现有市场上的机器人焊接工作站在对涉及对叉车方向管柱工件进行加工焊接时,不能批量生产同规格尺寸的产品,无形中增加了人力成本的投入,导致生产效率低下,因此亟需研发叉车方向管柱机器人焊接工作站来解决上述问题。
技术实现要素:
4.针对现有技术的不足,本实用新型提供了叉车方向管柱机器人焊接工作站,可批量生产同规格尺寸的产品,大量减少人力的投入,同时又提高了生产效率。
5.本实用新型通过以下技术方案予以实现:
6.叉车方向管柱机器人焊接工作站,包括:焊机电源、控制柜、变位机和焊接机器人,所述焊接机器人的前后侧对称安装有所述变位机,所述变位机的传动端可拆卸安装有工装夹具:
7.所述工装夹具包括:工装架、工装板、配件夹具和总装夹具;所述工装架的顶部设有所述工装板,所述工装板上分别安装有三组所述配件夹具和所述总装夹具,三组所述配件夹具和所述总装夹具均呈品字型分布;
8.所述总装夹具包括:手动抵接钳、气缸一、夹紧板一、抵接架、气缸二、夹紧板二、抵接座、气缸三和定位柱;所述手动抵接钳位于管柱的左右两侧,对管柱进行左右限位固定;所述气缸一位于配件的前后两侧,所述气缸一的驱动端设有所述夹紧板一,前后两侧所述夹紧板一之间设有所述抵接架,通过所述夹紧板一和所述抵接架的配合,对配件进行前后限位固定;所述气缸二位于连接件的下方,所述气缸二的驱动端设有所述夹紧板二,通过所述夹紧板二对连接件进行前后限位固定;所述抵接座用于放置连接件,对连接件进行左右限位固定;所述气缸三位于远离所述气缸一一端的管柱下方,所述气缸三的驱动端设有所述定位柱,通过所述定位柱穿过管柱的穿孔,对管柱进行径向限位固定。
9.优选的,所述配件夹具包括:手动压紧钳、放置座和定位头一;所述放置座分别位于配件的左右端底部,用于对配件进行放置,所述手动压紧钳呈八字型结构分布,通过所述手动压紧钳与所述放置座的配合,将螺母与配件进行压紧限位固定,所述定位头一设置在所述放置座上,且所述定位头一穿过配件开设的其中一个穿孔,螺母位于开设的另一个穿
孔上方。
10.优选的,所述夹紧板一上还包括设置的限位部一、限位部二和限位部三;同时所述限位部三的上下部对称设有定位头二,用于对配件上开设的两个穿孔进行限位。
11.优选的,所述抵接架呈口字型结构设置。
12.优选的,所述夹紧板二包括:连接板和u型板;所述气缸二的驱动端设有所述连接板,所述连接板的前后端设有所述u型板,通过所述u型板对连接件进行前后限位固定。
13.优选的,所述抵接座的顶部还包括开设的u型槽,用于放置连接件。
14.优选的,所述变位机包括:安装架、伺服电机、转轴和l型连接件;所述安装架的左侧壁上安装有所述伺服电机、右侧壁上转动安装有所述转轴,所述伺服电机的输出端、所述转轴的端部均设有所述l型连接件,所述l型连接件上可拆卸锁紧有所述工装架。
15.优选的,所述控制柜分别与所述焊机电源、所述变位机和所述焊接机器人电性相连。
16.本实用新型的有益效果为:
17.本实用新型在采用上述结构的设计和使用下,可批量生产同规格不同长度尺寸的产品,大量减少人力的投入,同时又提高了生产效率;
18.而且本实用新型结构新颖、设计合理,操作简便灵活,具有较强的实用性。
附图说明
19.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
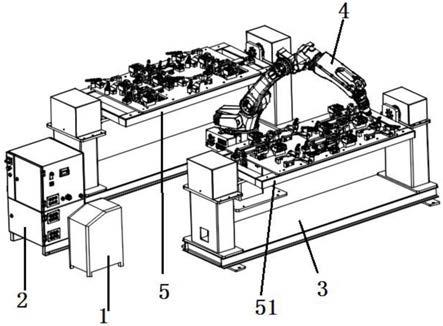
20.图1是本实用新型的结构立体图;
21.图2是本实用新型中变位机的结构立体图;
22.图3是本实用新型中工装夹具的结构俯视图;
