1.本实用新型涉及金刚石磨料磨具技术领域,更具体地说是指一种多网板多种类金刚石有序布料设备。
背景技术:
2.目前,金刚石有序布料主要是人工布料,通过冷压机把粉料压制成料片,料片分为内料和外料,在内外料上刷上粘合剂,通过网板把金刚石布置在料片上,粘合剂把金刚石有序的布置在料片上,防止振动带来金刚石的紊乱。但是,这种有序布料方式完全是由人工来进行,不仅生产效率低,劳动强度大,人工成本高,而且生产过程工艺流程长,员工在分内外料时经常发生错误,严重影响产品的品质。
技术实现要素:
3.基于上述问题,本实用新型提供一种多网板多种类金刚石有序布料设备,以解决上述金刚石有序布料由人工进行带来的技术问题。
4.本实用新型采用如下技术方案:
5.一种多网板多种类金刚石有序布料设备,包括布料机架,包括所述布料机架上设有网板抓取定位座,所述网板抓取定位座两侧分别设有网板存储盒和金刚石存储仓,所述网板存储盒内由上至下间隔放置有若干个网板,所述金刚石存储仓由上至下间隔放置有若干个金刚石料仓,所述网板存储盒一侧设有用于将网板推出网板存储盒并推入所述网板抓取定位座的网板推动机构,所述网板抓取定位座上方设有用于抓取网板及吸附金刚石料的真空吸盘,所述真空吸盘上设有用于升降真空吸盘及将真空吸盘移动至冷压机冷压工位的吸盘移动机构,所述金刚石存储仓另一侧设有用于将金刚石料仓推出金刚石存储仓并移动至真空吸盘下方的料仓推动机构。
6.进一步地,所述网板推动机构为一网板推动气缸,所述网板推动气缸固定于所述布料机架上,所述网板推动气缸的输出轴上设有用于推动所述网板的推块。
7.进一步地,所述布料机架上还设有用于驱动所述网板存储盒上下升降的第一升降伺服。
8.进一步地,所述料仓推动机构为若干个料仓推动气缸,所述料仓推动气缸由上至下间隔固定于所述金刚石存储仓上,每个料仓推动气缸的输出轴对应连接有一所述金刚石料仓。
9.进一步地,所述布料机架上还设有用于驱动所述金刚石存储仓上下升降的第二升降伺服。
10.进一步地,所述网板的顶面两边分别设置有一定位销,所述定位销上设有抓取槽口。
11.进一步地,所述真空吸盘上设有两个用于被所述定位销穿过的销孔,所述真空吸盘顶面对应设有两个拨叉机构,所述拨叉机构包括用于插入所述槽口抓取所述定位销的拨
叉以及驱动该拨叉伸缩行进的微型气缸。
12.进一步地,所述吸盘移动机构包括两端分别位于所述网板抓取定位座和冷压机冷压工位上方的导轨,所述导轨上装配有可在导轨上往返移动的滑座,所述滑座上设有一用于驱动所述真空吸盘上下升降的第三升降伺服。
13.进一步地,所述网板抓取定位座上设有用于感应网板推入到位的传感器。
14.进一步地,所述网板抓取定位座上设有用于将所述网板推回所述网板存储盒内的推回机构,所述推回机构包括设置于所述网板抓取定位座下方且可朝网板存储盒方向往返行进的滑块以及用于驱动该滑块运动的滑块气缸,所述滑块上固定有用于推动所述网板的推叉,所述推叉延伸至所述网板抓取定位座上。
15.由上述对本实用新型结构的描述可知,和现有技术相比,本实用新型具有如下优点:
16.本实用新型通过在布料机架上设置网板抓取定位座、网板存储盒和金刚石存储仓,网板存储盒放置有若干个网目数不同的网板,金刚石存储仓放置有多种不同种类的金刚石料,通过对网板及金刚石料的任意选择匹配,组合搭配方便、多样,配合冷压机工作,可以实现自动有序布料,并对布好金刚石的粉料进行压制,全程无人操作,自动化程度高,具有显著的工作效率以及人性化的操作选择,有效避免人工失误导致的产品质量问题。
附图说明
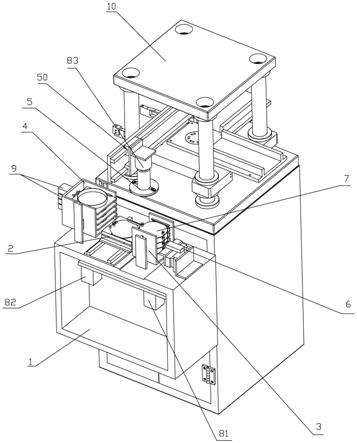
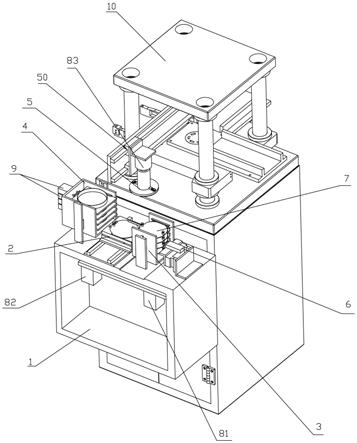
17.图1为本实用新型配合冷压机作业结构示意图;
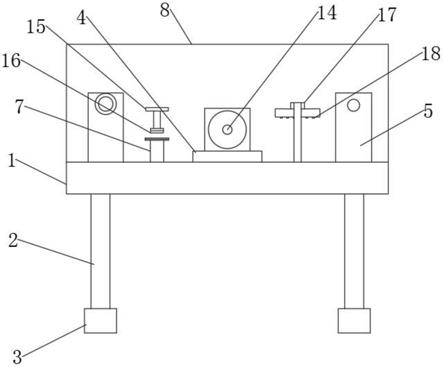
