1.本实用新型属于卷绳设备领域,具体涉及一种双向同位旋转卷绳绕线装置。
背景技术:
2.晾衣绳、多股绳、编织绳、伞绳、尼龙绳等绳子,在完成生产后需要将绳子卷制成绳圈,以便后续工作,传统的方式是通过人工实现,效率低下,公开号为cn110817603a的中国专利具体公开了一种中心距可调的半自动脚踏式绕线装置,包括固定架、用于驱动固定架旋转的驱动机构和用于安装驱动机构的机架,固定架一端设置固定绕线部,另一端活动设置活动绕线部,活动绕线部通过设置的锁定机构与固定架固定。该绕线装置虽然在一定程度上也能提高绕线速度和效率,但是它还是采用半自动的方式进行卷绳,效率还不够高。
3.现有技术还有另一个问题,有些绳子需要卷制成如图3所示的双向捆扎绳卷,这种绳卷的牢固性更强,不易松散,其手工卷制过程为:先将绳子卷成图1所示的腰型绳圈30,然后将绳子绕腰型绳圈的中部进行缠绕,绕出侧向绳圈31,最终得到双向捆扎绳卷3。由于涉及双向卷绳,普通的机器很难连续实现两个动作,因此目前所有厂商大多数还是通过人工的方式进行卷绳,或者将双向卷绳的两个步骤分开采用两个机器进行,效率都不够高。
4.基于上述问题,申请人提出一种全自动卷绳机,包括旋转卷绳机械手和双向同位卷绳绕线装置,其中双向同位卷绳绕线装置的结构如何设计,是实现全自动卷绳机功能的关键。
技术实现要素:
5.为了弥补现有技术的不足,本实用新型提供一种双向同位旋转卷绳绕线装置的技术方案。
6.所述的一种双向同位旋转卷绳绕线装置,其特征在于包括挂绳架、一次卷绳驱动组件和二次卷绳驱动组件,所述挂绳架至少其两端配合安装挂绳器,所述挂绳器用以对绳子进行定位,使绳子能够绕挂绳器进行周向卷绳,形成腰型绳圈,所述二次卷绳驱动组件用以驱动挂绳器旋转,使绳子绕腰型绳圈的中部进行侧向卷绳,形成双向捆扎绳卷。
7.所述的一种双向同位旋转卷绳绕线装置,其特征在于所述一次卷绳驱动组件包括用以与卷绳架传动安装的第一传动轴、用以与第一传动轴传动配合的第一传动机构及用以驱动第一传动机构工作的第一电机。
8.所述的一种双向同位旋转卷绳绕线装置,其特征在于所述一次卷绳驱动组件还包括主轴座机构,所述第一传动轴转动安装于主轴座机构内。
9.所述的一种双向同位旋转卷绳绕线装置,其特征在于所述第一传动轴为管状结构,所述二次卷绳驱动组件包括转动安装于第一传动轴内的第二传动轴、用以与第二传动轴传动配合的第二传动机构及用以驱动第二传动机构工作的第二电机,所述挂绳器有两个,各自通过一设置的转轴转动安装于挂绳架,两个转轴通过第三传动机构与第二传动轴传动配合。
10.所述的一种双向同位旋转卷绳绕线装置,其特征在于所述第三传动机构包括转动安装于挂绳架上的第三传动轴,第三传动轴的轴线与转轴的轴线平行,第三传动轴与第二传动轴通过伞齿结构传动配合,第三传动轴的两端分别与两个转轴传动配合。
11.所述的一种双向同位旋转卷绳绕线装置,其特征在于还包括离合组件,所述离合组件包括固定套设于第二传动轴上的离合轮和用以驱动离合轮前后移动的切换驱动机构,所述第二传动机构包括转动套设于第二传动轴上的传动套管和固定套设于传动套管上的动力输入轮,当离合轮往前移动时能够与第一传动轴传动配合,当离合轮往后移动时能够与传动套管传动配合。
12.所述的一种双向同位旋转卷绳绕线装置,其特征在于所述第一传动机构、第二传动机构和第三传动机构均为皮带轮机构。
13.所述的一种双向同位旋转卷绳绕线装置,其特征在于所述挂绳架的主体为转盘结构。
14.所述的一种双向同位旋转卷绳绕线装置,其特征在于所述挂绳器包括挂杆,挂杆上具有挂绳口。
15.所述的一种双向同位旋转卷绳绕线装置,其特征在于所述挂绳器还包括挂钩,所述挂绳架上固定安装安装座,所述转轴转动插装于安装座上,所述挂钩一端与挂杆固定,另一端与转轴固定。
