1.本发明涉及手套生产技术领域,尤其涉及一种止滑防护手套的生产工艺。
背景技术:
2.防护手套用于在生产工作过程中保护手部,是人们所熟知的一种手套,目前市场上防护手套种类众多,一般需具有不易被损坏、较长的使用寿命和穿戴舒适,且可抓紧物品精确,具备防热与绝缘性的特性。浸塑手套是防护手套中最为常见的一种,其在手套的外部设有一层胶,用于提高抓持牢靠度和提高手套的耐磨,但此类手套具有以下弊端:1、胶面不作止滑处理,手套浸渍乳胶或丁腈涂层止滑效果差; 2、传统的浸胶工艺复杂,成本较高;3、若做止滑处理,一般为压纹等规则形状,生产工艺复杂,且止滑效果不好。
技术实现要素:
3.本发明的目的是为了解决现有技术中存在的缺点,而提出的。
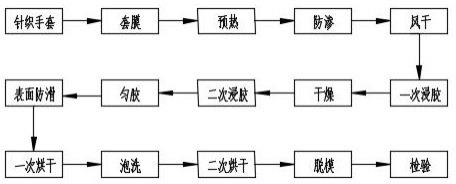
4.为实现上述目的,本发明采用了如下技术方案:一种止滑防护手套的生产工艺,包括以下步骤:s1:套模:将外购的成品针织手套套在手模上;s2:预热:将s1中套好手套的手模放入预热炉工位进行预热;s3:防渗:将s2预热后的手模传送到防渗工位,并将手模进入到防渗透剂内使其浸湿;s5:风干:将s3浸湿后的手套自然风干;s6:浸胶:将风干后的手套传送到浸胶工位进行浸胶处理;浸胶分为两次浸胶,每次浸胶完成后均进行自然风干;s7:匀胶:浸胶完成后的手模进入回转炉内进行匀胶处理,待表面结膜;s8:表面防滑:采用氯化钠与硫酸钠配比成的防滑粉喷射到结膜后的手套表面,形成坑洼表面;s9:一次烘干:将表面喷过防滑粉的手套送入到烘箱内进行烘干处理;s10:泡洗:将烘干后的手套送入到清洗槽进行喷淋和泡洗;s11:二次烘干:将清洗后的手套在烘干炉内进行烘干处理;s12:检验、脱模:将烘干后的手套进行检验后脱模包装。
5.优选地,在s2步骤中的预热炉内采用蒸汽预热,加热温度为60
‑
65摄氏度。
6.优选地,在s3步骤中所述的防渗透剂采用20%的甲醇与80%的水配比后,添加氯化钙和硝酸钙,最终形成混合溶液。
7.优选地,在s6步骤中,浸胶分为一次浸胶和二次浸胶,每个模杆每次浸胶的时间为3
‑
5秒,且每次浸胶后均经过自然风干燥。
8.优选地,浸胶顺序为:丁腈胶 丁腈胶,或者天然乳胶 天然乳胶。
9.优选地,在s8步骤中防滑粉中氯化钠与硫酸钠的比例为1:4。
10.优选地,在防滑粉喷射的同时使手模架保持持续振动,振掉的防滑粉,防滑粉经收集回收后重复利用。
11.优选地,在s9步骤中烘干的温度为60
‑
65摄氏度。
12.优选地,在喷淋和泡洗工序中,手模架依次经过一次喷淋、四个泡洗以及二次喷淋,此工序仅有一个水源,即二次喷淋出喷出的清水;具体喷淋和泡洗工序为:手模架经过依次烘干后首先进入依次喷淋,然后依次经过四个泡洗槽进行泡洗,最后经过二次喷淋;喷淋和泡洗工序的水槽由后到前依次连通,最后方的二次次喷淋工位处的喷淋水为清水,然后在二次喷淋水槽汇聚后溢流到最后一个泡洗槽,再沿着手模架前进方向相反的方向依次溢流回去,直至遗留到一次喷淋水槽内,利用循环水泵泵出到一次喷淋的喷淋管内进行第一次喷淋,冲洗掉手套表面防滑粉。
