1.本实用新型涉及锂离子电池卷绕技术领域,尤其涉及一种电芯卷绕设备。
背景技术:
2.随着社会的发展,人类越来越重视保护环境的重要性。因此,新能源汽车作为具有良好的环境友好性的交通工具而被广泛使用。新能源汽车的动力来源主要是动力电池。在动力电池加工设备中,通过卷绕机卷绕形成动力电池的电极组件,使得卷绕机成为用于生产动力电池的一个重要设备。
3.然而,相关技术中的锂电池制备时,卷绕机基本采用正极片、隔膜、负极片、隔膜同时卷绕于卷针,即电芯卷绕由4条带路(分别为隔膜、正极片、隔膜、负极片组合)卷绕成电芯,卷针每卷一圈增加4层材料。这种类型的卷绕机在生产过程较易出现极片打折和卷绕粉尘等问题,进而影响电极组件良品率和生产效率。另外,相关技术中的卷绕方式需要在靠近卷针的上游设置入卷辅助机构,例如并膜辊组或滚动入料部件,以用于辅助正极片、隔膜和负极片各自单独顺利进入卷针,从而导致卷绕机设备结构复杂,入料卷绕工作效率低。
技术实现要素:
4.本实用新型的目的在于提出一种电芯卷绕设备,其电芯良品率高,生产效率高。
5.为达此目的,本实用新型采用以下技术方案:
6.提供的一种电芯卷绕设备,包括:
7.复合放料装置,用于输出复合极片,所述复合极片为由第一隔膜、负极片和第二隔膜复合形成一体结构的复合片;
8.正极放料装置,用于输出正极片;
9.卷绕装置,设置于所述复合放料装置和所述正极放料装置的下游,所述卷绕装置用于卷绕所述复合极片和所述正极片以制作成电芯。
10.进一步的,所述复合放料装置和所述正极放料装置对称设置于所述卷绕装置的两侧。
11.进一步的,所述卷绕装置包括卷针,所述卷绕装置通过所述卷针转动以卷绕所述复合极片和所述正极片。
12.进一步的,所述卷绕装置包括第一入卷导辊组和第二入卷导辊组,所述第一入卷导辊组和所述第二入卷导辊组均设置于所述卷针的上游,所述第一入卷导辊组用于将所述复合极片输送至所述卷针,所述第二入卷导辊组用于将所述正极片输送至所述卷针。
13.进一步的,所述第一入卷导辊组和所述第二入卷导辊组对称设置于所述卷针的两侧。
14.进一步的,所述电芯卷绕设备包括第一传感器、第二传感器、提示装置和控制装置,所述控制装置电性连接所述第一传感器、所述第二传感器和所述提示装置;
15.所述第一传感器设置于所述复合放料装置,所述第二传感器设置于所述正极放料
装置,所述第一传感器用于检测所述复合放料装置的物料情况,所述第二传感器用于检测所述正极放料装置的物料情况,所述控制装置用于根据所述第一传感器和/或所述第二传感器的检测结果控制所述提示装置的工作状态。
16.进一步的,所述电芯卷绕设备包括第一极片切刀机构和第二极片切刀机构,所述第一极片切刀机构设置于所述复合放料装置的下游,所述第一极片切刀机构位于所述复合放料装置和所述卷绕装置之间,所述第二极片切刀机构设置于所述正极放料装置的下游,所述第二极片切刀机构位于所述正极放料装置和所述卷绕装置之间,所述第一极片切刀机构用于切断所述复合极片,所述第二极片切刀机构用于切断所述正极片。
17.进一步的,所述电芯卷绕设备包括第一张力调节机构和第二张力调节机构,所述第一张力调节机构设置于所述复合放料装置和所述卷绕装置之间,所述第二张力调节机构设置于所述正极放料装置和所述卷绕装置之间,所述第一张力调节机构用于调节所述复合极片的张力,所述第二张力调节机构用于调节所述正极片的张力。
18.进一步的,所述电芯卷绕设备包括夹紧机构,所述夹紧机构设置于所述卷绕装置的上游,所述夹紧机构位于所述复合放料装置和所述卷绕装置之间,所述夹紧机构位于所述正极放料装置和所述卷绕装置之间,所述夹紧机构用于夹紧所述复合极片和所述正极片。
19.还提供一种电芯卷绕设备,包括:
20.第一复合放料装置,用于输出复合极片,所述复合极片为由第一隔膜、负极片和第二隔膜复合形成一体结构的复合片;
21.第一正极放料装置,用于输出第一正极片;
22.第二复合放料装置,用于输出第二复合极片,所述第二复合极片为由第三隔膜、第二负极片和第四隔膜复合形成一体结构的复合片;