16.与现有技术相比,本实用新型的有益效果在于:
17.1)通过本实用新型可实现全自动卷绳,无需借助人力,工作高效,能够提高产能;
18.2)通过一次卷绳驱动组件和二次卷绳驱动组件先后进行卷绳,实现了双向捆扎绳卷的自动化卷制,效率高,质量好,对相关企业大有裨益。
附图说明
19.图1为腰型绳卷结构示意图;
20.图2为双向捆扎绳卷结构示意图之一;
21.图3为双向捆扎绳卷结构示意图之二;
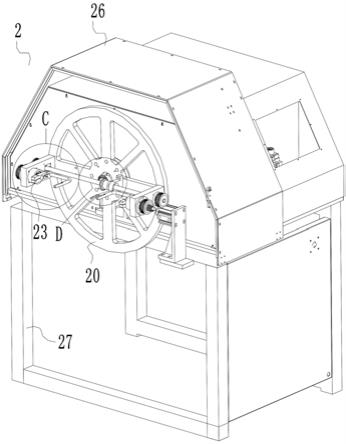
22.图4为本实用新型所应用于的一种全自动卷绳机结构示意图;
23.图5为本实用新型所应用于的一种全自动卷绳机中旋转卷绳机械手结构示意图之一
24.图6为图5中a处放大图;
25.图7为本实用新型所应用于的一种全自动卷绳机中旋转卷绳机械手结构示意图之二;
26.图8为图7中b处放大图;
27.图9为本实用新型所应用于的一种全自动卷绳机中扎绳机构结构示意图;
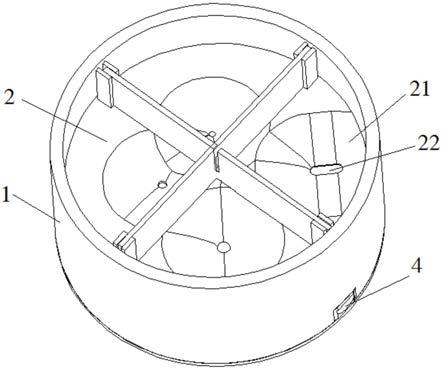
28.图10为本实用新型结构示意图之一;
29.图11为图10中c处放大图;
30.图12为图10中d处放大图;
31.图13为本实用新型结构示意图之二;
32.图14为本实用新型结构示意图之三;
33.图15为本实用新型局部结构示意图;
34.图16为本实用新型中离合轮与第一传动轴和传动套管连接结构示意图之一;
35.图17为本实用新型中离合轮与第一传动轴和传动套管连接结构示意图之二。
具体实施方式
36.在本实用新型的描述中,需要理解的是,术语“一端”、“另一端”、“外侧”、“上”、“内侧”、“水平”、“同轴”、“中央”、“端部”、“长度”、“外端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
37.下面结合附图对本实用新型作进一步说明。
38.如图4
‑
17所示,一种双向同位旋转卷绳绕线装置,应用于一种全自动卷绳机,所述一种全自动卷绳机包括旋转卷绳机械手1和双向同位卷绳绕线装置2。
39.所述旋转卷绳机械手1包括第一机架10,所述第一机架10上配合安装送绳组件11、导绳机构、夹绳机构13、剪绳机构14、挡绳机构和扎绳机构。
40.所述送绳组件11用以将绳子送至双向同位卷绳绕线装置2进行卷绳,送绳组件11为本领域的常规结构。
41.所述导绳机构用以将送绳组件11送来的绳子引导至双向同位卷绳绕线装置2上,导绳机构包括导绳杆120和用以支撑驱动导绳杆120前后进给的第一滑台机构121,导绳杆120上具有供绳子穿过的导绳环1200,导绳杆120与第一滑台机构121上的滑台固定安装。
42.所述夹绳机构13能够移动并用以夹住绳子,使绳子顺利挂入挂绳器23,夹绳机构13至少有上下两个,夹绳机构13为夹紧电缸、夹紧气缸和夹紧油缸中的一种,优选为夹紧气缸。
43.所述剪绳机构14能够移动并用以剪断绳子,剪绳机构14为气动剪刀、电动剪刀和液压剪刀中的一种,优选为气动剪刀。
44.所述挡绳机构能够移动并用以限位腰型绳圈30,挡绳机构包括挡绳杆150和用以驱动挡绳杆150前后进给的第一驱动器151,第一驱动器151可以为气缸、电缸、油缸等结构,优选为气缸,气缸的输出轴与挡绳杆150固定安装。
45.所述扎绳机构包括轴向插针160、径向插针161及用以驱动轴向插针160前后进给的第一驱动机构,所述轴向插针160能够移动并用以带动绳头紧贴双向捆扎绳卷3主体,所述径向插针161能够移动并用以带动贴近双向捆扎绳卷3主体的绳头插入腰型绳圈30与侧向绳圈31之间的缝隙。