13.优选地,在s11步骤中烘干温度为80
‑
120度,同时烘干过程中搭配强风吹拂胶面。
14.与现有技术相比,本发明的有益效果为:通过两次浸胶处理,能够有效提高手套胶面的柔软度,提高胶面的防穿刺能力,防止胶面脱胶,且提高手套的防寒能力;利用防滑粉喷射在手套表面上,能够形成各种不规则的坑洼表面,从而能有效提高手套的止滑能力,且相对于传统压纹而言,工艺简单易操作,显著降低生产成本;在手套上喷射防滑粉时搭配震动,能将未喷射到胶面内的多余防滑粉震动脱落,在收集后可重复使用,有效节约资源;利用防滑粉均为氯化钠和硝酸钠混合而成,搭配泡洗喷淋的方式,将防滑粉溶于水中,再搭配喷淋,能够将喷入到手套内的防滑粉融化冲洗掉,从而显露处经过防滑处理后的坑洼表面,达到提高摩擦力的效果;泡洗和喷淋的水由后到前一次流过各个泡洗和喷淋工位,保证清水的最大程度上的利用,利用清水对手套做最后一次泡洗和喷淋,得到干净的手套,经过该工位后有一定浊度的水回流到中间泡洗和喷淋工位,进行二次泡洗和喷淋,最后在到第一喷淋和泡洗工位进行初次的喷淋和泡洗,如此实现水资源的应用最大化,有效节约水资源;在最后烘干步骤中搭配强风吹拂,能够将不慎残留的防滑粉结晶吹落,起到进一步去除防滑粉的作用,最终获得干净的手套,防止在打包后有防滑粉残留导致整包手套返潮等情况。
附图说明
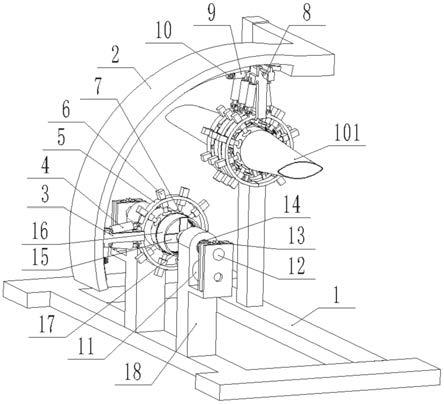
15.图1为一种止滑防护手套的生产工艺的工艺流程示意图;图2为一种止滑防护手套的生产工艺的烘干炉内部的结构示意图。
具体实施方式
16.为使对本发明的目的、构造、特征、及其功能有进一步的了解,兹配合实施例详细说明如下。
17.请结合参照图1和图2,本发明提供了一种止滑防护手套的生产工艺,包括以下步骤:s1:套模:将外购的成品针织手套套在手模上。
18.s2:预热:将s1中套好手套的手模放入预热炉工位进行预热,预热后便于防渗透剂均匀浸透在手套针织结构内;优选地,在s2步骤中的预热炉内采用蒸汽预热,加热温度为60
‑
65摄氏度,此温度能使针织手套的纱线限位充分张开,且不会被碳化或者失去弹性而断裂。
19.s3:防渗:将s2预热后的手模传送到防渗工位,并将手模进入到防渗透剂内使其浸湿;防渗透剂浸湿的目的在与防止浸胶工序的天然胶乳或者丁腈胶乳渗透到手套内部;优选地,在s3步骤中所述的防渗透剂采用20%的甲醇与80%的水配比后,添加氯化钙和硝酸钙,最终形成混合溶液。
20.s5:风干:将s3浸湿后的手套自然风干,保证防渗透剂凝结,从而确保其阻隔效果。
21.s6:浸胶:将风干后的手套传送到浸胶工位进行浸胶处理;浸胶分为两次浸胶,每次浸胶完成后均进行自然风干;两次浸胶,一方面能够提高手套浸胶的厚度,使其达到防寒的效果,另一方面,能够保证手套的柔软度,若仅有一层浸胶,胶面较薄,手套经过烘干后会导致胶面过分老化变硬,降低佩戴舒适度,也降低了手套的抓握能力。
22.s7:匀胶:浸胶完成后的手模进入回转炉内进行匀胶处理,待表面结膜。
