技术特征:
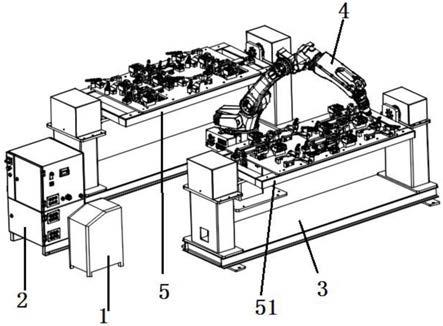
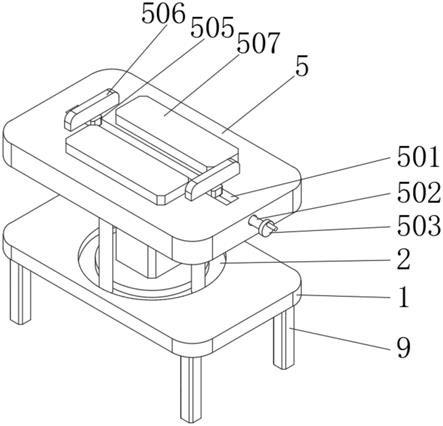
1.叉车方向管柱机器人焊接工作站,包括:焊机电源(1)、控制柜(2)、变位机(3)和焊接机器人(4),所述焊接机器人(4)的前后侧对称安装有所述变位机(3),所述变位机(3)的传动端可拆卸安装有工装夹具(5),其特征在于:所述工装夹具(5)包括:工装架(51)、工装板(52)、配件夹具(53)和总装夹具(54);所述工装架(51)的顶部设有所述工装板(52),所述工装板(52)上分别安装有三组所述配件夹具(53)和所述总装夹具(54),三组所述配件夹具(53)和所述总装夹具(54)均呈品字型分布;所述总装夹具(54)包括:手动抵接钳(541)、气缸一(542)、夹紧板一(543)、抵接架(544)、气缸二(545)、夹紧板二(546)、抵接座(547)、气缸三(548)和定位柱(549);所述手动抵接钳(541)位于管柱(601)的左右两侧,对管柱(601)进行左右限位固定;所述气缸一(542)位于配件(602)的前后两侧,所述气缸一(542)的驱动端设有所述夹紧板一(543),前后两侧所述夹紧板一(543)之间设有所述抵接架(544),通过所述夹紧板一(543)和所述抵接架(544)的配合,对配件(602)进行前后限位固定;所述气缸二(545)位于连接件(603)的下方,所述气缸二(545)的驱动端设有所述夹紧板二(546),通过所述夹紧板二(546)对连接件(603)进行前后限位固定;所述抵接座(547)用于放置连接件(603),对连接件(603)进行左右限位固定;所述气缸三(548)位于远离所述气缸一(542)一端的管柱(601)下方,所述气缸三(548)的驱动端设有所述定位柱(549),通过所述定位柱(549)穿过管柱(601)的穿孔,对管柱(601)进行径向限位固定。2.根据权利要求1所述的叉车方向管柱机器人焊接工作站,其特性在于,所述配件夹具(53)包括:手动压紧钳(531)、放置座(532)和定位头一(533);所述放置座(532)分别位于配件(602)的左右端底部,用于对配件(602)进行放置,所述手动压紧钳(531)呈八字型结构分布,通过所述手动压紧钳(531)与所述放置座(532)的配合,将螺母与配件(602)进行压紧限位固定,所述定位头一(533)设置在所述放置座(532)上,且所述定位头一(533)穿过配件(602)开设的其中一个穿孔,螺母位于开设的另一个穿孔上方。3.根据权利要求1所述的叉车方向管柱机器人焊接工作站,其特性在于,所述夹紧板一(543)上还包括设置的限位部一(5431)、限位部二(5432)和限位部三(5433);同时所述限位部三(5433)的上下部对称设有定位头二(5434),用于对配件(602)上开设的两个穿孔进行限位。4.根据权利要求3所述的叉车方向管柱机器人焊接工作站,其特性在于,所述抵接架(544)呈口字型结构设置。5.根据权利要求1所述的叉车方向管柱机器人焊接工作站,其特性在于,所述夹紧板二(546)包括:连接板(5461)和u型板(5462);所述气缸二(545)的驱动端设有所述连接板(5461),所述连接板(5461)的前后端设有所述u型板(5462),通过所述u型板(5462)对连接件(603)进行前后限位固定。6.根据权利要求5所述的叉车方向管柱机器人焊接工作站,其特性在于,所述抵接座(547)的顶部还包括开设的u型槽(5471),用于放置连接件(603)。7.根据权利要求1所述的叉车方向管柱机器人焊接工作站,其特性在于,所述变位机(3)包括:安装架(31)、伺服电机(32)、转轴(33)和l型连接件(34);所述安装架(31)的左侧壁上安装有所述伺服电机(32)、右侧壁上转动安装有所述转轴(33),所述伺服电机(32)的输出端、所述转轴(33)的端部均设有所述l型连接件(34),所述l型连接件(34)上可拆卸锁
紧有所述工装架(51)。8.根据权利要求1所述的叉车方向管柱机器人焊接工作站,其特性在于,所述控制柜(2)分别与所述焊机电源(1)、所述变位机(3)和所述焊接机器人(4)电性相连。
技术总结
本实用新型涉及叉车方向管柱焊接加工技术领域,具体涉及叉车方向管柱机器人焊接工作站,包括:焊机电源、控制柜、变位机和焊接机器人,所述焊接机器人的前后侧对称安装有所述变位机,所述变位机的传动端可拆卸安装有工装夹具:所述工装夹具包括:工装架、工装板、配件夹具和总装夹具;所述工装架的顶部设有所述工装板,所述工装板上分别安装有三组所述配件夹具和所述总装夹具,三组所述配件夹具和所述总装夹具均呈品字型分布;所述总装夹具包括:手动抵接钳、气缸一、夹紧板一、抵接架、气缸二、夹紧板二、抵接座、气缸三和定位柱;所述手动抵接钳位于管柱的左右两侧,可批量生产同规格尺寸的产品,大量减少人力的投入,同时又提高了生产效率。效率。效率。
技术研发人员:冯华兴 秦晓东
受保护的技术使用者:无锡金红鹰工业自动化有限公司
技术研发日:2021.05.24
技术公布日:2021/11/24
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。