46.进一步地,所述第一机架10上固定安装第四滑台机构19,第二滑台机构19上固定一支架,支架上固定安装第二滑台机构17和第三滑台机构18,所述夹绳机构13和挡绳机构通过安装板170配合安装于第二滑台机构17上,所述第二滑台机构17用以支撑驱动夹绳机构13和挡绳机构前后进给,剪绳机构14和扎绳机构配合安装于第三滑台机构18上,第三滑台机构18用以支撑驱动剪绳机构14和扎绳机构前后进给,送绳组件11和第一滑台机构121直接固定安装于支架上。第四滑台机构19用以驱动送绳组件11、导绳机构、夹绳机构13、剪绳机构14、挡绳机构和扎绳机构同步左右移动。
47.更进一步地,所述轴向插针160和径向插针161通过一固定座安装于第三滑台机构18的滑台上,径向插针161与固定座相固定,轴向插针160与固定座前后滑动配合,第一驱动机构安装于第三滑台机构18的滑台上,包括与轴向插针160转动配合的连杆162、用以驱动连杆162转动的第二驱动器163,第二驱动器163可以为电缸或油缸或气缸,优选为气缸,气缸的输出轴与连杆162转动配合。连杆162的中部与滑台转动配合,工作时第二驱动器163带动连杆162转动,连杆162带动轴向插针160前后滑动。
48.所述双向同位卷绳绕线装置2包括挂绳架20、一次卷绳驱动组件、二次卷绳驱动组件及用以安装挂绳架20、一次卷绳驱动组件、二次卷绳驱动组件的第二机架27,所述挂绳架20左右两端配合安装挂绳器23,所述挂绳器23用以对绳子进行定位,使绳子能够绕挂绳器23进行周向卷绳,形成腰型绳圈30,所述二次卷绳驱动组件用以驱动挂绳器23旋转,使绳子绕腰型绳圈30的中部进行侧向卷绳,形成双向捆扎绳卷3。
49.所述一次卷绳驱动组件包括用以与卷绳架20传动安装的第一传动轴210、用以与第一传动轴210传动配合的第一传动机构211及用以驱动第一传动机构211工作的第一电机212。
50.进一步地,所述一次卷绳驱动组件还包括主轴座机构213,主轴座机构213安装于第二机架27上,所述第一传动轴210转动安装于主轴座机构213内。
51.进一步地,所述第一传动轴210为管状结构,所述二次卷绳驱动组件包括转动安装于第一传动轴210内的第二传动轴220、用以与第二传动轴220传动配合的第二传动机构221及用以驱动第二传动机构221工作的第二电机222,所述挂绳器23有两个,各自通过一设置的转轴230转动安装于挂绳架20,两个转轴230通过第三传动机构与第二传动轴220传动配合。
52.在上述结构中,所述第三传动机构包括转动安装于挂绳架20上的第三传动轴240,第三传动轴240的轴线与转轴230的轴线平行,第二传动轴220的前端从第一传动轴210中伸出,第三传动轴240与第二传动轴220通过伞齿结构241传动配合,第三传动轴240的两端分别与两个转轴230通过皮带轮机构传动,此外也可以采用齿轮传动结构、链轮传动结构等。
53.在上述结构中,所述双向同位卷绳绕线装置2还包括离合组件,所述离合组件包括固定套设于第二传动轴220上的离合轮250和用以驱动离合轮前后移动的切换驱动机构,所述第二传动机构221包括转动套设于第二传动轴220上的传动套管2210和固定套设于传动套管2210上的动力输入轮2211,当离合轮250往前移动时能够与第一传动轴210传动配合,当离合轮250往后移动时能够与传动套管2210传动配合。具体地,所述离合轮250的前后两端均具有离合块,第一传动轴210的后端和传动套管2210的前端均具有用以与离合块嵌卡配合的离合槽。所述切换驱动机构包括限位框251、第三驱动器252和定位杆253,离合轮250的前后两端均具有朝外凸出的凸台,使离合轮250中部形成一环形凹槽,限位框251套配于离合轮250上,限位框251的上下两端内沿分别设置一限位块,限位块陷入所述环形凹槽,利用环形凹槽和限位块的结构实现限位,第一驱动器252为气缸或电缸或油缸,优选为气缸,气缸的输出轴与限位框251的一端转动配合,限位框的另一端与定位杆253转动配合,气缸推动限位框251以定位杆253为支点进行转动,限位框251通过限位块带动离合轮250前后移动。
