:
1.本实用新型涉及供料机构领域,特指一种自动供料组装机构模组。
背景技术:
2.目前市面上对于磁铁的装配供料一般都采用手工组装,由于装配时需要区分n极和s极,采用人工手动分料容易产生疲惫感,导致磁极方向装配错误,进而影响产品合格率,同时,采用人工手动装配生产效率低,增加不必要的作业时间和人力。
3.有鉴于此,本发明人提出以下技术方案。
技术实现要素:
4.本实用新型的目的在于克服现有技术的不足,提供一种自动供料组装机构模组。
5.为了解决上述技术问题,本实用新型采用了下述技术方案:该自动供料组装机构模组,包括:用于连续提供物料的供料槽、设置于所述供料槽一端并用于分离所述物料的定位治具、可以升降的方式设置于所述定位治具上方并用于将所述物料冲压上料的冲压治具及设置于所述冲压治具上方并用于推动该冲压治具的驱动装置,其中,所述定位治具上设置有间隔独立的n极筛料磁铁和s极筛料磁铁,所述供料槽一端可在所述n极筛料磁铁和所述s极筛料磁铁间柔性摆动。
6.进一步而言,上述技术方案中,所述定位治具上设置有用于安装所述n极筛料磁铁和所述s极筛料磁铁的定位座,该定位座上设置有贯穿所述定位治具并用于供所述物料通过的第一通孔和第二通孔,其中,所述第一通孔和所述第二通孔分别位于所述n极筛料磁铁和所述s极筛料磁铁一侧;所述冲压治具上设置有与所述定位座对应的冲压座,该冲压座上设置有可穿过所述第一通孔和所述第二通孔的第一冲压条和第二冲压条。
7.进一步而言,上述技术方案中,所述定位座上安装有用于对所述冲压治具限位的限位座,该限位座位于所述n极筛料磁铁和所述s极筛料磁铁另一侧。
8.进一步而言,上述技术方案中,所述供料槽并列设置有两个,所述n极筛料磁铁和所述s极筛料磁铁对应设置有两组,所述定位座和所述冲压座及所述限位座也分别对应设置有两个。
9.进一步而言,上述技术方案中,所述定位座上还设置有分别用于安装所述n极筛料磁铁和所述s极筛料磁铁的第一安装槽和第二安装槽,所述n极筛料磁铁和所述s极筛料磁铁相对呈一定夹角排列,所述供料槽一端垂直对应所述n极筛料磁铁或所述s极筛料磁铁;其中,两个所述供料槽分别供应n极磁铁和s极磁铁。
10.进一步而言,上述技术方案中,所述定位治具与所述冲压治具之间设置有呈对角分布的第一定位销和第二定位销,所述定位治具与所述冲压治具之间还设置有若干根导向柱,且每根所述导向柱上均套设有位于所述定位治具与所述冲压治具之间的缓冲弹簧,所述导向柱和所述第一定位销及所述第二定位销均贯穿所述冲压治具。
11.进一步而言,上述技术方案中,所述冲压治具上安装有套设于所述导向柱上的滑
套,所述定位销高于所述导向柱。
12.进一步而言,上述技术方案中,所述定位治具前端设置有支撑板,该支撑板上设置有检测所述物料的传感器。
13.进一步而言,上述技术方案中,所述驱动装置为气缸,该气缸的活塞前端设置有固定板,所述冲压治具安装于所固定板上。
14.采用上述技术方案后,本实用新型与现有技术相比较具有如下有益效果:本实用新型中采用供料槽自动连续向定位治具提供物料,并在定位治具内设置有用于区分物料磁极的n极筛料磁铁和s极筛料磁铁,由驱动装置推动冲压治具将符合磁极要求的物料推出定位治具,完成上料组装,在出现不符合磁极要求的物料后,n极筛料磁铁或s极筛料磁铁产生的磁力会将物料推开,使冲压治具无法将物料从定位治具推出,从而筛选出不符合要求的物料,防止出现装配错误,提升产品合格率,同时,相比人工手动组装,采用冲压治具自动上料具有速度快、组装效率高、调试时间短、成本低等优点。
附图说明:
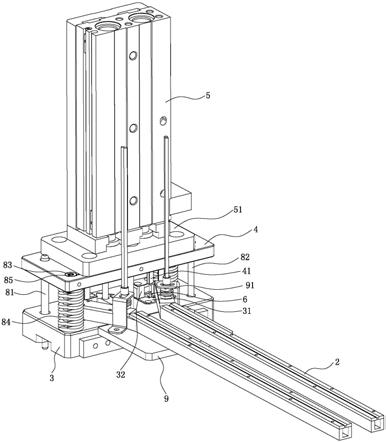
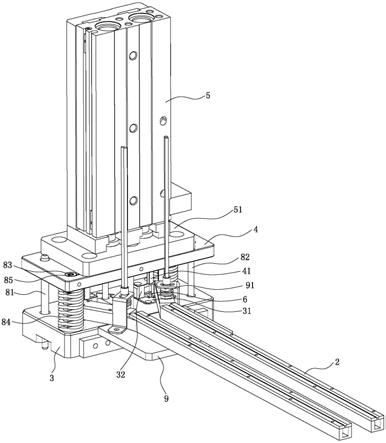
15.图1是本实用新型冲压前的状态图一;
16.图2是本实用新型冲压前的状态图二;
17.图3是本实用新型冲压时的状态图;
18.图4是本实用新型中冲压治具的立体图;
