1.本发明涉及纱线生产技术领域,具体为一种高强度高弹性纱线及其制备方法。
背景技术:
2.纱线是一种纺织品,用各种纺织纤维加工成一定细度的产品,用于织布、制绳、制线、针织和刺绣等,分为短纤维纱,连续长丝等,纱线的种类多种多样,品类各不相同,应用范围十分广泛。
3.现如今市面上的纱线的强度较差,拉伸过程中极易出现段断裂和破损的情况,大大降低了纱线的质量,并且现有的纱线弹性较差,尤其是拉伸回弹之后纱线的稳定性差,容易出现不可逆的形变,降低了产品的品质,不利于纱线的后期使用,并且在生产过程中纱线的原料价格高,增加了产品的生产成本。
技术实现要素:
4.本发明的目的在于提供一种高强度高弹性纱线及其制备方法,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:一种高强度高弹性纱线,配方包括:涤纶纤维、氨纶纤维和棉纤维,各组分的重量份数分别是:5
‑
10份的涤纶纤维、4
‑
8份的氨纶纤维和90
‑
105份的棉纤维。
6.优选的,所述棉纤维为无病虫害、洁白、饱满的新疆棉花制成的棉纤维。
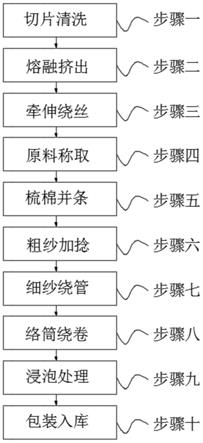
7.一种高强度高弹性纱线的制备方法,包括以下步骤,步骤一,切片清洗;步骤二,熔融挤出;步骤三,牵伸绕丝;步骤四,原料称取;步骤五,梳棉并条;步骤六,粗纱加捻;步骤七,细纱绕管;步骤八,络筒绕卷;步骤九,浸泡处理;步骤十,包装入库;
8.其中在上述步骤一中,收集废弃塑料饮料瓶,将标签和瓶盖取下,随即将饮料瓶切成大小均匀的块状,随后放入清水中进行清洗浸泡,完成后晾干备用;
9.其中在上述步骤二中,将步骤一中清洗干燥之后的饮料瓶片投入双螺杆熔融挤出机中进行加热溶解,完成后投入到纺丝箱体中,均匀的送入到装有滤网的纺丝组件中,滤网滤除杂质后从喷丝板喷出,形成初生纤维,纤维经过环形冷风定型后备用;
10.其中在上述步骤三中,将步骤二中生产的初生纤维进行浸油之后利用牵伸机进行牵伸,完成后进行叠丝、卷曲、切断和松弛定型,继而制成成品涤纶纤维备用;
11.其中在上述步骤四中,按照各组分的重量份数分别进行称取4
‑
8份的氨纶纤维和90
‑
105份的棉纤维,随后选取5
‑
10份步骤三中制备得到的成品涤纶纤维;
12.其中在上述步骤五中,将步骤四中选取的氨纶纤维、棉纤维和涤纶纤维分别投入到梳棉机中进行梳理,分别制成氨纶纤维生条、棉纤维生条和涤纶纤维生条备用,随后将生条分别投入到并条机中,经过多道并和、牵伸,达到纤维充分混合,提高纤维伸直和平行,分别制成氨纶纤维熟条、棉纤维熟条和涤纶纤维熟条备用;
13.其中在上述步骤六中,将步骤五中制备得到的氨纶纤维熟条、棉纤维熟条和涤纶
纤维熟条依次装入粗纱机,将熟条分别进行牵伸,完成后将牵伸后的氨纶纤维熟条、棉纤维熟条和涤纶纤维熟条加捻成纱线半成品备用。
14.其中在上述步骤七中,将步骤六中制成的纱线半成品投入到细纱机中进行细纱,完成后绕卷到筒管上备用;
15.其中在上述步骤八中,清除步骤七中细纱完成的管纱上的有害疵点和杂质,将纱管连接起来,绕卷成呵护标准的筒子纱备用;
16.其中在上述步骤九中,将步骤八中制成的筒子纱投入到水溶性氧化聚乙烯蜡非离子乳液中进行浸泡,浸泡完全后取出风干,制成高强度高弹性纱线成品;
17.其中在上述步骤十中,经步骤九中制成的高强度高弹性纱线包装后送入仓库进行储存。