23.s8:表面防滑:采用氯化钠与硫酸钠配比成的防滑粉喷射到结膜后的手套表面,形成坑洼表面;利用防滑粉喷射到胶层内,能够形成不规则的坑洼表面,增加粗糙度,其防滑能力更强,且相对于压纹等生产工艺而言,工艺更加简单,且成本低廉,且由于胶层表面布满了不规则的坑洼,能够进一步提高柔软度,便于使用者佩戴手套进行抓握时手套弯折,进一步提高抓握能力。
24.s9:一次烘干:将表面喷过防滑粉的手套送入到烘箱内进行烘干处理;优选地,在s9步骤中烘干的温度为60
‑
65摄氏度,避免胶面过分老化,且此处烘干的作用是为了使胶层完全凝结,避免喷淋和泡洗时胶层流动变形,导致表面防滑效果不好。
25.s10:泡洗:将烘干后的手套送入到清洗槽进行喷淋和泡洗,洗去手套表面的防滑粉,避免防滑粉残留。
26.s11:二次烘干:将清洗后的手套在烘干炉内进行烘干处理,用于手套胶面的硫化,保证手套胶面的结构强度、以及弹性。
27.s12:检验、脱模:将烘干后的手套进行检验后脱模包装。
28.本发明所涉及到的手套生产线为环形循环生产线,模杆通过套模工位带着手套依次向后续工位传送,流经所有工序后完成手套制作后,脱模,最后又循环到套模工位进行套模,实现产线的循环工作。
29.优选地,在s6步骤中,浸胶分为一次浸胶和二次浸胶,在对应胶槽处均设定了上升的高度,从而限定了手套进入教槽内的深度,避免整个手套完全进入到胶液以下,也防止浸胶深度不够,导致胶面不能完全覆盖手掌;每个模杆每次浸胶的时间为3
‑
5秒,使手套充分浸胶,避免局部浸胶量不够,且每次浸胶后均经过自然风干燥,保证浸胶后胶液在手套表面初步凝结。
30.优选地,浸胶顺序为:丁腈胶 丁腈胶,或者天然乳胶 天然乳胶。
31.优选地,在s8步骤中防滑粉中氯化钠与硫酸钠的比例为1:4。在喷淋和泡洗时水温保持在40度左右,保证防滑粉的溶解度。由于硫酸钠在水温为40度时溶解度最高,氯化钠随着水温的升高和溶解度更高,因此采用该比例的防滑粉,能够便于防滑粉的溶解,从而便于防滑粉的清洗,若硫酸钠的比例交底,则在相同条件下,防滑粉的溶解速度会降低,从而会降低清洗效率;在生产过程中,该溶解条件相对比较容易达到,能节省能源。
32.优选地,在防滑粉喷射的同时使手模架保持持续振动,振掉的防滑粉,防滑粉经收集回收后重复利用。通过振动将多余的防滑粉振落,能有效节省防滑粉的使用,避免浪费,
也降低了后续喷淋和泡洗的难度,同时随着手模架的振动,粘在胶层表面未掉落的防滑粉能够向胶面内移动,避免防滑粉仅粘连在胶层表面一点点,促进防滑粉向胶面内的深陷程度,从而保证胶面上坑洼程度,确保其具有较高的摩擦力。
33.优选地,在喷淋和泡洗工序中,手模架依次经过一次喷淋、四个泡洗以及二次喷淋,此工序仅有一个水源,即二次喷淋出喷出的清水;具体喷淋和泡洗工序为:手模架经过依次烘干后首先进入依次喷淋,然后依次经过四个泡洗槽进行泡洗,最后经过二次喷淋;喷淋和泡洗工序的水槽由后到前依次连通,最后方的二次次喷淋工位处的喷淋水为清水,然后在二次喷淋水槽汇聚后溢流到最后一个泡洗槽,再沿着手模架前进方向相反的方向依次溢流回去,直至遗留到一次喷淋水槽内,利用循环水泵泵出到一次喷淋的喷淋管内进行第一次喷淋,冲洗掉手套表面防滑粉。在具体生产中,二次喷淋位于最高位置,然后四个泡洗水槽以及一次喷淋水槽的高度由后到前依次降低,且每个水槽的侧边均设置防溢板和溢流口,便于上端相对交清的水向下游流去,保证水源的充分利用,有效节约水资源。同时也便于后续废水的处理以及防滑粉的分类回收。