19.图5是本实用新型中定位治具的立体图;
20.图6是本实用新型中定位座的立体图。
21.附图标记说明:
22.1物料
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2供料槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3定位治具
23.31定位座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
311第一通孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
312第二通孔
24.313第一安装槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
314第二安装槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
32限位座
25.4冲压治具
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
41冲压座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
411第一冲压条
26.412第二冲压条
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5驱动装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
51固定板
27.6 n极筛料磁铁
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
7 s极筛料磁铁
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
81第一定位销
28.82第二定位销
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
83导向柱
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
84缓冲弹簧
29.85滑套
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
9支撑板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
91传感器
具体实施方式:
30.下面结合具体实施例和附图对本实用新型进一步说明。
31.见图1至图6所示,为一种自动供料组装机构模组,其包括:用于连续提供物料1的供料槽2、设置于所述供料槽2一端并用于分离所述物料1的定位治具3、可以升降的方式设置于所述定位治具3上方并用于将所述物料1冲压上料的冲压治具4及设置于所述冲压治具4上方并用于推动该冲压治具4的驱动装置5,其中,所述定位治具3上设置有间隔独立的n极筛料磁铁6和s极筛料磁铁7,所述供料槽2一端可在所述n极筛料磁铁6和所述s极筛料磁铁7间柔性摆动。通过采用供料槽2自动连续向定位治具3提供物料1,并在定位治具3内设置有用于区分物料1磁极的n极筛料磁铁6和s极筛料磁铁7,由驱动装置5推动冲压治具4将符合
磁极要求的物料1推出定位治具3,完成上料组装,在出现不符合磁极要求的物料1后,n极筛料磁铁6或s极筛料磁铁7产生的磁力会将物料1推开,使冲压治具4无法将物料1从定位治具3推出,从而筛选出不符合要求的物料1,防止出现装配错误,提升产品合格率,同时,相比人工手动组装,采用冲压治具4自动上料具有速度快、组装效率高、调试时间短、成本低等优点。