23.第二正极放料装置,用于输出第二正极片;
24.卷绕装置,设置于所述第一复合放料装置、所述第一正极放料装置、所述第二复合放料装置和所述第二正极放料装置的下游,所述卷绕装置用于卷绕所述第一复合极片、所述第一正极片、所述第二复合极片和所述第二正极片以制作成电芯。
25.本实用新型相比于现有技术的有益效果:
26.本实用新型的电芯卷绕设备,通过第一复合放料装置输出第一复合极片,并通过第一正极放料装置输出第一正极片,并通过第二复合放料装置输出第二复合极片,并通过第二正极放料装置用于输出第二正极片,然后将第一复合极片、第一正极片、第二复合极片和第二正极片分别输送至卷绕装置的卷绕工位完成卷绕工作。这样,相对于采用正极片、隔膜、负极片、隔膜各自独立进入卷绕工序的加工方式,上述的电芯卷绕设备的卷绕装置每卷一圈可以增加8层材料(隔膜、负极片、隔膜和正极片卷绕一圈,即为4层材料),这样提高了电芯卷绕设备的工作效率。并且,采用复合片体卷绕的方式还并能够有效降低极片打折和卷绕粉尘等问题出现的可能性,进而提高电芯良品率和生产效率。
附图说明
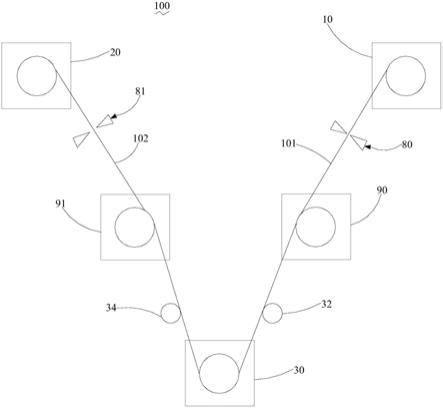
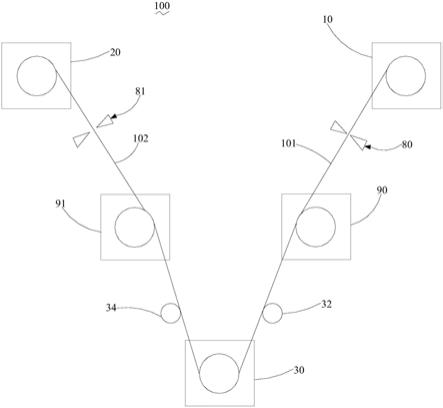
27.图1是本实用新型实施方式的第一电芯卷绕设备的结构示意图。
28.图2是本实用新型实施方式的第一电芯卷绕设备的另一结构示意图。
29.图3是本实用新型实施方式的第一电芯卷绕设备的又一结构示意图。
30.图4是本实用新型实施方式的第一电芯卷绕设备的模块示意图。
31.图5是本实用新型实施方式的第一电芯卷绕设备的另一模块示意图。
32.图中:
33.100、第一电芯卷绕设备;
34.10、复合放料装置;101、复合极片;20、正极放料装置;102、正极片; 30、卷绕装置;32、第一入卷导辊组;34、第二入卷导辊组;40、检测装置; 50、纠偏装置;60、控制装置;71、第一传感器;72、第二传感器;73、提示装置;80、第一极片切刀机构;81、第二极片切刀机构;90、第一张力调节机构;91、第二张力调节机构;92、夹紧机构;921、第一夹紧辊;922、第二夹紧辊。
具体实施方式
35.为使本实用新型解决的技术问题、采用的技术方案和达到的技术效果更加清楚,下面结合附图并通过具体实施方式来进一步说明本实用新型的技术方案。
36.请结合图1至图5,本实用新型的第一电芯卷绕设备100包括复合放料装置 10、正极放料装置20和卷绕装置30。复合放料装置10用于输出复合极片101。复合极片101为由第一隔膜、负极片和第二隔膜复合形成一体结构的复合片。正极放料装置20用于输出正极片102。卷绕装置30设置于复合放料装置10和正极放料装置20的下游。卷绕装置30用于卷绕复合极片101和正极片102以制作成电芯。
37.上述的复合极片101中,所述第一隔膜、所述负极片和所述第二隔膜为依次叠层设置。采用复合极片101和正极片102卷绕的方式能够有效降低极片打折和卷绕粉尘等问题出现的可能性。
38.可以理解,复合极片101可以为由第一隔膜、负极片和第二隔膜通过热敷合形成一体结构的复合片,也可以为通过压力作用复合为一体的复合片。
39.综上可知,本实用新型实施方式的第一电芯卷绕设备100中,通过复合放料装置10输出复合极片101,并通过正极放料装置20输出正极片102。然后将复合极片101和正极片102分别输送至卷绕装置30的卷绕工位完成卷绕工作。这样,相对于采用正极片102、隔膜、负极片、隔膜各自独立进入卷绕工序的加工方式,本实用新型实施方式的第一电芯卷绕设备100的下料带路减少,这样有利于减少零部件的使用数量,简化设备的整体结构,同时有利于提高卷绕工作效率。
40.并且,本实用新型实施方式的第一电芯卷绕设备100不仅有效减少了进入卷绕工序的片体总数量,从而降低对齐难度,提高卷绕精度,并能够有效降低极片打折和卷绕粉尘等问题出现的可能性,进而提高电芯良品率和生产效率。