34.如图2所示,优选地,在s11步骤中烘干温度为80
‑
120度,同时烘干过程中搭配强风吹拂胶面。此处烘干主要是为了使手套表面的胶层充分硫化,保证胶面的耐磨能力、抗剥离能力。其中在此烘干工位主要是使手模架循环线2穿过烘干炉1内进行烘干硫化,且在烘干炉1内,手模架循环线2在烘干炉1内经过多个s形的回转传动,保证手模架在烘干炉1内具有较长时间的滞留,从而有效延长硫化时间,如此既能节省生产设备所占的空间,将水平方向延伸的烘干线路转化为竖直方向加水平方向相结合的烘干线路,有效缩短烘干炉1的长度,且延长了烘干时间,同时缩小了烘干炉1的体积,如此在为烘干炉1加热时所消耗的能源也有效降低,从而极大的降低了能源的使用。另外,在烘干炉1持续烘干的过程中,烘干炉1侧壁生设置对应的吹风口3,用于向烘干炉1内鼓风,且吹风口3正对手模架, 如此能够在手套烘干后,对胶面进行吹风,如果胶面仍有防滑粉残留,在高温析出结晶后能将残余结晶进一步吹离胶面,从而进一步保证胶面的洁净度。
35.由上所述,本发明的一种止滑防护手套的生产工艺,通过两次浸胶处理,能够有效提高手套胶面的柔软度,提高胶面的防穿刺能力,防止胶面脱胶,且提高手套的防寒能力;利用防滑粉喷射在手套表面上,能够形成各种不规则的坑洼表面,从而能有效提高手套的止滑能力,且相对于传统压纹而言,工艺简单易操作,显著降低生产成本;在手套上喷射防滑粉时搭配震动,能将未喷射到胶面内的多余防滑粉震动脱落,在收集后可重复使用,有效节约资源;利用防滑粉均为氯化钠和硝酸钠混合而成,搭配泡洗喷淋的方式,将防滑粉溶于水中,再搭配喷淋,能够将喷入到手套内的防滑粉融化冲洗掉,从而显露处经过防滑处理后的坑洼表面,达到提高摩擦力的效果;泡洗和喷淋的水由后到前一次流过各个泡洗和喷淋工位,保证清水的最大程度上的利用,利用清水对手套做最后一次泡洗和喷淋,得到干净的手套,经过该工位后有一定浊度的水回流到中间泡洗和喷淋工位,进行二次泡洗和喷淋,最后在到第一喷淋和泡洗工位进行初次的喷淋和泡洗,如此实现水资源的应用最大化,有效节约水资源;在最后烘干步骤中搭配强风吹拂,能够将不慎残留的防滑粉结晶吹落,起到进一步去除防滑粉的作用,最终获得干净的手套,防止在打包后有防滑粉残留导致整包手套返潮等情况。
36.本发明已由上述相关实施例加以描述,然而上述实施例仅为实施本发明的范例。
必需指出的是,已揭露的实施例并未限制本发明的范围。相反地,在不脱离本发明的精神和范围内所作的更动与润饰,均属本发明的专利保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。