1.本实用新型涉及冲压夹具技术领域,具体涉及一种卡子成型工装。
背景技术:
2.卡子工件是一种小体积的大批量零件,其整体呈片状,需经过冲压处理使其两端翘起并与中间呈垂直状态。现有冲压过程中的工装为相互分离的装置,需要将卡子工件先正面冲压,使其两端翘起,再移动其两侧的夹板,从而对卡子工件的两端进行挤压,从而方可成型。并且整个操作过程不方便进行力度控制,夹板挤压力度过小时,卡子工件成型效果不好,夹板挤压力度过大时,容易对正面冲压装置造成损伤。因此,现有技术中存在卡子工件成型过程不便操作的问题。
技术实现要素:
3.本实用新型的目的在于提供一种卡子成型工装,以解决现有卡子工件成型过程不便操作的问题。
4.本实用新型解决上述技术问题的技术方案如下:
5.一种卡子成型工装,包括:底座、设置在底座顶面的夹紧块以及与夹紧块配合的冲压头;
6.底座上开设有第一内槽,第一内槽的内侧设有用于放置工件的支撑杆,支撑杆与第一内槽滑动配合;
7.夹紧块设置在支撑杆的两侧并且夹紧块的底面与底座滑动配合,夹紧块远离支撑块的外侧面倾斜设置;
8.冲压头上开设有与第一内槽相对应的第二内槽,第二内槽的内侧设有与工件接触的压杆,冲压头的底面连接有与夹紧块的倾斜外侧面滑动配合的挤压块。
9.本实用新型的冲压头与冲压机直接连接,底座设置在冲压头的下方,工件放置在支撑杆的上方;压杆随冲压头移动并与工件接触,并且压杆挤压支撑杆使支撑杆向下移动,从而使工件的两端翘起;冲压头同时带动挤压块向下移动,挤压块与夹紧块接触,并且通过倾斜面挤压夹紧块使其向支撑杆和压杆靠近,从而使工件翘起的两端挤压成型,解决现有卡子工件成型过程不便操作的问题。
10.进一步地,上述夹紧块靠近支撑杆的一侧设有榫头,压杆上开设有与榫头配合的榫槽。
11.本实用新型通过榫头与榫槽接触,使卡子的两侧形成一定的凹槽结构;并通过榫头与榫槽形成榫卯配合,从而对夹紧块的最终位置进行定位。
12.进一步地,上述支撑杆的顶部设有凸台,凸台位于第一内槽的外侧并且凸台的外径大于第一内槽的内径。
13.本实用新型支撑杆的顶部开设凸台,从而对支撑杆的轴向位置进行限位,避免冲压头压力过大将支撑杆挤压到更低的位置。
14.进一步地,上述压杆与第二内槽的槽底之间设有第二弹簧。
15.本实用新型的第二弹簧用于压杆与冲压头之间的缓冲作用,避免对压杆和支撑杆造成过大的压力。
16.进一步地,上述底座的顶面设有与夹紧块滑动配合的导向滑轨。
17.本实用新型通过开设导向滑轨可对夹紧块的移动方向进行导向。
18.进一步地,上述底座上设有固定块,固定块和夹紧块之间设有与导向滑轨平行的第一弹簧。
19.本实用新型的第一弹簧与夹紧块抵接,当挤压块向上移动不再挤压夹紧块时,夹紧块可在第一弹簧的拉力作用下向外侧移动,从而方便卸装卡子工件。
20.进一步地,上述导向滑轨上涂覆有润滑层。
21.本实用新型通过涂覆润滑层从而降低导向滑轨与夹紧块之间的摩擦阻力。
22.进一步地,上述挤压块与冲压头固定连接。
23.本实用新型挤压块在冲压头上的位置固定,从而避免挤压块松动导致夹紧块移动不到位。
24.本实用新型具有以下有益效果:
25.本实用新型的冲压头与冲压机直接连接,底座设置在冲压头的下方,工件放置在支撑杆的上方;压杆随冲压头移动并与工件接触,压杆继续挤压支撑杆并使支撑杆向下移动,从而使工件的两端翘起;冲压头同时带动挤压块向下移动,挤压块与夹紧块接触,并且通过倾斜面挤压夹紧块使其向支撑杆和压杆靠近,从而使工件翘起的两端挤压成型,解决现有技术中卡子成型困难的问题。
附图说明
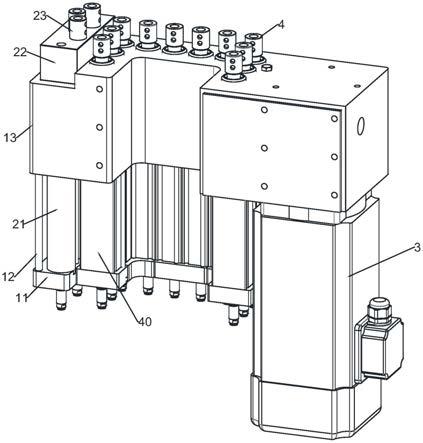
26.图1为本实用新型卡子成型工装的结构示意图;
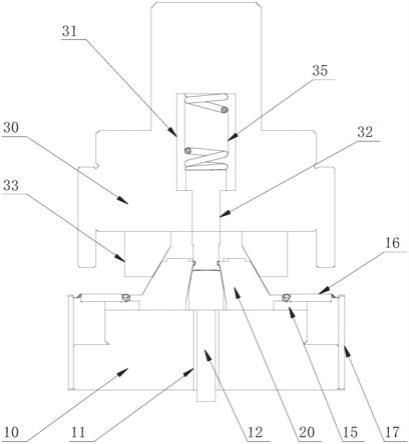
27.图2为本实用新型冲压头的结构示意图;
28.图3为本实用新型夹紧块与底座的位置示意图;
29.图4为卡子工件成型后的结构示意图。
30.图中:10
‑
底座;11
‑
第一内槽;12
