1.本技术涉及钉粘一体机的领域,尤其是涉及一种能够提升加工效率的全自动钉粘一体机。
背景技术:
2.随着包装业的日益发展和人们生活水平的不断提高,包装业对于包装的技术要求也变得越来越高,因此在瓦楞纸箱加工时,会使用的一种设备是全自动钉粘一体机。
3.参照图1,现有的全自动钉粘一体机包括机架1、进料装置2和工作装置3,机架1设置在地面上,工作装置3用于对箱板进行折叠、整形、钉粘和输出等加工,进料装置2设置在工作装置3的一侧,进料装置2包括水平设置的传送带21和带轮22,带轮22设置有多个,多个带轮22与机架1转动连接,传送带21套接在多个带轮22的外部,传送带21用于将箱板传送至工作装置3上。在使用过程中,操作人手动将待加工的箱板放置在传送带21上,传送带21会传送箱板至工作装置3上进行加工。
4.针对上述中的相关技术,操作人手动向传送带21上放置箱板的速度较低,在操作人疲累后会使箱板放置速度变得更低,从而使进料装置2的进料效率较低,因此全自动钉粘一体机的加工效率较低。
技术实现要素:
5.为了提升全自动钉粘一体机的加工效率,本技术提供一种能够提升加工效率的全自动钉粘一体机。
6.本技术提供的一种能够提升加工效率的全自动钉粘一体机采用如下的技术方案:
7.一种能够提升加工效率的全自动钉粘一体机,包括机架、进料装置和工作装置,机架设置在地面上,工作装置用于对箱板进行折叠、整形、钉粘和输出等加工,进料装置设置在工作装置的一侧,进料装置包括水平设置的传送带,传送带用于传送箱板至工作装置上,进料装置还包括限位件和支撑件,限位件和支撑件均与机架连接,限位件竖直设置在传送带首端上方,限位件靠近传送带的端部与传送带之间有间隙,支撑件设置在传送带首端外,堆叠的箱板位于支撑件和传送带上。
8.通过采用上述技术方案,在使用过程中,首先操作人可以将堆叠好的箱板放在传送带和支撑件的上方,然后开启传送带,限位件会阻挡箱板堆上方的箱板跟随传送带进入工作装置上,同时堆叠的箱板最下方的箱板通过限位件与传送带之间的间隙被传送带传送至工作装置上,然后剩下的箱板会掉落至传送带上方,依此循环;操作人无需手动将箱板逐个放在传送带上,操作人只需要每隔一段时间向箱板堆上补一部分箱板,便能够始终由传送带自动将箱板逐个传送至工作装置上,此时两个箱板进入到工作装置上的时间间隔较小,达到了提升全自动钉粘一体机的加工效率的目的。
9.可选的,所述支撑件包括支撑板和挡板,支撑板与挡板固定连接,堆叠的箱板底面抵接在支撑板上侧,箱板远离传送带的端部抵接在挡板靠近传送带的一侧上。
10.通过采用上述技术方案,在将箱板堆放置在传送带与支撑板上后,挡板能够使箱板与限位板的间距不会过远,此时能够减小箱板与传送带接触面积过小的可能性,从而能够减小传送带对箱板的摩擦力过小的可能性,进而减小了传送带无法带动箱板进入工作装置上的可能性,达到了提升全自动钉粘一体机的运行稳定性的目的。
11.可选的,所述支撑板靠近支撑板长度方向的两端分别设置有定位板,定位板位于支撑板上方,箱板抵接在两个定位板之间。
12.通过采用上述技术方案,当操作人将箱板堆放置在传送带与支撑板上后,定位板能够从箱板两端对箱板进行限位,因此能够减小箱板相对传送带传送方向发生歪斜的可能性,此时会尽量保证传送至工作装置中的箱板没有歪斜,达到了提升全自动钉粘一体机的加工精度的目的。
13.可选的,所述定位板与支撑板沿支撑板长度方向滑动连接,支撑板上设置有用于驱动定位板滑动的驱动件。
