1.本发明涉及一种低空避障领域,尤其涉及一种基于低空避障具有雷达隐身功能的方舱大板制备设备。
背景技术:
2.目前,方舱大板通过铆接形成方舱的四壁和顶板、底板,采用兼具雷达隐身和防弹性能的大板制造方舱,可以有效降低其雷达散射截面积和抵抗枪弹、破片的杀伤,现有技术中,在实际生产制作过程中,需采用芳纶纤维以及碳纤维布与树脂基体相结合,制成所需蒙皮,在此过程中,极易出现芳纶纤维与碳纤维布堆叠不平齐,进而导致后期与树脂基体相结合时,出现粘贴分子量不均匀的现象,进而导致降低其雷达散射截面积和抵抗枪弹、破片的杀伤性能。
3.综上,需要研发一种基于低空避障具有雷达隐身功能的方舱大板制备设备,来克服上述问题。
技术实现要素:
4.为了克服目前,方舱大板通过铆接形成方舱的四壁和顶板、底板,采用兼具雷达隐身和防弹性能的大板制造方舱,可以有效降低其雷达散射截面积和抵抗枪弹、破片的杀伤,现有技术中,在实际生产制作过程中,需采用芳纶纤维以及碳纤维布与树脂基体相结合,制成所需蒙皮,在此过程中,极易出现芳纶纤维与碳纤维布堆叠不平齐,进而导致后期与树脂基体相结合时,出现粘贴分子量不均匀的现象,进而导致降低其雷达散射截面积和抵抗枪弹、破片的杀伤性能的缺点,本发明的技术问题是:提供一种基于低空避障具有雷达隐身功能的方舱大板制备设备。
5.本发明的技术实施方案为:一种基于低空避障具有雷达隐身功能的方舱大板制备设备,包括有底板组件、支座、控制屏、支柱、收集箱、拉手、支脚、防滑垫、堆叠单元和预成型单元;底板组件与支座进行固接;底板组件与支柱进行固接;底板组件与收集箱进行固接;底板组件与四组支脚进行固接;底板组件与堆叠单元进行转动连接;底板组件与预成型单元进行固接;支座与控制屏进行固接;支柱与堆叠单元进行固接;收集箱与拉手进行固接;四组支脚分别与四组防滑垫进行固接;堆叠单元将芳纶纤维以及碳纤维布相互堆叠,并将多余的芳纶纤维以及碳纤维布切除,预成型单元将树脂基体覆盖在堆叠单元进行堆叠后的芳纶纤维以及碳纤维布中并压实。
6.进一步,堆叠单元包括有第一转动辊、第一导轮、第二转动辊、第二导轮、第一电机、第一锥齿轮、第二锥齿轮、第一丝杆、滑动架、第一传动轮、第二传动轮、第二丝杆、弹簧杆、方形刀、第一连杆、第一连轴、支撑架、第二连杆、第二连轴、传动轴、直齿轮、齿杆和传动辊;第一转动辊与底板组件进行固接;第一转动辊的侧部设置有第一导轮;第一导轮与底板组件进行固接;第一转动辊的上方设置有第二转动辊;第二转动辊与底板组件进行固接;第一导轮的上方设置有第二导轮;第二导轮与底板组件进行固接;第二转动辊的侧部上方设
置有第一电机;第一电机与支柱进行固接;第一电机通过转轴与第一锥齿轮进行固接;第一锥齿轮与第二锥齿轮相啮合;第二锥齿轮与第一丝杆进行固接;第一丝杆与底板组件进行转动连接;第一丝杆与滑动架进行旋接;第一丝杆与第一传动轮进行固接;第一传动轮通过皮带与第二传动轮进行传动连接;第二传动轮与第二丝杆进行固接;第二丝杆与底板组件进行转动连接;第二丝杆与滑动架进行旋接;滑动架与弹簧杆进行固接;弹簧杆与方形刀进行固接;滑动架与第一连杆进行转动连接;第一连杆与第一连轴进行转动连接;第一连轴与底板组件进行固接;第一连轴与支撑架进行转动连接;滑动架与第二连杆进行转动连接;第二连杆与第二连轴进行转动连接;第二连轴与底板组件进行固接;第二连轴与支撑架进行转动连接;支撑架与传动轴进行转动连接;传动轴与直齿轮进行固接;直齿轮与齿杆相啮合;齿杆与底板组件进行固接;传动轴与传动辊进行固接。
