1.本实用新型属于配打孔定位技术领域,涉及一种用于变压器类油箱箱盖的配打孔定位装置。
背景技术:
2.变压器油箱都是由钢板焊接制成,其结构要求具有一定的机械强度,除满足变压器运行时的一些要求外,还必须满足变压器检修、运输的一些要求。变压器油箱是由上下节油箱及其他零部件组成的,油箱的箱沿是连接上、下节油箱的重要的零件。
3.对变压器油箱箱沿进行钻孔是变压器油箱制作过程中基本的制作工序之一,变压器类油箱箱盖的孔则根据箱沿打好的孔配开,传统的对变压器类油箱箱盖的打孔处理工艺是箱沿在油箱上焊接好后,起吊油箱箱盖至完全落于箱沿上,然后用样冲从箱沿孔下边沿伸入,使锥头垂直于箱盖表面,保证样冲眼的位置准确,样冲眼冲完后将箱盖重新起吊、翻身,然后吊至钻床工位,沿着样冲眼打孔,这样的打孔方式需要翻转箱盖,效率低,而且样冲从下往上冲眼也增加了操作人员的操作难度与工作强度,费时费力,不适合大批量、高质量的生产要求,间接增加了产品的生产成本。
技术实现要素:
4.为了克服上述现有技术存在的缺陷,本实用新型的目的在于提供一种用于变压器类油箱箱盖的配打孔定位装置,解决了现有打孔费时费力、成本高及不适合大批量、高质量的生产要求的问题。
5.本实用新型是通过以下技术方案来实现:
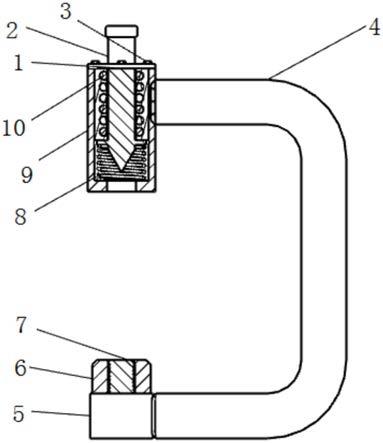
6.一种用于变压器类油箱箱盖的配打孔定位装置,包括冲眼组件、靠模组件和握持杆;
7.冲眼组件包括外壳,及设置在外壳内的样冲头、导向部件和弹簧,弹簧套设在样冲头的下端,样冲头安装在导向部件内部,样冲头下端为尖端;
8.靠模组件包括基台、定位杆和套筒,定位杆安装在基台的中部,套筒放置在基台上部且套设在定位杆外部,定位杆与套筒螺纹连接;套筒外径与待配打的基准孔内径匹配;
9.握持杆一端与外壳外壁固定连接,另一端与基台外壁连接。
10.进一步,导向部件采用直线轴承或导向环。
11.进一步,样冲头为柱形杆体,柱形杆体下端为尖端,在尖端与杆体连接处设有圆环;圆环与外壳间隙配合。
12.进一步,弹簧套设在圆环下部。
13.进一步,在外壳上端设有端盖,端盖与外壳通过多个紧固件连接;端盖上开有用于装入样冲头的孔。
14.进一步,基台的上表面与握持杆的下端的上表面平齐。
15.进一步,握持杆为u型杆。
16.进一步,握持杆外部包裹有防滑橡胶套。
17.进一步,握持杆上端与外壳外壁焊接,下端与基台外壁焊接。
18.进一步,基台为开有中心螺纹孔的圆柱体。
19.与现有技术相比,本实用新型具有以下有益的技术效果:
20.本实用新型公开了一种用于变压器类油箱箱盖的配打孔定位装置,包含冲眼组件、靠模组件和握持杆,冲眼组件包含样冲头、导向部件和弹簧外壳,握持杆上端与冲眼组件连接,下端与靠模组件连接,靠模组件包括套筒、基台和定位杆。箱盖配开孔时,操作人员根据箱沿孔径的不同,替换不同外径的套筒安装在握持杆的下端,安装好后将套筒伸入箱沿孔的下沿并保证握持杆水平端上表面与箱沿下表面接触平齐,这样即可保证冲眼组件垂直于箱盖上表面上方,此时操作人员敲击冲眼组件上端样冲的尾部,在导向部件的作用下,可保证样冲行程为垂直向下且冲眼组件内部弹簧被压缩,在样冲头前端锥头从外壳下端开孔伸出冲好样冲眼后,因为弹簧不再受挤压,带动样冲头回到敲击前的位置,然后操作人员确认样冲眼已冲好无误后,将定位装置下端由箱沿孔中取出,完成一次箱盖开孔定位。套筒外径根据需求选用,能够实现冲眼装置的“一对多”,即根据产品尺寸的不同,仅需替换对应外径的套筒即可,无需制造更多样冲装置,且定位杆与套筒螺纹连接,既保证了装置本身的同心度公差满足使用要求同时也提高了产品的配开孔效率。本实用新型可避免操作人员冲孔时由下向上敲击样冲,方便操作,而且也避免了因为样冲眼在下,为了钻孔起吊翻身箱盖的过程,本实用新型节约了人力、物力,降低了制造成本。