‑
支撑杆;14
‑
凸台;15
‑
导向滑轨;16
‑
第一弹簧;17
‑
固定块;20
‑
夹紧块;21
‑
榫头;30
‑
冲压头;31
‑
第二内槽;32
‑
压杆;33
‑
挤压块;34
‑
榫槽;35
‑
第二弹簧。
具体实施方式
31.以下结合附图对本实用新型的原理和特征进行描述,所举实例只用于解释本实用新型,并非用于限定本实用新型的范围。
32.实施例
33.参照图1,一种卡子成型工装,包括:底座10、设置在底座10上的夹紧块20以及与夹紧块20配合的冲压头30。
34.参照图1和图3,底座10上开设有第一内槽11,第一内槽11的内侧设有用于放置卡子工件的支撑杆12,支撑杆12可在外力作用下沿第一内槽11的内壁进行滑动。支撑杆12的顶端设有凸台14,凸台14可增加支撑杆12与卡子工件接触的表面积,并且凸台14的外径大
于第一内槽11的内径,从而对支撑杆12的轴向位置进行限位。
35.夹紧块20位于支撑杆12的两侧并且夹紧块20的底面与底座10滑动配合,底座10上开设有与夹紧块20接触的导向滑轨15,导向滑轨15可对夹紧块20的滑动方向进行导向。底座10上还设有固定块17,固定块17和夹紧块20之间连接有第一弹簧16。
36.参照图1、图3和图4,导向滑轨15远离支撑杆12的一段连接有第一弹簧16,第一弹簧16还与夹紧块20抵接。当夹紧块20受到外力作用向靠近支撑杆12的方向滑动时,会对卡子工件的两端进行挤压,同时拉伸第一弹簧16;当外力消失时,夹紧块20在第一弹簧16的收缩力作用下远离卡子工件和支撑杆12,从而进行复位。导向滑轨15上海涂覆有润滑层,润滑层可以是固态润滑脂也可以是液态润滑油,从而降低夹紧块20与导向滑轨15之间的摩擦阻力。
37.参照图1、图2和图4,冲压头30位于底座10和夹紧块20的上方,冲压头30直接与冲压机连接,从而以冲压机作为动力来源对支撑杆12上的卡子工件进行冲压。冲压头30上开设有与第一内槽11相对应的第二内槽31,第二内槽31的内侧设置有与卡子工件接触的压杆32,压杆32可随冲压头30移动,对卡子工件和支撑杆12施加向下移动的挤压力。第二内槽31的槽底连接有第二弹簧35,第二弹簧35还与压杆32的端部抵接,第二弹簧35向压杆32提供一定的弹性支撑力。当压杆32挤压支撑杆12和卡子工件时,可通过压缩第二弹簧35来避免压杆32受到反力发生变形;当卡子成型后,压杆32远离卡子工件后,压杆32可在第二弹簧35张力作用下自动复位。
38.冲压头30的底面设置有与夹紧块20滑动配合的挤压块33,挤压块33和夹紧块20相配合的一面分别为倾斜斜面,从而将挤压块33在竖直方向上的运动转化为夹紧块20沿导向滑轨15的水平运动。并且挤压块33与冲压头30固定连接,可以是焊接,也可以是螺纹连接,从而避免挤压块33松动导致夹紧块20滑动不到位。当卡子工件放置在支撑杆12上时,冲压头30开始向靠近卡子工件的方向移动,压杆32与卡子工件接触的同时向下挤压卡子工件和支撑杆12,使卡子工件与夹紧块20接触的两端翘起;同时,挤压块33向内侧挤压夹紧块20,使得夹紧块20沿导向滑轨15向内侧挤压卡子工件,从而使卡子工件成型。夹紧块20靠近卡子工件和支撑杆12的一侧开设有榫头21,压杆32上开设有与榫头21配合的榫槽34,通过榫头21与榫槽34接触形成榫卯配合,从而对夹紧块20的最终位置进行定位。
39.本实用新型的操作过程:(1)将卡子工件放置在支撑杆12的凸台14上;(2)冲压头30向靠近卡子工件的方向移动;(3)压杆32与卡子工件接触,并向卡子工件和支撑杆12施加向下的挤压力,使卡子工件的两端翘起;(4)挤压块33挤压夹紧块20,使夹紧块20对卡子工件的两端挤压成型;(5)榫头21与榫槽34接触时卡子工件成型,冲压头30向远离卡子工件的方向移动;(6)夹紧块20在第一弹簧16作用下复位,更换工件继续冲压。
40.以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。