14.通过采用上述技术方案,在将箱板堆放置在传送带与支撑板上时,可以控制驱动件带动定位板从箱板两端夹紧箱板,此时能够对箱板的位置和状态进行校正,达到了减小传送至工作装置中的箱板产生歪斜的可能性的目的。
15.可选的,所述限位件设置为限位板条,限位板条与机架竖直滑动连接,机架上设置有相对限位板固定机架的固定件,限位板条设置有多个,多个限位板条沿垂直传送带传送方向的方向分布。
16.通过采用上述技术方案,在进行传送箱板之前,可以控制限位板条相对机架进行竖直滑动,此时能够使限位板条下端与传送带上端的间距发生变化,因此操作人可以根据实际待加工的箱板厚度调节限位板条与传送带的间距至合适大小,达到了提升全自动钉粘一体机的适用性的目的。
17.可选的,所述限位板条与机架沿垂直传送带传送方向的方向滑动连接。
18.通过采用上述技术方案,在进行传送箱板前,可以将限位板条沿垂直传送带传送方向的方向进行滑动,此时限位板条的水平位置可以调节,因此操作人可以根据箱板的宽度将限位板条滑动至合适的位置,从而达到了进一步提升全自动钉粘一体机的适用性的目的。
19.可选的,所述限位板条靠近传送带的端部为圆滑端部。
20.通过采用上述技术方案,在传送带带动箱板进行传送时,箱板会在传送带与限位板条之间进行传输,箱板在存放的过程中会由于潮湿再干燥而产生弯曲,因此箱板部分位置会抵接在限位板条下端进入工作装置上,此时限位板条的圆滑端部能够减小限位板条划伤箱板的可能性,达到了提升全自动钉粘一体机的加工质量的目的。
21.可选的,所述支撑件下方设置有废料盘,废料盘与机架可拆卸连接。
22.通过采用上述技术方案,箱板在前期是由裁切加工形成,因此箱板上会吸附或连接有一些边角料,在将箱板放置在传送带和支撑板上后,箱板上的边角料会掉落至支撑板下方的废料盘中,达到了提高全自动钉粘一体机工作环境的整洁性的目的。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.通过设置限位件和支撑件,操作人只需要每隔一段时间向箱板堆上补一部分箱板,便能够始终由传送带自动将箱板逐个传送至工作装置上,达到了提升全自动钉粘一体
机的加工效率的目的;
25.2.通过设置定位板,会尽量保证传送至工作装置中的箱板没有歪斜,达到了提升全自动钉粘一体机的加工精度的目的;
26.3.通过设置定位板与支撑板沿支撑板长度方向滑动连接,能够对箱板的位置和状态进行校正,达到了减小传送至工作装置中的箱板产生歪斜的可能性的目的。
附图说明
27.图1是现有技术的全自动钉粘一体机的结构示意图;
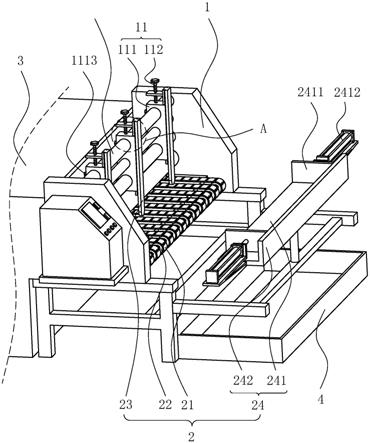
28.图2是本技术实施例的能够提升加工效率的全自动钉粘一体机的结构示意图;
29.图3是图2的a部的局部放大图。
30.附图标记说明:1、机架;11、固定件;111、座块;1111、滑槽;1113、螺栓;112、丝杠;12、导向辊;2、进料装置;21、传送带;22、带轮;23、限位板条;24、支撑件;241、支撑板;2411、定位板;2412、气缸;242、挡板;3、工作装置;4、废料盘。
具体实施方式
31.以下结合附图2
‑
3对本技术作进一步详细说明。