41.可以理解,正极放料装置20可以采用现有的正极片放料装置。可以理解,可以在复合放料装置10和卷绕装置30之间设置缓冲装置(图未示出)。缓冲装置可以用于缓冲由复合放料装置10放出的复合极片101。
42.在某些实施方式中,第一电芯卷绕设备100包括检测装置40、纠偏装置50 和控制装置60。控制装置60连接检测装置40和纠偏装置50。检测装置40用于检测复合极片101和正极片102之间的对齐度。控制装置60用于在复合极片 101和正极片102之间的对齐度不满足
预设值的条件下,控制纠偏装置50对复合极片101和正极片102之间的相对位置进行调整。
43.可以理解,检测装置40可以设置于卷绕装置30的下游。纠偏装置50可以设置于卷绕装置30的上游。
44.需要说明的是,上述的检测装置40可以包括传感器,上述的纠偏装置50 可以包括一个或多个纠偏辊。
45.在某些实施方式中,第一电芯卷绕设备100包括贴胶机构(图未示出)和下料机构(图未示出)。在卷绕装置30将复合极片101和正极片102卷绕完成后,贴胶机构对卷绕后的电芯进行贴胶,而下料机构对贴胶后的电芯进行下料的工序。
46.在某些实施方式中,第一电芯卷绕设备100包括第一传感器71、第二传感器72、提示装置73(可以为声音报警器)和控制装置60。控制装置60电性连接第一传感器71、第二传感器72、提示装置73和控制装置60。第一传感器71 设置于复合放料装置10。第二传感器72设置于正极放料装置20。第一传感器 71用于检测复合放料装置10的物料情况。第二传感器72用于检测正极放料装置20的物料情况。控制装置60用于根据第一传感器71和/或第二传感器72的检测结果控制提示装置73的工作状态。上述的物料情况可以为复合极片101的物料量。
47.例如,在一些例子中,在复合放料装置10的物料用完(第一复合极片用完) 的条件下,提示装置73发出提示信息(可以为声音报警信息)。在一些例子中,在正极放料装置20的物料用完(第二复合极片用完)的条件下,提示装置73 发出提示信息(可以为声音报警信息)。在一些例子中,复合放料装置10和正极放料装置20中任意一个放料装置的物料量用完或者低于预设值的情况下,控制装置60控制提示装置73发出提示信息(可以为声音报警信息)。在另一些例子中,复合放料装置10和正极放料装置20的物料量均低于预设值的情况下,控制装置60控制提示装置73发出提示信息(可以为声音报警信息)。
48.在某些实施方式中,卷绕装置30包括卷针。卷绕装置30通过卷针转动以卷绕复合极片101和正极片102。
49.在某些实施方式中,复合放料装置10和正极放料装置20对称设置于卷绕装置30的两侧。这样第一电芯卷绕设备100的各个机构整体分布更匀称,整体结构能够设置的更紧凑,也能够降低复合放料装置10和正极放料装置20下料时相互干扰的可能性。
50.在某些实施方式中,卷绕装置30包括第一入卷导辊组32和第二入卷导辊组34。第一入卷导辊组32和第二入卷导辊组34均设置于所述卷针的上游。第一入卷导辊组32用于将复合极片101输送至所述卷针。第二入卷导辊组34用于将正极片102输送至所述卷针。
51.可以理解,上述的第一入卷导辊组32可以包括多个间隔设置的入卷导辊。上述的第二入卷导辊组34可以包括多个间隔设置的入卷导辊。
52.在某些实施方式中,第一入卷导辊组32和第二入卷导辊组34对称设置于所述卷针的两侧。
53.在某些实施方式中,第一电芯卷绕设备100包括第一极片切刀机构80和第二极片切刀机构81。第一极片切刀机构80设置于复合放料装置10的下游。第一极片切刀机构80位于复合放料装置10和卷绕装置30之间。第二极片切刀机构81设置于正极放料装置20的下游。第二极片切刀机构81位于正极放料装置 20和卷绕装置30之间。第一极片切刀机构80用于切断复合极片101。第二极片切刀机构81用于切断正极片102。这样能够提高生产效率。