54.所述离合组件的意义在于,当一次卷绳驱动组件工作时,第三传动轴240会随着夹
绳架20一起翻转,第三传动轴240上的伞齿也会随之一起转动,这样就会造成二次卷绳驱动组件被动工作,使夹绳器23跟着一起旋转,影响卷绳工作的进行,因此在第一传动轴210旋转时,离合轮250需要与第一传动轴210传动配合在一起,使第二传动轴220跟着一起旋转,这样第二传动轴220上的伞齿也在旋转,两个伞齿保持静止,能够避免夹绳器23转动起来。一次卷绳驱动组件结束工作后,离合轮250再与传动套管2210传动配合,原先传动套管2210与第二传动轴220是空套配合,离合轮250与传动套管2210配合后能够实现第二电机222与第二传动轴220之间的动力传递。
55.进一步地,所述第一传动机构211、第二传动机构221和第三传动机构均为皮带轮机构,此外也可以为齿轮传动结构、链轮传动结构等。
56.进一步地,所述挂绳架20的主体为转盘结构。
57.进一步地,所述挂绳器23包括挂杆231,挂杆231上具有挂绳口2310。具体地,所述挂绳器23还包括挂钩232,所述挂绳架20上固定安装安装座233,所述转轴230转动插装于安装座233上,所述挂钩232一端与挂杆231固定,另一端与转轴230固定。
58.进一步地,所述双向同位卷绳绕线装置还包括一罩在一次卷绳驱动组件和二次卷绳驱动组件外的外罩26。
59.工作过程:
60.第一步:一次卷绳驱动组件驱动夹绳架20转动至两个夹绳器23呈上下排布的状态,旋转卷绳机械手1的位置与夹绳架20中间相对应,两个夹绳机构13分别夹住绳子并在第二滑台机构17驱动下将绳子送到两个夹绳器23的挂杆231上;
61.第二步:第二滑台机构17带动夹绳机构13退回,一次卷绳驱动组件驱动夹绳架20持续转动,送绳组件11给夹绳架20送绳,导绳杆120对绳子进行引导,导绳杆120在第一滑台机构121驱动下前后进给,使卷绳尽量均匀进行;
62.第三步:一次卷绳驱动组件停止工作,得到腰型绳卷30,此时两个夹绳器23呈上下排布的状态;
63.第四步:挡绳机构中的第一驱动器151驱动挡绳杆150向后移动,挡绳机构将两个夹绳器23上的腰型绳卷30挡住,防止腰型绳卷30掉落,然后导绳杆120退回来,第四滑台机构19带动其上的各机构往左或右移动一段距离,同时,一次卷绳驱动组件驱动夹绳架20转动至两个夹绳器23呈左右排布的状态;
64.第五步:挡绳机构退回,导绳杆120进给,然后二次卷绳驱动组件驱动两个挂绳器23旋转,同时第四滑台机构19带动其上的各机构往另一方向缓慢移动,目的是使导绳杆120横移,进而使腰型绳卷30进行卷绳时更加均匀;
65.第六步:两个挂绳器23停止旋转,挂杆231正好呈水平状态,且挂绳口2310朝外,此时双向捆扎绳卷3已经大致捆扎完成,剩下只需将绳头捆扎起来;
66.第七步:夹绳机构、剪绳机构13和扎绳机构进给,夹绳机构夹住绳子,扎绳机构的轴向插针160带动绳子紧贴双向捆扎绳卷3主体,剪绳机构13剪断绳子并退后,之后轴向插针160在第一驱动机构带动下后退,接着第四滑台机构19带动径向插针161横移,将贴近双向捆扎绳卷3主体的绳头插入腰型绳圈30与侧向绳圈31之间的缝隙中,完成绳头的捆扎,得到成品。
67.需要说明的是,所述全自动卷绳机可根据需要拆除夹绳机构13、剪绳机构14、挡绳
机构和扎绳机构中的任一一种或多种,转而采用手动方式实现上述机构的功能。
68.最后应说明的是:以上各实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。