18.优选的,所述步骤一中,废弃塑料饮料瓶为透明无色的饮料瓶,浸泡时间为30
‑
40min,晾干时间为5
‑
7h。
19.优选的,所述步骤二中,熔融温度为290
‑
300℃,冷风温度为20
‑
30℃。
20.优选的,所述步骤三中,浸油的油剂由抗静电剂、分散剂和硅油组成。
21.优选的,所述步骤五中,梳棉机为盖板式梳棉机和罗拉式梳理机中的其中一种。
22.优选的,所述步骤六中,牵伸倍数在3.5
‑
4.2倍之间。
23.优选的,所述步骤九中,浸泡时间为10
‑
20min,风干时间为8
‑
10h。
24.与现有技术相比,本发明的有益效果是:
25.1.本发明利用废弃饮料瓶作为原料来生产涤纶纤维,实现了废物利用,有利于环保,并且降低了生产成本,有利于提升产品的经济效益;
26.2.本发明通过在纱线中加入了氨纶纤维,氨纶纤维本身具有良好弹性,从而增强了纱线的弹性,并且增强了纱线回弹后的稳定性,不易产生不可逆的形变,有利于提升纱线的整体质量;
27.3.本发明通过在纱线中加入涤纶纤维,并且利用水溶性氧化聚乙烯蜡非离子乳液对纱线进行浸泡,干涸后乳液进入纱线内部,大大增加了纱线的强度。
附图说明
28.图1为本发明的方法流程图。
具体实施方式
29.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
30.请参阅图1,本发明提供的一种技术方案:
31.实施例1:
32.一种高强度高弹性纱线,配方包括:涤纶纤维、氨纶纤维和棉纤维,各组分的重量份数分别是:5份的涤纶纤维、4份的氨纶纤维和90份的棉纤维,且棉纤维为无病虫害、洁白、饱满的新疆棉花制成的棉纤维。
33.一种高强度高弹性纱线的制备方法,包括以下步骤,步骤一,切片清洗;步骤二,熔融挤出;步骤三,牵伸绕丝;步骤四,原料称取;步骤五,梳棉并条;步骤六,粗纱加捻;步骤七,细纱绕管;步骤八,络筒绕卷;步骤九,浸泡处理;步骤十,包装入库;
34.其中在上述步骤一中,收集废弃塑料饮料瓶,将标签和瓶盖取下,随即将饮料瓶切成大小均匀的块状,随后放入清水中进行清洗浸泡,且废弃塑料饮料瓶为透明无色的饮料瓶,浸泡时间为40min,完成后晾干备用,晾干时间为6h;
35.其中在上述步骤二中,将步骤一中清洗干燥之后的饮料瓶片投入双螺杆熔融挤出机中进行加热溶解,且熔融温度为300℃,完成后投入到纺丝箱体中,均匀的送入到装有滤网的纺丝组件中,滤网滤除杂质后从喷丝板喷出,形成初生纤维,纤维经过环形冷风定型后备用,冷风温度为25℃;
36.其中在上述步骤三中,将步骤二中生产的初生纤维进行浸油之后利用牵伸机进行牵伸,且浸油的油剂由抗静电剂、分散剂和硅油组成,完成后进行叠丝、卷曲、切断和松弛定型,继而制成成品涤纶纤维备用;
37.其中在上述步骤四中,按照各组分的重量份数分别进行称取4份的氨纶纤维和90份的棉纤维,随后选取5份步骤三中制备得到的成品涤纶纤维;
38.其中在上述步骤五中,将步骤四中选取的氨纶纤维、棉纤维和涤纶纤维分别投入到梳棉机中进行梳理,梳棉机为盖板式梳棉机和罗拉式梳理机中的其中一种,分别制成氨纶纤维生条、棉纤维生条和涤纶纤维生条备用,随后将生条分别投入到并条机中,经过多道并和、牵伸,达到纤维充分混合,提高纤维伸直和平行,分别制成氨纶纤维熟条、棉纤维熟条和涤纶纤维熟条备用;
39.其中在上述步骤六中,将步骤五中制备得到的氨纶纤维熟条、棉纤维熟条和涤纶纤维熟条依次装入粗纱机,将熟条分别进行牵伸,牵伸倍数在4倍,完成后将牵伸后的氨纶纤维熟条、棉纤维熟条和涤纶纤维熟条加捻成纱线半成品备用。