23.图4是本实用新型中工装夹具的结构正视图;
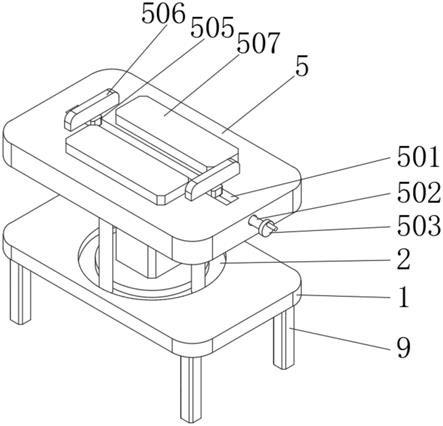
24.图5是本实用新型工装夹具的结构立体图;
25.图6是本实用新型中配件的结构图;
26.图7是本实用新型中叉车方向管柱总成的结构图一;
27.图8是本实用新型中叉车方向管柱总成的结构图二;
28.图9是本实用新型中总装夹具的结构图一;
29.图10是本实用新型中总装夹具的结构图二。
30.图中:1
‑
焊机电源、2
‑
控制柜、3
‑
变位机、31
‑
安装架、32
‑
伺服电机、33
‑
转轴、34
‑
l型连接件、4
‑
焊接机器人、5
‑
工装夹具、51
‑
工装架、52
‑
工装板、53
‑
配件夹具、531
‑
手动压紧钳、532
‑
放置座、533
‑
定位头一、54
‑
总装夹具、541
‑
手动抵接钳、542
‑
气缸一、543
‑
夹紧板一、5431
‑
限位部一、5432
‑
限位部二、5433
‑
限位部三、5434
‑
定位头二、544
‑
抵接架、545
‑
气缸二、546
‑
夹紧板二、5461
‑
连接板、5462
‑
u型板、547
‑
抵接座、5471
‑
u型槽、548
‑
气缸三、549
‑
定位柱、601
‑
管柱、602
‑
配件、603
‑
连接件。
具体实施方式
31.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
32.请参阅图1~10所示,本实用新型的实施例具体公开提供了叉车方向管柱机器人焊接工作站的技术方案,包括:焊机电源1、控制柜2、变位机3和焊接机器人4,焊接机器人4的前后侧对称安装有变位机3,变位机3的传动端可拆卸安装有工装夹具5:
33.工装夹具5包括:工装架51、工装板52、配件夹具53和总装夹具54;工装架51的顶部设有工装板52,工装板52上分别安装有三组配件夹具53和总装夹具54,三组配件夹具53和总装夹具54均呈品字型分布;上述技术方案具体使用时,通过上述的三组配件夹具53和总装夹具54,可分别达到对配件602和叉车方向管柱601总成进行工装固定后,通过焊接机器人4进行焊接,达到批量生产的目的。
34.总装夹具54包括:手动抵接钳541、气缸一542、夹紧板一543、抵接架544、气缸二545、夹紧板二546、抵接座547、气缸三548和定位柱549;手动抵接钳541位于管柱601的左右两侧,对管柱601进行左右限位固定;气缸一542位于配件602的前后两侧,气缸一542的驱动端设有夹紧板一543,前后两侧夹紧板一543之间设有抵接架544,通过夹紧板一543和抵接架544的配合,对配件602进行前后限位固定;气缸二545位于连接件603的下方,气缸二545的驱动端设有夹紧板二546,通过夹紧板二546对连接件603进行前后限位固定;抵接座547用于放置连接件603,对连接件603进行左右限位固定;气缸三548位于远离气缸一542一端的管柱601下方,气缸三548的驱动端设有定位柱549,通过定位柱549穿过管柱601的穿孔,对管柱601进行径向限位固定。
35.请继续参阅图1~10所示,在本实施例的基础上,具体的,配件夹具53包括:手动压紧钳531、放置座532和定位头一533;放置座532分别位于配件602的左右端底部,用于对配件602进行放置,手动压紧钳531呈八字型结构分布,通过手动压紧钳531与放置座532的配合,将螺母与配件602进行压紧限位固定,定位头一533设置在放置座532上,且定位头一533穿过配件602开设的其中一个穿孔,螺母位于开设的另一个穿孔上方。