21.进一步,导向部件采用直线轴承,通过直线轴承保证样冲冲眼过程中的直线度,实现对冲眼过程的精确控制,最大限度减小了冲眼过程中的累积公差。
22.进一步,外壳上部加设端盖,保证装置的密封性,避免灰尘杂质进入外壳内部,同时,端盖设计为可拆卸型,便于后期对内部零件如样冲、弹簧等的替换和维修。
23.进一步,握持杆采用u型杆,能够方便操作人员单手握持且重量轻,便于在操作工位上携带及打样冲眼,避免了以前长时间打样冲眼时操作人员容易疲劳的现象。
附图说明
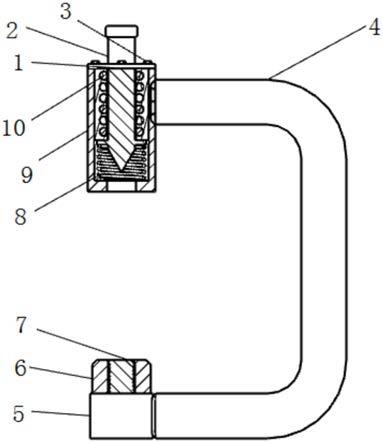
24.图1为本实用新型的一种用于变压器类油箱箱盖的配打孔定位装置的结构示意图;
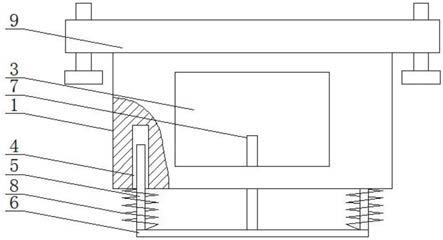
25.图2为冲眼组件的结构示意图;
26.图3为样冲头向下冲眼时的冲眼组件结构示意图;
27.图4为套筒的结构示意图;
28.图5为基台和定位杆连接的结构示意图。
29.其中,1为端盖,2为样冲头,3为紧固件,4为握持杆,5为基台,6为套筒,7为定位杆,8为弹簧,9为外壳,10为直线轴承。
具体实施方式
30.下面结合附图对本实用新型做进一步详细描述:
31.本实用新型公开了一种用于变压器类油箱箱盖的配打孔定位装置,包括冲眼组件、靠模组件和握持杆4;冲眼组件包括外壳9,及设置在外壳9内的样冲头2、导向部件和弹
簧8,弹簧8套设在样冲头2的下端,样冲头2安装在导向部件内部,样冲头2下端为尖端;靠模组件包括基台5、定位杆7和套筒6,定位杆7安装在基台5的中部,套筒6放置在基台5上部且套设在定位杆7外部;套筒6外径与待配打的基准孔内径匹配;握持杆4一端与外壳9外壁固定连接,另一端与基台5外壁连接。
32.更优地,导向部件采用直线轴承10,保证样冲头2冲眼过程中的直线度,实现对冲眼过程的精确控制,最大限度减小了冲眼过程中的累积公差。采用导向环也可以。
33.具体地,样冲头2为柱形杆体,柱形杆体下端为尖端,在尖端与杆体连接处设有圆环;圆环与外壳9间隙配合。
34.弹簧8套设在圆环下部,保证样冲头2每次冲眼后能回弹。
35.具体地,在外壳9上端设有端盖1,端盖1与外壳9通过多个紧固件3连接;端盖1上开有用于装入样冲头2的孔。端盖1设计为可拆卸型,便于后期对内部零件如样冲、弹簧8等的替换和维修。
36.更优地,基台5的上表面与握持杆4的下端的上表面平齐,保证圆柱基台5安装不倾斜。
37.更优地,握持杆4为u型杆,握持杆4外部包裹有防滑橡胶套,方便把持且防滑。
38.具体地,握持杆4上端与外壳9外壁焊接,下端与基台5外壁焊接。
39.具体地,基台5为开有中心螺纹孔的圆柱体,方便安装定位杆7。
40.定位杆7与套筒6内径匹配,一般采用螺杆。定位杆7焊接在基台5内部,也可以是定位杆7与基台5为一体式设计,保证在向下冲孔时定位杆7保持不动,提高打孔的定位准确性。
41.配打箱盖孔的定位眼前,先确定箱沿孔的尺寸,根据箱沿孔的尺寸更换不同外径套筒6。将对应尺寸的套筒6套设在定位杆7上,然后把持握持杆4中段,将套筒6中心与箱沿孔中心对齐,竖直向上插入箱沿孔,待套筒6完全插入箱沿孔且箱沿表面与圆柱基台5紧密贴合时,从冲眼组件上方竖直向下敲击样冲头2尾部,此时样冲头2会在力的作用下在箱盖上表面冲好样冲眼,冲好后手持握持杆4向下直至套筒6从箱沿孔中取出,一个样冲眼配打完成。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。