40.其中在上述步骤七中,将步骤六中制成的纱线半成品投入到细纱机中进行细纱,完成后绕卷到筒管上备用;
41.其中在上述步骤八中,清除步骤七中细纱完成的管纱上的有害疵点和杂质,将纱管连接起来,绕卷成呵护标准的筒子纱备用;
42.其中在上述步骤九中,将步骤八中制成的筒子纱投入到水溶性氧化聚乙烯蜡非离子乳液中进行浸泡,且浸泡时间为20min,浸泡完全后取出风干,风干时间为10h制成高强度高弹性纱线成品;
43.其中在上述步骤十中,经步骤九中制成的高强度高弹性纱线包装后送入仓库进行储存。
44.实施例2:
45.一种高强度高弹性纱线,配方包括:涤纶纤维、氨纶纤维和棉纤维,各组分的重量份数分别是:8份的涤纶纤维、5份的氨纶纤维和100份的棉纤维,且棉纤维为无病虫害、洁白、饱满的新疆棉花制成的棉纤维。
46.一种高强度高弹性纱线的制备方法,包括以下步骤,步骤一,切片清洗;步骤二,熔融挤出;步骤三,牵伸绕丝;步骤四,原料称取;步骤五,梳棉并条;步骤六,粗纱加捻;步骤七,细纱绕管;步骤八,络筒绕卷;步骤九,浸泡处理;步骤十,包装入库;
47.其中在上述步骤一中,收集废弃塑料饮料瓶,将标签和瓶盖取下,随即将饮料瓶切成大小均匀的块状,随后放入清水中进行清洗浸泡,且废弃塑料饮料瓶为透明无色的饮料瓶,浸泡时间为40min,完成后晾干备用,晾干时间为6h;
48.其中在上述步骤二中,将步骤一中清洗干燥之后的饮料瓶片投入双螺杆熔融挤出机中进行加热溶解,且熔融温度为300℃,完成后投入到纺丝箱体中,均匀的送入到装有滤网的纺丝组件中,滤网滤除杂质后从喷丝板喷出,形成初生纤维,纤维经过环形冷风定型后备用,冷风温度为25℃;
49.其中在上述步骤三中,将步骤二中生产的初生纤维进行浸油之后利用牵伸机进行牵伸,且浸油的油剂由抗静电剂、分散剂和硅油组成,完成后进行叠丝、卷曲、切断和松弛定型,继而制成成品涤纶纤维备用;
50.其中在上述步骤四中,按照各组分的重量份数分别进行称取5份的氨纶纤维和100份的棉纤维,随后选取8份步骤三中制备得到的成品涤纶纤维;
51.其中在上述步骤五中,将步骤四中选取的氨纶纤维、棉纤维和涤纶纤维分别投入到梳棉机中进行梳理,梳棉机为盖板式梳棉机和罗拉式梳理机中的其中一种,分别制成氨纶纤维生条、棉纤维生条和涤纶纤维生条备用,随后将生条分别投入到并条机中,经过多道并和、牵伸,达到纤维充分混合,提高纤维伸直和平行,分别制成氨纶纤维熟条、棉纤维熟条和涤纶纤维熟条备用;
52.其中在上述步骤六中,将步骤五中制备得到的氨纶纤维熟条、棉纤维熟条和涤纶纤维熟条依次装入粗纱机,将熟条分别进行牵伸,牵伸倍数在4倍,完成后将牵伸后的氨纶纤维熟条、棉纤维熟条和涤纶纤维熟条加捻成纱线半成品备用。
53.其中在上述步骤七中,将步骤六中制成的纱线半成品投入到细纱机中进行细纱,完成后绕卷到筒管上备用;
54.其中在上述步骤八中,清除步骤七中细纱完成的管纱上的有害疵点和杂质,将纱管连接起来,绕卷成呵护标准的筒子纱备用;
55.其中在上述步骤九中,将步骤八中制成的筒子纱投入到水溶性氧化聚乙烯蜡非离子乳液中进行浸泡,且浸泡时间为20min,浸泡完全后取出风干,风干时间为10h制成高强度高弹性纱线成品;
56.其中在上述步骤十中,经步骤九中制成的高强度高弹性纱线包装后送入仓库进行储存。
57.实施例3:
58.一种高强度高弹性纱线,配方包括:涤纶纤维、氨纶纤维和棉纤维,各组分的重量份数分别是:10份的涤纶纤维、8份的氨纶纤维和105份的棉纤维,且棉纤维为无病虫害、洁白、饱满的新疆棉花制成的棉纤维。
59.一种高强度高弹性纱线的制备方法,包括以下步骤,步骤一,切片清洗;步骤二,熔融挤出;步骤三,牵伸绕丝;步骤四,原料称取;步骤五,梳棉并条;步骤六,粗纱加捻;步骤七,细纱绕管;步骤八,络筒绕卷;步骤九,浸泡处理;步骤十,包装入库;
60.其中在上述步骤一中,收集废弃塑料饮料瓶,将标签和瓶盖取下,随即将饮料瓶切成大小均匀的块状,随后放入清水中进行清洗浸泡,且废弃塑料饮料瓶为透明无色的饮料瓶,浸泡时间为40min,完成后晾干备用,晾干时间为6h;
61.其中在上述步骤二中,将步骤一中清洗干燥之后的饮料瓶片投入双螺杆熔融挤出机中进行加热溶解,且熔融温度为300℃,完成后投入到纺丝箱体中,均匀的送入到装有滤网的纺丝组件中,滤网滤除杂质后从喷丝板喷出,形成初生纤维,纤维经过环形冷风定型后备用,冷风温度为25℃;
62.其中在上述步骤三中,将步骤二中生产的初生纤维进行浸油之后利用牵伸机进行牵伸,且浸油的油剂由抗静电剂、分散剂和硅油组成,完成后进行叠丝、卷曲、切断和松弛定型,继而制成成品涤纶纤维备用;
63.其中在上述步骤四中,按照各组分的重量份数分别进行称取8份的氨纶纤维和105份的棉纤维,随后选取10份步骤三中制备得到的成品涤纶纤维;
64.其中在上述步骤五中,将步骤四中选取的氨纶纤维、棉纤维和涤纶纤维分别投入到梳棉机中进行梳理,梳棉机为盖板式梳棉机和罗拉式梳理机中的其中一种,分别制成氨纶纤维生条、棉纤维生条和涤纶纤维生条备用,随后将生条分别投入到并条机中,经过多道并和、牵伸,达到纤维充分混合,提高纤维伸直和平行,分别制成氨纶纤维熟条、棉纤维熟条和涤纶纤维熟条备用;
65.其中在上述步骤六中,将步骤五中制备得到的氨纶纤维熟条、棉纤维熟条和涤纶纤维熟条依次装入粗纱机,将熟条分别进行牵伸,牵伸倍数在4倍,完成后将牵伸后的氨纶纤维熟条、棉纤维熟条和涤纶纤维熟条加捻成纱线半成品备用。
66.其中在上述步骤七中,将步骤六中制成的纱线半成品投入到细纱机中进行细纱,完成后绕卷到筒管上备用;
67.其中在上述步骤八中,清除步骤七中细纱完成的管纱上的有害疵点和杂质,将纱管连接起来,绕卷成呵护标准的筒子纱备用;
68.其中在上述步骤九中,将步骤八中制成的筒子纱投入到水溶性氧化聚乙烯蜡非离子乳液中进行浸泡,且浸泡时间为20min,浸泡完全后取出风干,风干时间为10h制成高强度高弹性纱线成品;
69.其中在上述步骤十中,经步骤九中制成的高强度高弹性纱线包装后送入仓库进行储存。
70.各实施例性质对比如下表:
[0071][0072]
基于上述,本发明在生产时加入了氨纶纤维作为原料,本身氨纶纤维具有很强的弹性和回弹性能,与棉纤维混纺大大的增加了纱线的弹性,有利于提升回弹后纱线的稳定性,减少了不可逆的形变的产生,并且在生产的过程中回收利用废弃饮料瓶作为原料,实现了废物利用,有利于环保,同时大大降低了纱线的生产成本,提升了经济效益,并且纱线中
加入了涤纶纤维进行混纺,提升了纱线的强度,并且将成品纱线利用水溶性氧化聚乙烯蜡非离子乳液进行浸泡,从而水溶性氧化聚乙烯蜡非离子乳液浸入到纱线内部,从而进一步的增加了纱线的强度。
[0073]
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。