36.在本实施例的基础上,具体的,夹紧板一543上还包括设置的限位部一5431、限位部二5432和限位部三5433;同时限位部三5433的上下部对称设有定位头二5434,用于对配件602上开设的两个穿孔进行限位。
37.在本实施例的基础上,具体的,抵接架544呈口字型结构设置,便于其中一个手动抵接钳541穿过,对管柱601进行限位固定。
38.在本实施例的基础上,具体的,夹紧板二546包括:连接板5461和u型板5462;气缸二545的驱动端设有连接板5461,连接板5461的前后端设有u型板5462,通过u型板5462对连接件603进行前后限位固定。
39.在本实施例的基础上,具体的,抵接座547的顶部还包括开设的u型槽5471,用于放置连接件603。
40.在本实施例的基础上,具体的,变位机3包括:安装架31、伺服电机32、转轴33和l型
连接件34;安装架31的左侧壁上安装有伺服电机32、右侧壁上转动安装有转轴33,伺服电机32的输出端、转轴33的端部均设有l型连接件34,l型连接件34上可拆卸锁紧有工装架51。通过上述变位机3的设置,控制伺服电机32工作,带动工装架51及其上工装的叉车方向管柱601总成和配件602进行不同角度的调节,便于焊接。
41.在本实施例的基础上,具体的,控制柜2分别与焊机电源1、变位机3和焊接机器人4电性相连。
42.本实用新型中工装夹具5的具体工作过程如下:
43.当使用上述的每组配件夹具53时,首先将配件602放置在两个放置座532上,同时将配件602的其中一个穿孔套设于定位头一533上,利用定位头一533对配件602进行限位固定,随后通过手动压紧钳531对配件602进行压紧,且手动压紧钳531的定位部对准另一个穿孔上的螺母上;
44.当使用上述的每组总装夹具54时,首先将两个连接件603分别放置在放置座532开设的u型槽5471内,通过其u型槽5471对连接件603进行左右限位,随后控制气缸二545动作,驱动夹紧板二546向上移动,利用夹紧板二546上的u型板5462对连接件603进行前后限位;随后在连接件603上放置管柱601,管柱601左右端通过手动抵接钳541进行抵接轴向限位,随后控制气缸三548动作,驱动定位柱549向上移动穿过管柱601端部开设的穿孔,对管柱601进行径向限位;随后控制气缸一542动作,通过夹紧板一543将焊接好螺母的配件602夹紧抵接在管柱601的前后侧壁上;
45.上述对焊接好螺母的配件602进行夹紧固定时,首先通过定位头二5434穿过限位部三5433上其开设的两个穿孔,利用限位部一5431、限位部二5432配合,将焊接好螺母的配件602挂放抵接在夹紧板一543上,随后控制气缸一542动作,驱动夹紧板一543及其上的配件602进行相互靠近,直至与放置固定的管柱601、抵接架544的前后侧壁进行压紧抵接固定。
46.本实用新型在采用上述结构的设计和使用下,可批量生产同规格不同长度尺寸的产品,大量减少人力的投入,同时又提高了生产效率。
47.上述涉及的电器元件的控制方式是通过与其配套的控制终端的控制柜2进行控制的,此处控制柜2具体可为plc型号,控制电路通过本领域的技术人员简单编程即可实现,属于本领域的公知常识,仅对其进行使用,未对其进行改进,并且本实用新型主要用来保护机械装置,所以本实用新型不再详细对控制方式和电路连接进行赘述。
48.以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。