32.本技术实施例公开一种全自动钉粘一体机,用于加工箱板。参照图2,全自动钉粘一体机包括机架1、进料装置2和工作装置3,机架1设置在地面上,工作装置3用于对箱板进行折叠、整形、钉粘和输出等加工,进料装置2设置在工作装置3的一侧,进料装置2用于向工作装置3传送箱板。在使用过程中,可以使用进料装置2将箱板传送至工作装置3中,工作装置3能够对箱板进行加工。
33.参照图2,进料装置2包括水平设置的传送带21和带轮22,带轮22设置有多个,传送带21套接在多个带轮22外,传送带21设置有多个,多个传送带21沿垂直传送带21的传送方向的方向均匀分布。在使用过程中,操作人可以将待加工的箱板逐个放置在移动状态的传送带21上,然后传送带21会带动箱板进入工作装置3中,此时能够完成上料。
34.参照图2,进料装置2还包括限位件和支撑件24,限位件和支撑件24均与机架1连接,限位件竖直设置在传送带21首端上方,限位件与传送带21首端之间有一定的水平间距,限位件靠近传送带21的端部与传送带21之间有间隙,支撑件24设置在传送带21首端外,堆叠的箱板位于支撑件24和传送带21上。在使用过程中,首先操作人可以将堆叠好的箱板放在传送带21和支撑件24的上方,然后开启传送带21,限位件会阻挡箱板堆上方的箱板跟随传送带21进入工作装置3上,同时堆叠的箱板最下方的箱板通过限位件与传送带21之间的间隙被传送带21传送至工作装置3上,然后剩下的箱板会掉落至传送带21上方,依此循环;操作人无需手动将箱板逐个放在传送带21上,操作人只需要每隔一段时间向箱板堆上补一部分箱板,便能够始终由传送带21自动将箱板逐个传送至工作装置3上,此时两个箱板进入到工作装置3上的时间间隔较小,达到了提升全自动钉粘一体机的加工效率的目的。
35.参照图2,支撑件24包括支撑板241和挡板242,支撑板241与挡板242固定连接,支撑板241水平设置,支撑板241上侧与传送带21上测齐平,挡板242竖直设置在支撑板241远离传送带21的一端,挡板242下端与支撑板241远离传送带21的一端固定连接,堆叠的箱板底面抵接在支撑板241上侧,箱板远离传送带21的端部抵接在挡板242靠近传送带21的一侧
上。在将箱板堆放置在传送带21与支撑板241上后,挡板242能够使箱板与限位板的间距不会过远,此时能够减小箱板与传送带21接触面积过小的可能性,从而能够减小传送带21对箱板的摩擦力过小的可能性,进而减小了传送带21无法带动箱板进入工作装置3上的可能性,达到了提升全自动钉粘一体机的运行稳定性的目的。
36.参照图2,支撑板241靠近支撑板241长度方向的两端分别设置有定位板2411,定位板2411位于支撑板241上方,箱板抵接在两个定位板2411之间。当操作人将箱板堆放置在传送带21与支撑板241上后,定位板2411能够从箱板两端对箱板进行限位,因此能够减小箱板相对传送带21传送方向发生歪斜的可能性,此时会尽量保证传送至工作装置3中的箱板没有歪斜,达到了提升全自动钉粘一体机的加工精度的目的。
37.参照图2,定位板2411与支撑板241沿支撑板241长度方向滑动连接,支撑板241上设置有用于驱动定位板2411滑动的驱动件,驱动件设置为气缸2412,气缸2412设置有两个,两个气缸2412分别位于两个定位板2411相互远离的两侧,气缸2412的缸体与支撑板241上侧固定连接,气缸2412的活塞杆与定位板2411固定连接。在将箱板堆放置在传送带21与支撑板241上时,可以控制气缸2412带动定位板2411从箱板两端夹紧箱板,此时能够对箱板的位置和状态进行校正,达到了减小传送至工作装置3中的箱板产生歪斜的可能性的目的。
