1.本发明属于先进难熔金属材料制备研究领域,特别提供了一种具有复杂形状的钨金属零件的方法。
背景技术:
2.钨因具有高熔点、导热性好、热膨胀小和抗辐射能力优异等特点,在高温下展现出良好的热物理和力学性能,是国防、核工程或航天等领域不可替代的关键材料。现代工业的发展对零件制备技术的个性化和特异化要求更高,但钨的本征脆性包括室温脆性和再结晶脆性一直是限制其加工的重要因素,因此,采用传统机械加工方法制备复杂形状的钨零件是极其困难的,且制备成本非常高。3d打印(增材制造)是当今材料近终成形技术最重要的发展领域,非常适合制备单件或小批量的较大尺寸零件。但目前3d打印技术主要以高能激光或电子束熔融打印为主,工作温度较高,钨在反复熔融凝固过程中产生大的热应力,会导致严重的变形和开裂。其成形过程不仅对设备的要求较高,且制备的产品的微观组织和性能存在各向异性,限制了该技术的推广应用。
技术实现要素:
3.本发明旨在开发一种基于喂料打印制备钨金属零件的方法,发明的核心在于结合传统的粉末冶金烧结技术和打印(增材制造)技术,制备得到的零件具有设计灵活、致密度高、烧结变形小、成品精度高、组织均匀和性能稳定等特征。
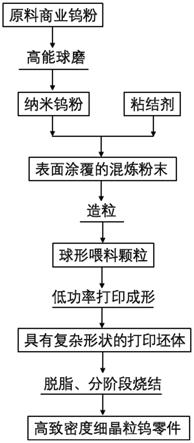
4.本发明首先从提高原料粉末的流动性和烧结活性的角度出发,采用高能球磨得到纳米级粉末,然后将纳米粉末通过与热塑性粘结剂混合造粒并整形,得到高球形度并具有纳米晶结构的喂料颗粒,这种喂料颗粒同时兼顾了打印需求和烧结需求。在此基础上,对喂料颗粒进行低功率打印,得到具有复杂形状的打印坯体。最后将打印坯体经过脱脂和分阶段烧结后获得具有复杂形状的高致密度、细晶粒钨金属零件,制备工艺流程图如图1所示。
5.一种基于喂料打印制备钨金属零件的方法,包括如下具体步骤:a、制备纳米级原料粉末:采用行星球磨机对商业钨粉进行5
‑
20小时高能球磨处理后得到纳米级粉末;b、纳米粉末的混炼造粒:将步骤a得到的纳米粉末与一定热塑性粘结剂在170
‑
200℃混炼处理1
‑
6小时后得到表面涂覆均匀粘结剂的混炼粉末;c、喂料颗粒的整形:将步骤b得到的混炼粉末通过悬浮式整形处理,得到高球形度的整形喂料颗粒;d、喂料颗粒的打印成形:将步骤c得到的球形喂料颗粒进行低功率打印,得到具有复杂形状的打印坯体;e、复杂形状的打印坯体的脱脂和烧结:将打印坯体经过脱脂和烧结后获得具有复杂形状的高致密度、细晶粒钨金属零件。
6.在一种具体的实施方式中,步骤a中,原料商业粉末的平均粒径为1
‑
10μm,纳米粉末的平均粒径为5
‑
50nm。
7.在一种具体的实施方式中,步骤a中,球磨介质选用碳化钨球,球粉质量比为(10
‑
15):1,球磨转速为300
‑
500转/分钟。
8.在一种具体的实施方式中,步骤b中,所述基体组元为热塑性非交联聚合物聚苯乙烯(ps),增韧组元为乙烯基双硬脂酸酰胺(ebs),粘结剂辅助脱除组元为微晶蜡(mw);基体组元的质量分数为60
‑
70%,增塑组元的质量分数为15
‑
25%,粘结剂辅助脱除的含量为10
‑
15%。
9.在一种具体的实施方式中,步骤b中,热塑性粘结剂与纳米粉末的质量比为(0.5
‑
1):30。
10.在一种具体的实施方式中,步骤c中,悬浮式整形处理温度为60
‑
120℃,处理时间为12
‑
48小时。
11.在一种具体的实施方式中,步骤d中,激光器功率为10
‑
50w,铺粉厚度为150
‑
250μm,扫描速度为400
‑
1200mm/s。
12.在一种具体的实施方式中,步骤e中,烧结分不同阶段进行,先在900
‑
1100℃下进行低温预粗化处理,保温时间为5
‑
10小时,然后在1300
‑
1500℃进行烧结致密化,保温时间为1
‑
5小时,烧结气氛为氢气气氛。
13.本发明具有以下优点:
14.1、本发明所制备的“粉末 粘结剂”球形喂料颗粒,不仅满足3d打印要求,即具有良好流动性、可以实现良好的粉床堆积密度以及成形精度;并且保留了粉末烧结活性高的特点,兼顾钨金属零件的高致密化和细晶化。
15.2、通过“低温预粗化处理 高温致密化”分阶段烧结工艺的设计,调控打印坯体在烧结过程中的孔隙分布均匀性,最终可以获得近全致密的均匀细晶组织的产品。
16.3、本发明具有近终成形的特点,可设计性强,是一种可以低成本制备单件或小中批量的较大尺寸零件的方法。
附图说明
17.图1为本发明的一种基于喂料打印制备钨金属零件的方法工艺流程图。
具体实施方式
18.下面结合附图和具体实施例对本发明的技术方案做进一步说明。
19.如图1所示,本发明一种基于喂料打印制备钨金属零件的方法,所述方法采用高能球磨得到纳米级粉末,然后将纳米粉末通过与热塑性粘结剂混合造粒并整形,得到高球形度并具有纳米晶结构的喂料颗粒,对喂料颗粒进行低功率打印,得到具有复杂形状的打印坯体。最后将打印坯体经过脱脂和分阶段烧结后获得具有复杂形状的高致密度、细晶粒钨金属零件。
20.所述方法的具体步骤如下:
21.s1)制备纳米级原料粉末:
22.s1.1)采用行星球磨机对钨粉进行高能球磨处理后得到纳米级粉末;
23.s1.2)再将纳米粉末与热塑性粘结剂在混炼处理后得到表面涂覆均匀粘结剂的混炼粉末,通过整形处理后得到高球形度的整形喂料颗粒。
24.s2)喂料颗粒的打印成形:
25.s2.1)将得到的球形度的整形喂料颗粒进行低功率打印;
26.s2.2)得到具有复杂形状的打印坯体,将打印坯体经过脱脂和分阶段烧结后获得具有复杂形状的高致密度、细晶粒钨金属零件。
27.所述s1.1)中高能球磨中:球磨介质选用碳化钨球,球粉质量比为(10
‑
15):1,球磨转速为300
‑
500转/分钟,的时间为5
‑
20小时;混炼处理的温度为170
‑
200℃,处理时间为1
‑
6小时。
28.所述的钨粉为平均粒径为1
‑
10μm的市售钨粉,球磨后的纳米粉末的平均粒径为5
‑
50nm。
29.所述s1.2)中热塑性粘结剂与纳米粉末的质量比为(0.5
‑
1):30;
30.所述悬浮式整形处理温度为60
‑
120℃,处理时间为12
‑
48小时。
31.所述热塑性粘结剂为多组元粘结剂体系包括:基体组元的质量分数为60
‑
70%,增塑组元的质量分数为15
‑
25%,粘结剂辅助脱除组元的含量为10
‑
20%。
32.所述基体组元为热塑性非交联聚合物聚苯乙烯(ps),增韧组元为乙烯基双硬脂酸酰胺(ebs),粘结剂辅助脱除组元为微晶蜡(mw)。
33.所述s2.1)中低功率打印的工艺为:激光器功率为10
‑
50w,铺粉厚度为150
‑
250μm,扫描速度为400
‑
1200mm/s。
34.所述s2.2)中烧结分不同阶段进行,先在900
‑
1100℃下进行低温预粗化处理,保温时间为5
‑
10小时,然后在1300
‑
1500℃进行烧结致密化,保温时间为1
‑
5小时,烧结保护气氛为氢气气氛。
35.一种钨金属零件,所述钨金属零件采用上述方法制备得到。
36.实施例1:
37.采用行星式球磨装置,对平均粒径为1μm的原料商业钨粉进行高能球磨,其中球磨介质选用碳化钨球,球粉质量比为10:1,球磨转速为300转/分钟,球磨时间为5小时,得到纳米级粉末。将混合均匀的粉末与70wt.%ps
‑
20wt.%ebs
‑
10wt.%mw粘结剂以质量比为30:0.5混合,在170
‑
200℃混炼处理2小时后得到表面涂覆均匀粘结剂的造粒粉末。将形状不规则的造粒粉末颗粒在60℃,60r/min的转速下悬浮式整形处理12小时后得到球形喂料颗粒。将球形喂料颗粒在激光器功率为10w,铺粉厚度为150μm,扫描速度为400mm/s的工艺下进行低功率打印,得到具有复杂形状的打印坯体。将打印坯体经过脱脂后,先在900℃保温5小时,后升温至1300℃烧结2小时,烧结气氛为氢气气氛,最终得到具有复杂形状、高致密度、细晶粒钨金属零件。