32.所述定位治具3上设置有用于安装所述n极筛料磁铁6和所述s极筛料磁铁7的定位座31,该定位座31上设置有贯穿所述定位治具3并用于供所述物料1通过的第一通孔311和所述第二通孔312,其中,所述第一通孔311和所述第二通孔312分别位于所述n极筛料磁铁6和所述s极筛料磁铁7一侧;所述冲压治具4上设置有与所述定位座31对应的冲压座41,该冲压座41上设置有可穿过所述第一通孔311和所述第二通孔312的第一冲压条411和第二冲压条412。
33.所述定位座31上安装有用于对所述冲压治具4限位的限位座32,该限位座32位于所述n极筛料磁铁6和所述s极筛料磁铁7另一侧。
34.所述供料槽2并列设置有两个,所述n极筛料磁铁6和所述s极筛料磁铁7对应设置有两组,所述定位座31和所述冲压座41及所述限位座32也分别对应设置有两个。
35.所述定位座31上还设置有分别用于安装所述n极筛料磁铁6和所述s极筛料磁铁7的第一安装槽313和第二安装槽314,所述n极筛料磁铁6和所述s极筛料磁铁7相对呈一定夹角排列,所述供料槽2一端垂直对应所述n极筛料磁铁6或所述s极筛料磁铁7;其中,两个所述供料槽2分别供应n极磁铁和s极磁铁。通过磁铁的同极相吸,反极相斥的原理,利用设置在定位治具3内的n极筛料磁铁6和s极筛料磁铁7对物料1的进行筛选。
36.所述定位治具3与所述冲压治具4之间设置有呈对角分布的第一定位销81和第二定位销82,所述定位治具3与所述冲压治具4之间还设置有若干根导向柱83,且每根所述导向柱83上均套设有位于所述定位治具3与所述冲压治具4之间的缓冲弹簧84,所述导向柱83和所述第一定位销81及所述第二定位销82均贯穿所述冲压治具4。
37.所述冲压治具4上安装有套设于所述导向柱83上的滑套85,所述定位销高于所述导向柱83。
38.所述定位治具3前端设置有支撑板9,该支撑板9上设置有检测所述物料1的传感器91。
39.所述驱动装置5为气缸,该气缸的活塞前端设置有固定板51,所述冲压治具4安装于所固定板51上。所述供料槽2位于定位治具3上的一段与供料槽2主体段的连接处为可弯折的软胶材质,使得供料槽2的出料端可以在n极筛料磁铁6与s极筛料磁铁7之间摆动,进而起到更换筛选不同磁极的物料1。
40.综上所述,本实用新型工作时,由人工将指定物料1放入振动盘中,通过振动盘将物料1连续送至供料槽2内,再由供料槽2将物料1送至定位治具3上,当供料槽2送出的物料1符合磁极方向要求,n极筛料磁铁6或s极筛料磁铁7将符合要求的物料1从供料槽2中吸附出来,使物料1位于定位座1的第一通孔311或第二通孔312上方,然后由驱动装置5推动冲压治具4下降,使冲压座41上的第一冲压条411和第二冲压条412分别插入第一通孔311和第二通孔312内,进而将第一通孔311或第二通孔312上方的物料1推出定位治具3,并落入定位治具3下方产品的安装位中,完成一次物料1组装;当供料槽2送出的物料1不符合磁极方向要求,
n极筛料磁铁6或s极筛料磁铁7产生的磁力会推动不符合要求的物料1保持供料槽2中,使物料1无法处在定位座1的第一通孔311或第二通孔312上方,在驱动装置5推动冲压治具4下降过程中,由于第一通孔311和第二通孔312上方都没有物料1或者物料1没有完全位于第一通孔311或第二通孔312正上方,此时冲压座41上的第一冲压条411和第二冲压条412分别插入第一通孔311和第二通孔312内,并不会将物料1推出定位治具3,进而起到赛选出合格的物料1,避免不符合要求的物料1组装到产品中,影响产品合格率。当需要调整物料1磁极方向时,通过扳动供料槽2端部,使供料槽2出料端由原来垂直n极筛料磁铁6变为垂直s极筛料磁铁7,或者,由原来垂直s极筛料磁铁7变为n极筛料磁铁6,从而起到调整对不同磁极的物料1进行供料。
41.当然,以上所述仅为本实用新型的具体实施例而已,并非来限制本实用新型实施范围,凡依本实用新型申请专利范围所述构造、特征及原理所做的等效变化或修饰,均应包括于本实用新型申请专利范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。