38.参照图2和图3,限位件设置为限位板条23,限位板条23与机架1竖直滑动连接,机架1上设置有相对限位板固定机架1的固定件11,固定件11包括设置在传送带21上方的座块111和丝杠112,座块111与机架1连接,座块111一侧沿竖直方向开设有滑槽1111,限位板条23通过滑槽1111与座块111滑动连接,丝杠112竖直设置在座块111上方,丝杠112与座块111转动连接,丝杠112与限位板条23螺纹连接,限位板条23设置有多个,多个限位板条23沿垂直传送带21传送方向的方向分布。在进行传送箱板之前,可以转动丝杠112,丝杠112会带动限位板条23相对机架1进行竖直滑动,此时能够使限位板条23下端与传送带21上端的间距发生变化,因此操作人可以根据实际待加工的箱板厚度调节限位板条23与传送带21的间距至合适大小,达到了提升全自动钉粘一体机的适用性的目的。
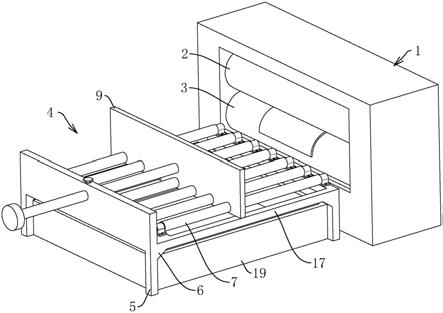
39.参照图2和图3,传送带21上方设置有导向辊12,导向辊12与机架1固定连接,导向辊12与传送带21的传送方向垂直,导向辊12设置有多个,座块111套接在多个导向辊12外,座块111上设置有螺栓1113,螺栓1113的栓帽位于座块111外,螺栓1113远离栓帽的一端穿过座块111抵接在导向辊12上,螺栓1113与座块111螺纹连接。在进行传送箱板前,可以将限位板条23沿导向辊12进行滑动,此时限位板条23的水平位置可以调节,因此操作人可以根据箱板的宽度将限位板条23滑动至合适的位置,从而达到了进一步提升全自动钉粘一体机的适用性的目的。
40.参照图2,限位板条23靠近传送带21的端部为圆滑端部,在传送带21带动箱板进行传送时,箱板会在传送带21与限位板条23之间进行传输,箱板在存放的过程中会由于潮湿再干燥而产生弯曲,因此箱板部分位置会抵接在限位板条23下端进入工作装置3上,此时限位板条23的圆滑端部能够减小限位板条23划伤箱板的可能性,达到了提升全自动钉粘一体机的加工质量的目的。
41.参照图2,支撑板241下方设置有废料盘4,废料盘4挂接在机架1上。箱板在前期是由裁切加工形成,因此箱板上会吸附或连接有一些边角料,在将箱板放置在传送带21和支撑板241上后,箱板上的边角料会掉落至支撑板241下方的废料盘4中,达到了提高全自动钉
粘一体机工作环境的整洁性的目的。
42.本技术实施例一种能够提升加工效率的全自动钉粘一体机的实施原理为:在使用过程中,首先操作人可以将堆叠好的箱板放在传送带21和支撑板241的上方,然后开启传送带21,限位板条23会阻挡箱板堆上方的箱板跟随传送带21进入工作装置3上,同时堆叠的箱板最下方的箱板通过限位板条23与传送带21之间的间隙被传送带21传送至工作装置3上,然后剩下的箱板会掉落至传送带21上方,依此循环;操作人无需手动将箱板逐个放在传送带21上,操作人只需要每隔一段时间向箱板堆上补一部分箱板,便能够始终由传送带21自动将箱板逐个传送至工作装置3上,此时两个箱板进入到工作装置3上的时间间隔较小,达到了提升全自动钉粘一体机的加工效率的目的。
43.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。