54.在某些实施方式中,第一电芯卷绕设备100包括第一张力调节机构90和第二张力调节机构91。第一张力调节机构90设置于复合放料装置10和卷绕装置 30之间。第二张力调节机构91设置于正极放料装置20和卷绕装置30之间。第一张力调节机构90用于调节复合极片101的张力。第二张力调节机构91用于调节正极片102的张力。这样能够提高第一电芯卷绕设备100运行的稳定性。
55.可以理解,第一张力调节机构90可以包括多个张力辊。第二张力调节机构 91可以包括多个张力辊。
56.在某些实施方式中,第一电芯卷绕设备100包括夹紧机构92。夹紧机构92 设置于卷绕装置30的上游。夹紧机构92位于复合放料装置10和卷绕装置30 之间。夹紧机构92位于正极放料装置20和卷绕装置30之间。夹紧机构92用于夹紧复合极片101和正极片102。这样能够提高第一电芯卷绕设备100的生产效率。
57.可以理解,夹紧机构92可以包括第一夹紧辊921和第二夹紧辊922。复合极片101和正极片102位于第一夹紧辊921和第二夹紧辊922之间。第一夹紧辊921和第二夹紧辊922能够相互移动以夹紧第一复合极片101a和第二复合极片103a。
58.可以理解,第一夹紧辊921的数目可以为多个,第二夹紧辊922的数目可以为多个。可以理解,多个第一夹紧辊921可以位于复合极片101和正极片102 的同一侧。可以理解,多个第二夹紧辊922可以位于复合极片101和正极片102 的同一侧。
59.在某些实施方式中,第一电芯卷绕设备100包括两个送料机械手(图未示出)。两个送料机械手中的一个送料机械手位于复合放料装置10和卷绕装置30 之间,两个送料机械手中的另一个送料机械手位于正极放料装置20和卷绕装置 30之间。两个送料机械手中的一个送料机械手用于将复合极片101输送至卷绕装置30。两个送料机械手中的另一个送料机械手用于将正极片102输送至卷绕装置30。
60.本实用新型的第二电芯卷绕设备包括第一复合放料装置、第一正极放料装置、第二复合放料装置、第二正极放料装置和卷绕装置。第一复合放料装置用于输出第一复合极片。第一复合极片为由第一隔膜、负极片和第二隔膜通过热敷合形成一体结构的复合片。第一正极放料装置用于输出第一正极片。第二复合放料装置用于输出第二复合极片。第二复合极片为由第三隔膜、第二负极片和第四隔膜通过热敷合形成一体结构的复合片。第二正极放料装置用于输出第二正极片。卷绕装置设置于第一复合放料装置、第一正极放料装置、第二复合放料装置和第二正极放料装置的下游。卷绕装置用于卷绕第一复合极片、第一正极片、第二复合极片和第二正极片以制作成电芯。
61.综上可知,本实用新型实施方式的第二电芯卷绕设备中,通过第一复合放料装置输出第一复合极片,并通过第一正极放料装置输出第一正极片,并通过第二复合放料装置输出第二复合极片,并通过第二正极放料装置用于输出第二正极片,然后将第一复合极片、第一正极片、第二复合极片和第二正极片分别输送至卷绕装置的卷绕工位完成卷绕工作。这样,相对于采用正极片、隔膜、负极片、隔膜各自独立进入卷绕工序的加工方式,本实用新型实施方式的第二电芯卷绕设备的卷绕装置每卷一圈可以增加8层材料(隔膜、负极片、隔膜和正极片卷绕一圈,即为4层材料),这样提高了电芯卷绕设备的工作效率。并且,采用复合片体卷绕的方式还并能够有效降低极片打折和卷绕粉尘等问题出现的可能性,进而提高电芯良品率和生产效率。
62.本实用新型上述的第二电芯卷绕设备的进一步结构可参考上述的第一电芯卷绕设备100。
63.以上内容仅为本实用新型的较佳实施例,对于本领域的普通技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本实用新型的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。