1.本实用新型涉及焊接技术领域,具体涉及一种钨极自动更换和磨削一体化装置。
背景技术:
2.随着科学技术的发展,焊接技术得到了飞快进步,各种焊接技术层出不穷,焊条电弧焊﹑埋弧焊、气体保护焊等,今天我们介绍一种钨极气体保护焊,属于非熔化极气体保护焊,是利用钨电极与工件之间的电弧使金属熔化而形成焊缝.焊接中钨极不熔化,只起电极作用,电焊炬的喷嘴送进氦气或氩气,起保护电极和熔池的作用,还可根据需要另外添加填充金属。是连接薄板金属和打底焊的一种极好的焊接方法。
3.钨极在焊接过程中虽然不会融化,但长时间焊接后由于各种外部因素导致钨极头部磨损、消耗,磨损后难以起弧,影响钨极的许用电流、引弧及稳弧性能以致影响焊接质量,所以需要停止焊接一段时间或者更换钨极。现有技术中使用较多的是人工进行更换,人工将焊枪内的钨极取出,然后放上另一个钨极再进行夹紧使用。更换下来的钨极并不是直接扔掉,而是进行正确的磨削,磨削好之后再次使用,直至最后会钨极夹持不住,才需要更换。
4.然而现有技术中,需要人工更换后再对磨削钨极,焊枪需要等待钨极磨削好才能进行安装,且人工磨削的钨极没有统一标准,直接影响焊接质量;另外还严重制约了焊接的效率。
技术实现要素:
5.本实用新型提出一种钨极自动更换和磨削一体化装置,解决了现有技术采用人工进行更换和磨削,接影响焊接质量和严重制约了焊接的效率问题。
6.为实现上述目的,本实用新型提供如下技术方案:一种钨极自动更换和磨削一体化装置,包括底板、更换机构和打磨机构,所述更换机构和打磨机构均设于所述底板上,且所述打磨机构位于所述更换机构下方;
7.所述更换机构包括伸缩组件、夹紧组件和收缩组件,所述伸缩组件设置在所述底板上,所夹紧组件通过固定架与所述伸缩组件连接,所述收缩组件设置在所述固定架上,且与所述夹紧组件连接;
8.所述夹紧组件包括固定套筒、固定夹和弹簧,所述弹簧通过所述固定架与所述伸缩组件连接,多个所述弹簧的一端与所述固定套筒的内壁固定连接,多个所述固定夹的中部与所述弹簧的另一端固定连接。
9.优选的,所述伸缩组件包括气缸和气缸导杆,所述气缸设置在所述底板上,所述气缸导杆的底端与所述气缸的输出端固定连接;所述固定架与所述气缸导杆的顶端固定连接;所述收缩组件包括驱动电机、转盘和连接线,所述驱动电机与所述固定架固定连接,所述转盘与所述驱动电机的输出端固定连接,多个所述连接线的一端与所述固定夹的中部固定连接,多个所述连接线的另一端与所述转盘的中部固定连接。
10.优选的,所述打磨机构包括打磨头和驱动组件,所述打磨头通过转动套设置在所
述底板上,所述驱动组件驱动所述打磨头。
11.优选的,所述打磨头包括转动头、螺杆和打磨头,所述转动头通过所述转动套通过底板设置在所述固定套筒的正下端,多个所述螺杆贯穿设置在所述转动头上,多个所述打磨头与所述螺杆位于所述转动头内部的一端固定连接。
12.优选的,所述驱动组件包括主动齿轮、打磨电机和齿圈,所述齿圈套接在所述转动头的外壁上,所述打磨电机设置在所述转动头的一侧,所述主动齿轮与所述打磨电机的输出轴固定连接,且与所述齿圈啮合。
13.优选的,所述转动套竖直设置在所述底板上,且底端设置有轴承。
14.本实用新型的有益效果是:本实用新型包括底板、更换机构和打磨机构,更换机构和打磨机构均设于底板上,且打磨机构位于更换机构下方;更换机构包括伸缩组件、夹紧组件和收缩组件,伸缩组件设置在底板上,所夹紧组件通过固定架与伸缩组件连接,收缩组件设置在固定架上,且与夹紧组件连接;夹紧组件包括固定套筒、固定夹和弹簧,弹簧通过固定架与伸缩组件连接,多个弹簧的一端与固定套筒的内壁固定连接,多个固定夹的中部与弹簧的另一端固定连接;通过在设置两个更换机构和两个打磨机构轮换使用,大大提高了钨极的使用使用寿命和焊接质量,同时也避免了人工更换带来的额风险。
附图说明
15.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
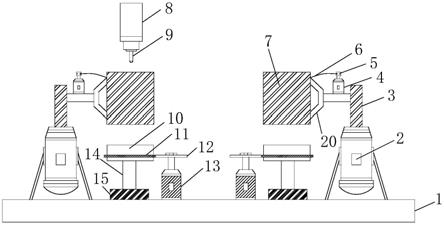
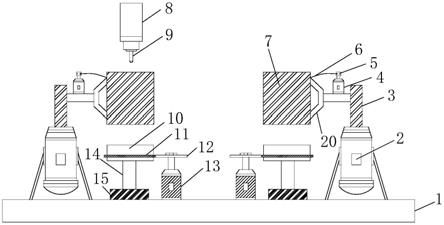
