1.本申请涉及机械加工技术领域,尤其是涉及一种焊接定位系统。
背景技术:
2.大直径(例如200mm以上)的管体在焊接法兰时,大多是先将管体放平,然后再将法兰套到管体上进行焊接,这种方式的定位均由人工进行,定位精度不高,并且在焊接过程中可能出现反复定位的情况。
技术实现要素:
3.本申请实施例提供一种焊接定位系统,可以提高管体与法兰焊接时的定位精度。
4.本申请实施例的上述目的是通过以下技术方案得以实现的:
5.本申请实施例提供了一种焊接定位系统,包括:
6.定位管;
7.多个气囊,均布在定位管的外壁上;
8.定位片,固定在气囊上;
9.供气管路,具有一个输入端和多个输出端,每个输出端均和一个气囊连接;以及
10.定位环,固定在定位管上;
11.其中,气囊位于定位管与定位片之间;定位环的轴线与固定在定位管的轴线位于同一直线上。
12.在本申请实施例的一种可能的实现方式中,所述定位环上设有辅助定位环;
13.辅助定位环与定位管位于定位环的同一侧。
14.在本申请实施例的一种可能的实现方式中,所述辅助定位环上均布有多个螺栓;
15.螺栓的轴线垂直于辅助定位环的轴线。
16.在本申请实施例的一种可能的实现方式中,所述供气管路包括主管路和多根分管路;
17.分管路的第一端与主管路连接,第二端与对应的气囊连接。
18.在本申请实施例的一种可能的实现方式中,述主管路上设有阀门。
19.在本申请实施例的一种可能的实现方式中,在垂直于定位管轴线的方向上,定位片的形状为弧形。
附图说明
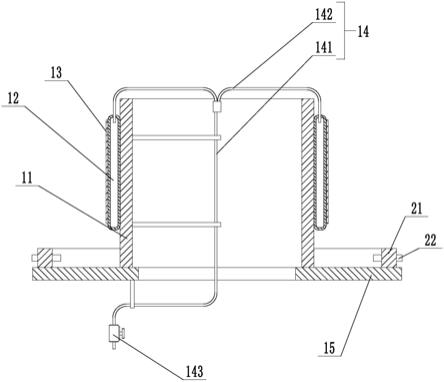
20.图1是本申请实施例提供的一种焊接定位系统的结构示意图。
21.图2是本申请实施例提供的一种气囊在定位管上的分布示意图。
22.图3是本申请实施例提供的一种定位片的形状示意图。
23.图中,11、定位管,12、气囊,13、定位片,14、供气管路,15、定位环,21、辅助定位环,22、螺栓,141、主管路,142、分管路,143、阀门。
具体实施方式
24.以下结合附图,对本申请中的技术方案作进一步详细说明。
25.请参阅图1和图2,为本申请实施例公开的一种焊接定位系统,该定位系统主要由定位管11、气囊12、定位片13、供气管路14和定位环15等组成,具体的说,定位管11的外壁上均布有多个气囊12,每一个气囊12上都粘贴有一片定位片13,气囊12位于定位管11与定位片13之间。
26.气囊12充气时,定位片13向远离定位管11的方向移动;气囊12放气时,定位片13向靠近定位管11的方向移动。
27.气囊12的充放气由供气管路14实现,供气管路14具有一个输入端和多个输出端,输入端负责与外部的气源连接,输出端负责与对应的气囊12连接。举例说明,供气管路14的输入端连接车间内的压缩空气线,气路连通时,压缩空气通过供气管路14进入到气囊12内,使气囊12膨胀,使用完成后,将气路断开,气囊12的体积自动缩小。
28.定位环15固定在定位管11上,定位环15的轴线与固定在定位管11的轴线位于同一直线上。定位环15的作用是放置需要焊接的法兰,使用时,可以先将法兰套在管体上,再将本申请实施例公开的焊接定位系统安装在管体上,接着利用定位环15对法兰进行定位,最后再将法兰和管体焊接在一起。
29.整体而言,本申请实施例提供的焊接定位系统,直接利用了管材的内壁进行定位,并且能够持续的给需要焊接在管体上的法兰提供定位,这种方式避免了人工定位出现的误差,既能够提高焊接速度,还能够提高产品质量。
30.请参阅图1,作为申请提供的焊接定位系统的一种具体实施方式,在定位环15上增加了一个辅助定位环21,辅助定位环21与定位管11位于定位环15的同一侧,相当于在定位环15上增加了一个凹槽。
31.这样,在对法兰进行定位时,就可以利用辅助定位环21将法兰托住,或者利用垫铁等来调整法兰的高度,能够起到提高工作速度的作用。