38.实施例2:
39.采用行星式球磨装置,对平均粒径为5μm的原料商业钨粉进行高能球磨,其中球磨介质选用碳化钨球,球粉质量比为10:1,球磨转速为400转/分钟,球磨时间为10小时,得到纳米级粉末。将混合均匀的粉末与68wt.%ps
‑
20wt.%ebs
‑
12wt.%mw粘结剂以质量比为30:0.8混合,在170
‑
200℃混炼处理2小时后得到表面涂覆均匀粘结剂的造粒粉末。将形状不规则的造粒粉末颗粒在80℃,60r/min的转速下悬浮式整形处理20小时后得到球形喂料颗粒。将球形喂料颗粒在激光器功率为20w,铺粉厚度为170μm,扫描速度为400mm/s的工艺下进行低功率打印,得到具有复杂形状的打印坯体。将打印坯体经过脱脂后,先在1000℃保温8小时,后升温至1400℃烧结3小时,烧结气氛为氢气气氛,最终得到具有复杂形状、高致密度、细晶粒钨金属零件。
40.实施例3:
41.采用行星式球磨装置,对平均粒径为8μm的原料商业钨粉进行高能球磨,其中球磨介质选用碳化钨球,球粉质量比为10:1,球磨转速为500转/分钟,球磨时间为15小时,得到纳米级粉末。将混合均匀的粉末与60wt.%ps
‑
25wt.%ebs
‑
15wt.%pw粘结剂以质量比为30:0.8混合,在170
‑
200℃混炼处理2小时后得到表面涂覆均匀粘结剂的造粒粉末。将形状不规则的造粒粉末颗粒在90℃,60r/min的转速下悬浮式整形处理36小时后得到球形喂料颗粒。将球形喂料颗粒在激光器功率为30w,铺粉厚度为200μm,扫描速度为400mm/s的工艺下进行低功率打印,得到具有复杂形状的打印坯体。将打印坯体经过脱脂后,先在1000℃保温10小时,后升温至1500℃烧结3小时,烧结气氛为氢气气氛,最终得到具有复杂形状、高致密度、细晶粒钨金属零件。
42.实施例4:
43.采用行星式球磨装置,对平均粒径为10μm的原料商业钨粉进行高能球磨,其中球磨介质选用碳化钨球,球粉质量比为10:1,球磨转速为500转/分钟,球磨时间为20小时,得到纳米级粉末。将混合均匀的粉末与70wt.%ps
‑
15wt.%eva
‑
15wt.%pw粘结剂以质量比为30:1混合,在170
‑
200℃混炼处理2小时后得到表面涂覆均匀粘结剂的造粒粉末。将形状不规则的造粒粉末颗粒在120℃,60r/min的转速下悬浮式整形处理48小时后得到球形喂料颗粒。将球形喂料颗粒在激光器功率为50w,铺粉厚度为250μm,扫描速度为400mm/s的工艺下进行低功率打印,得到具有复杂形状的打印坯体。将打印坯体经过脱脂后,先在1100℃保温10小时,后升温至1500℃烧结5小时,烧结气氛为氢气气氛,最终得到具有复杂形状、高致密度、细晶粒钨金属零件。
44.本发明提供一种基于喂料打印制备钨金属零件的方法。通过造粒获得高球形度、高流动性、高烧结活性的喂料(粉末 粘结剂),在低功率工作条件下打印制备出复杂形状的坯体,然后通过脱脂和分阶段烧结工艺制备出具有复杂形状、高致密度、细晶粒钨金属零件。本发明巧妙结合了传统的粉末冶金烧结技术和打印(增材制造)技术,为钨金属零件的近终形制造提供了新的思路,具有设计灵活、可以低成本制备单件或小中批量的较大尺寸零件。
45.以上内容是结合具体的优选实施方式对本发明作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干简单推演和替换,都应当视为属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。