16.图1为本实用新型一种钨极自动更换和磨削一体化装置结构示意图;
17.图2为本实用新型夹紧组件结构式示意图;
18.图3为本实用新型打磨头结构示意图。
19.图中:1、底板;2、气缸;3、气缸导杆;4、驱动电机;5、转盘;6、连接线;7、固定套筒;8、焊枪;9、钨极;10、转动头;11、齿圈;12、主动齿轮;13、打磨电机;14、转动套;15、轴承;16、固定夹;17、弹簧;18、螺杆;19、打磨块;20、固定架。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.参照图1
‑
3,一种钨极自动更换和磨削一体化装置,包括底板1、更换机构和打磨机构,更换机构和打磨机构均设于底板1上,且打磨机构位于更换机构下方,在底板1的两端分别设置一个更换机构和打磨机构,来进行轮换实用,使得在焊枪8卸下钨极9后,可以立刻移动至另一个更换机构上上端,进行安装钨极9;
22.更换机构包括伸缩组件、夹紧组件和收缩组件,伸缩组件设置在底板1上,所夹紧组件通过固定架20与伸缩组件连接,收缩组件设置在固定架20上,且与夹紧组件连接;
23.夹紧组件包括固定套筒7、固定夹16和弹簧17,弹簧17通过固定架20与伸缩组件连接,多个弹簧17的一端与固定套筒7的内壁固定连接,多个固定夹16的中部与弹簧17的另一端固定连接,当需要钨极9需要更换打磨时,焊枪8一定至一个固定套筒的上端,驱动电机4转动带动连接线6缩短,使得弹簧17收缩,固定夹16打开,焊枪8一定至固定套筒7的上端,使得钨极9对准多个固定夹16的中间,之后焊枪8将钨极9松开,使得固定夹16将钨极9加紧;焊枪8移动至另一个固定套筒7的上端,将打磨的好的钨极9夹紧,进行后续的焊接。
24.其中,伸缩组件包括气缸2和气缸导杆3,气缸2设置在底板1上,气缸导杆3的底端与气缸2的输出端固定连接;固定架20与气缸导杆3的顶端固定连接;收缩组件包括驱动电机4、转盘5和连接线6,驱动电机4与固定架20固定连接,转盘5与驱动电机4的输出端固定连接,多个连接线6的一端与固定夹16的中部固定连接,多个连接线6的另一端与转盘5的中部固定连接,之后气缸2通过气缸导杆3带动钨极9向下移动之转动头10内部。
25.其中,打磨机构包括打磨头和驱动组件,打磨头通过转动套14设置在底板1上,驱动组件驱动打磨头。
26.其中,打磨头包括转动头10、螺杆18和打磨块19,转动头10通过转动套14通过底板1设置在固定套筒7的正下端,多个螺杆18贯穿设置在转动头10上,多个打磨块19与螺杆18位于转动头10内部的一端固定连接,驱动组件包括主动齿轮12、打磨电机13和齿圈11,齿圈11套接在转动头10的外壁上,打磨电机13设置在转动头10的一侧,主动齿轮12与打磨电机13的输出轴固定连接,且与齿圈11啮合,打磨电机13驱动主动齿轮12转动,带动转动头10转动,使得内部的打磨块19对钨极9进行打磨,同时钨极9会缓慢的向下移动,进行全面打磨;可以根据钨极9的粗细,来转动螺杆18来调节打磨块19之间的间距。
27.其中,转动套14竖直设置在底板1上,且底端设置有轴承15。
28.本实用新型工作原理及使用流程:当需要钨极9需要更换打磨时,焊枪8一定至一个固定套筒的上端,驱动电机4转动带动连接线6缩短,使得弹簧17收缩,固定夹16打开,焊枪8一定至固定套筒7的上端,使得钨极9对准多个固定夹16的中间,之后焊枪8将钨极9松开,使得固定夹16将钨极9加紧;焊枪8移动至另一个固定套筒7的上端,将打磨的好的钨极9夹紧,进行后续的焊接,之后气缸2通过气缸导杆3带动钨极9向下移动之转动头10内部,打磨电机13驱动主动齿轮12转动,带动转动头10转动,使得内部的打磨块19对钨极9进行打磨,同时钨极9会缓慢的向下移动,进行全面打磨。
29.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的仅为本实用新型的优选例,并不用来限制本实用新型,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。