32.进一步地,在辅助定位环21上增加了多个螺栓22,这些螺栓22围绕辅助定位环21的轴线在辅助定位环21上均匀设置。螺栓22的轴线垂直于辅助定位环21的轴线,并且,螺栓22的一端穿过辅助定位环21。
33.螺栓22的作用是固定位于辅助定位环21内的法兰,具体的说,当法兰放置到辅助定位环21内后,可以通过转动螺栓22的方式来使螺栓顶在法兰的侧面上,此时,转动不同的螺栓22,就可以实现法兰位置的调整,相比于工作人员手拿着法兰进行位置调整,这种调整方式的精确程度明显更高。
34.并且在后续的焊接过程中,螺栓22依然可以继续顶在法兰的侧面上,能够有效降低焊接过程法兰出现位移的可能。
35.请参阅图1,作为申请提供的焊接定位系统的一种具体实施方式,供气管路14由主管路141和多根分管路142组成,分管路142的第一端与主管路141连接,第二端与对应的气囊12连接,工作时,压缩空气通过主管路141流入到分管路142中,然后再流入到气囊12中。
36.请参阅图1,进一步地,在主管路141上增加了一个阀门143,阀门143的作用是封闭主管路143。当气囊12处于膨胀状态时,将阀门143关闭,焊接完成后,再将阀门143打开,有助于提高使用的便捷性。
37.请参阅图2和图3,作为申请提供的焊接定位系统的一种具体实施方式,对定位片13的形状进行了调整,具体而言,在垂直于定位管11轴线的方向上,定位片13的形状为弧形。
38.这样,可以使定位片13与管体内壁的接触方式为线接触,这种接触方式有助于提高定位精度,使得定位环15能够尽可能的平行于管体的端面。
39.本具体实施方式的实施例均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
技术特征:
1.一种焊接定位系统,其特征在于,包括:定位管(11);多个气囊(12),均布在定位管(11)的外壁上;定位片(13),固定在气囊(12)上;供气管路(14),具有一个输入端和多个输出端,每个输出端均和一个气囊(12)连接;以及定位环(15),固定在定位管(11)上;其中,气囊(12)位于定位管(11)与定位片(13)之间;定位环(15)的轴线与固定在定位管(11)的轴线位于同一直线上。2.根据权利要求1所述的一种焊接定位系统,其特征在于,所述定位环(15)上设有辅助定位环(21);辅助定位环(21)与定位管(11)位于定位环(15)的同一侧。3.根据权利要求2所述的一种焊接定位系统,其特征在于,所述辅助定位环(21)上均布有多个螺栓(22);螺栓(22)的轴线垂直于辅助定位环(21)的轴线。4.根据权利要求1至3中任意一项所述的一种焊接定位系统,其特征在于,所述供气管路(14)包括主管路(141)和多根分管路(142);分管路(142)的第一端与主管路(141)连接,第二端与对应的气囊(12)连接。5.根据权利要求4所述的一种焊接定位系统,其特征在于,所述主管路(141)上设有阀门(143)。6.根据权利要求1至3中任意一项所述的一种焊接定位系统,其特征在于,在垂直于定位管(11)轴线的方向上,定位片(13)的形状为弧形。
技术总结
本申请实施例涉及一种焊接定位系统,包括定位管、均布在定位管外壁上的多个气囊、固定在气囊上的定位片、具有一个输入端和多个输出端,每个输出端均和一个气囊连接的供气管路以及固定在定位管上的定位环,气囊位于定位管与定位片之间;定位环的轴线与固定在定位管的轴线位于同一直线上。本申请实施例公开的焊接定位系统,可以提高管体与法兰焊接时的定位精度。度。度。
技术研发人员:王和山 刘文军 李桂生
受保护的技术使用者:三河市比特数控技术应用有限公司
技术研发日:2021.06.18
技术公布日:2021/11/24
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。