18.图2为本实用新型结构示意图;
19.图3为本实用新型缺省布料机架结构示意图;
20.图4为本实用新型金刚石存储仓分解示意图;
21.图5为本实用新型网板抓取定位座分解示意图;
22.图6为本实用新型网板存储盒分解示意图;
23.图7为本实用新型真空吸盘结构示意图。
24.其中,图中标号为:布料机架1,网板抓取定位座2,限位凹槽201,推回机构21,滑块211,推叉212,网板存储盒3,网板凸台31,金刚石存储仓4,金刚石料仓41,料仓凸台42,真空吸盘5,吸盘移动机构50,导轨501,滑座502,拨叉机构51,拨叉511,微型气缸512,网板推动气缸6,推块61,网板7,定位销71,抓取槽口72,第一升降伺服81,第二升降伺服82,第三升降伺服83,料仓推动气缸9,冷压机10。
具体实施方式
25.下面参照附图说明本实用新型实施例的具体实施方式。
26.参照图1至图3,一种多网板多种类金刚石有序布料设备,包括布料机架1,布料机架1上设有网板抓取定位座2,网板抓取定位座2两侧分别设有网板存储盒3和金刚石存储仓4,网板抓取定位座2、网板存储盒3和金刚石存储仓4的中心位于同一直线上。网板存储盒3内由上至下间隔放置有若干个网板7,金刚石存储仓4由上至下间隔放置有若干个金刚石料仓41。网板存储盒3一侧设有用于将网板7推出网板存储盒3并推入网板抓取定位座2的网板推动机构,网板抓取定位座2上方设有用于抓取网板7及吸附金刚石料的真空吸盘5,真空吸
盘5上设有用于升降真空吸盘5及将真空吸盘5移动至冷压机10冷压工位的吸盘移动机构50,金刚石存储仓4另一侧设有用于将金刚石料仓41推出金刚石存储仓4并移动至真空吸盘5下方的料仓推动机构。
27.参照图3和图6,更具体地,网板存储盒3面向网板7抓取座和网板推动机构的左右两侧均是敞口设置,网板存储盒3前后两侧的内侧壁由上至下间隔布置有若干个用于放置网板7的网板凸台31。网板推动机构为一网板推动气缸6,网板推动气缸6固定于布料机架1上,网板推动气缸6的输出轴上设有用于推动网板7的推块61。网板7为若干个网目数不同的网板7,网板7的顶面两边分别设置有一定位销71,两个定位销71对称设置,定位销71上设有抓取槽口72。布料机架1上还设有用于驱动网板存储盒3做上下垂直升降的第一升降伺服81,第一升降伺服81可以是电动推杆或升降气缸,其输出轴与网板存储盒3的底部固定连接,用于推动网板存储盒3做上下垂直升降。
28.参照图3和图4,金刚石存储仓4面向网板7抓取座的一侧采取敞口设置,金刚石存储仓4前后两侧的内侧壁由上至下间隔布置有若干个用于放置金刚石料仓41的料仓凸台42。料仓推动机构为若干个料仓推动气缸9,料仓推动气缸9由上至下间隔固定于金刚石存储仓4另一侧的侧壁上,每个料仓推动气缸9的输出轴对应连接有一金刚石料仓41。每个金刚石料仓41内可装有不同种类的金刚石料。布料机架1上还设有用于驱动金刚石存储仓4做上下垂直升降的第二升降伺服82,可以是电动推杆或升降气缸,其输出轴与金刚石存储仓4的底部固定连接,用于推动金刚石存储仓4做上下垂直升降。
29.参照图3和图5,网板抓取定位座2上设有用于对网板7进行限位的限位凹槽201和用于感应网板7是否放入限位凹槽201的传感器,传感器优选为对射式光电传感器(图中未画出)。网板抓取定位座2上还设有用于将网板7推回网板存储盒3内的推回机构21。推回机构21包括设置于网板抓取定位座2下方且可朝网板存储盒3方向往返行进的滑块211以及用于驱动该滑块211运动的滑块气缸(图中未画出),滑块211上固定有用于推动网板7的推叉212,推叉212延伸至网板抓取定位座2上的限位凹槽201内。
30.参照图3和图7,真空吸盘5为现有工业常规的真空吸盘5,真空吸盘5对应设置的真空管道及真空机为现有技术,在此不进一步赘述及一一画出。真空吸盘5为圆盘结构,真空吸盘5上设有两个用于被上述网板7的定位销71穿过的销孔,真空吸盘5顶面对应设有两个拨叉机构51,拨叉机构51包括用于插入上述定位销71的抓取槽口72并抓取定位销71的拨叉511,以及驱动该拨叉511伸缩行进的微型气缸512。吸盘移动机构50包括两端分别位于网板抓取定位座2和冷压机10冷压工位上方的导轨501,导轨501上装配有可在导轨501上往返移动的滑座502,滑座502上设有一用于驱动真空吸盘5上下垂直升降的第三升降伺服83,导轨501上还设有用于驱动滑座502移动的丝杆传动机构或气缸驱动机构(图中未画出)。
31.参照图1至图7,一种多网板7多种类金刚石有序布料方法,使用上述的设备进行金刚石有序布料的步骤如下:
32.步骤一,金刚石有序布料设备运行,根据预先在plc程序中的设定,先选取所需要的网板7。具体网板7的选择为:通过第一升降伺服81控制网板存储盒3上下移动至设定位置,使得所需要的网板7移动至网板推动气缸6的前方,网板推动气缸6的输出轴伸出,将所需的网板7推出网板存储盒3,并推入网板抓取定位座2上的限位凹槽201内,完成网板7的选取步骤。
33.步骤二,网板抓取定位座2上的对射式光电传感器感应到网板7推入到位后,网板推动气缸6缩回复位,真空吸盘5抓取网板7。具体抓取步骤为:真空吸盘5在吸盘移动机构50的驱动下,移动至网板7上方,并由第三升降伺服83驱动下降至设定位置,使得真空吸盘5贴合在网板7上,网板7的定位销71贯穿销孔延伸至真空吸盘5顶部;真空吸盘5顶面的微型气缸512作业,驱使拨叉511插入并顶持在定位销71的抓取槽口72上;随后,真空吸盘5在第三升降伺服83的驱动下上升至预定位置,完成网板7的抓取步骤。
34.步骤三,根据预先在plc程序中的设定,选取所需的金刚石料。具体金刚石料的选取为:通过第二升降伺服82控制金刚石存储仓4移动至设定位置,选择所需的金刚石料仓41所对应的料仓推动气缸9作业,将金刚石料仓41推出金刚石存储仓4并移动至真空吸盘5下方,完成金刚石料选择的步骤。
35.步骤四,真空吸盘5吸料及布料,具体步骤为:真空吸盘5在第三升降伺服83的驱动下,移动并贴合在金刚石料仓41上,真空机作业产生负压,真空吸盘5将金刚石料仓41内的金刚石料吸附于网板7上;随后真空吸盘5在吸盘移动机构50驱动,将网板7及金刚石料移送至冷压机10的冷压工位,真空机作业释放负压,真空吸盘5释放金刚石料,将金刚石石料铺在冷压工位,完成金刚石布料。
36.步骤五,布料完成,网板7复位,具体步骤为:料仓推动气缸9将已推出的金刚石料仓41拉回金刚石存储仓4内;真空吸盘5在吸盘移动机构50的驱动下,将网板7从新放回网板抓取定位座2上,微型气缸512将拨叉511缩回,随后第三升降伺服83控制真空吸盘5上升复位;网板抓取定位座2下方的推回机构21作业,即在滑块气缸的作业下,滑块211朝网板存储盒3方向移动,滑块211上的推叉212将网板7推回网板7存储内,滑块211复位,完成网板7复位步骤,等待下一次布料作业。
37.综上,本实用新型多网板7多种类金刚石有序布料设备,配合冷压机10工作,可以实现自动有序布料,并对布好金刚石的粉料进行压制。网板存储盒3上放置有多种网目数不同的网板7,金刚石存储仓4内放置有多种不同种类的金刚石料,通过对网板7及金刚石料的任意选择匹配,组合搭配方便、多样,全程无人操作,自动化程度高,具有显著的工作效率以及人性化的操作选择,有效避免人工失误导致的产品质量问题。
38.上述仅为本实用新型的具体实施方式,但本实用新型的设计构思并不局限于此,凡利用此构思对本实用新型进行非实质性的改动,均应属于侵犯本实用新型保护范围的行为。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。