7.进一步,预成型单元包括有传送带、第二电机、第三导轮、第三传动轮、第四传动轮、第一碾压辊、承重板、滑杆、压缩弹簧、导流板、第一电动推杆、第一固定架、第二碾压辊、第二电动推杆、第一转动板和第二转动板;传送带与底板组件进行固接;传送带的侧部上方设置有第二电机;第二电机与底板组件进行固接;第二电机与第三导轮进行固接;第三导轮与底板组件进行转动连接;第三导轮与第三传动轮进行固接;第三传动轮通过皮带与第四传动轮进行传动连接;第四传动轮与第一碾压辊进行固接;第一碾压辊与底板组件进行转动连接;第三导轮的下方设置有承重板;承重板与两组滑杆进行固接;两组滑杆均与底板组件进行滑动连接;承重板与两组压缩弹簧进行固接;滑杆与压缩弹簧进行固接;承重板的侧部设置有导流板;导流板与底板组件进行固接;导流板的侧部上方设置有第一电动推杆;第一电动推杆与底板组件进行固接;第一电动推杆与第一固定架进行固接;第一固定架与第二碾压辊进行转动连接;第一固定架与第二电动推杆进行固接;第二电动推杆与底板组件进行固接;传送带依次与第一转动板和第二转动板进行转动连接。
8.进一步,还包括有模压成型单元,模压成型单元包括有电动滑轨、滑板、第二固定架、第三电动推杆、碾压板、第四电动推杆、第五电动推杆和第六电动推杆;电动滑轨与底板组件进行固接;电动滑轨与滑板进行滑动连接;滑板的上方设置有第二固定架;第二固定架与底板组件进行固接;第二固定架与第三电动推杆进行固接;第二固定架依次与第四电动推杆、第五电动推杆和第六电动推杆进行固接;第三电动推杆与碾压板进行固接;碾压板依次与第四电动推杆、第五电动推杆和第六电动推杆进行固接。
9.进一步,第一转动板和第二转动板与传送带连接处均设置有扭力弹簧。
10.进一步,滑动架与第一连杆和第二连杆连接处均设置有转轴。
11.进一步,支撑架与第一连杆和第二连杆连接处均设置有转轴。
12.进一步,传动辊的外环面略高于支撑架的上表面。
13.与现有技术相比,本发明具有如下优点:第一、为解决目前,方舱大板通过铆接形成方舱的四壁和顶板、底板,采用兼具雷达隐身和防弹性能的大板制造方舱,可以有效降低其雷达散射截面积和抵抗枪弹、破片的杀伤,现有技术中,在实际生产制作过程中,需采用芳纶纤维以及碳纤维布与树脂基体相结合,制成所需蒙皮,在此过程中,极易出现芳纶纤维与碳纤维布堆叠不平齐,进而导致后期与树脂基体相结合时,出现粘贴分子量不均匀的现象,进而导致降低其雷达散射截面积和抵抗枪弹、破片的杀伤性能的问题。
14.第二、通过设置了堆叠单元、预成型单元和模压成型单元,使用时先将一种基于低空避障具有雷达隐身功能的方舱大板制备设备放置到所要使用的位置,使四组支脚和四组防滑垫保持水平,然后外接电源,通过支座上的控制屏控制启动;首先由工作人员将芳纶纤维以及碳纤维布放置在底板组件上的堆叠单元中,接着,利用支柱上的堆叠单元将芳纶纤维以及碳纤维布相互堆叠,作为辅层,并将多余的芳纶纤维以及碳纤维布切除,接着,再将堆叠后的芳纶纤维以及碳纤维布传送至预成型单元中,然后,再由工作人员将布状的树脂基体放置在预成型单元中,接着,再通过预成型单元将树脂基体覆盖在堆叠后的芳纶纤维以及碳纤维布中,并压实,接着,再将其传送至模压成型单元中,然后,再利用模压成型单元将树脂基体与芳纶纤维以及碳纤维布压制成型,最后再由工作人员取出并收集在拉手上的收集箱中。
15.第三、本发明实现了将芳纶纤维以及碳纤维布相互堆叠,作为辅层,并将多余的芳纶纤维以及碳纤维布切除,接着,将树脂基体覆盖在堆叠后的芳纶纤维以及碳纤维布中并压实,然后,将树脂基体与芳纶纤维以及碳纤维布压制成型,避免了出现粘贴分子量不均匀的现象,有效的提高了其雷达散射截面积和抵抗枪弹、破片的杀伤性能。
附图说明
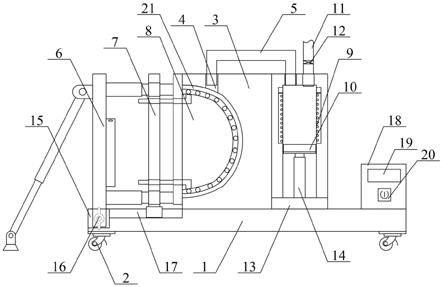
16.图1为本发明的第一立体结构示意图;图2为本发明的第二立体结构示意图;图3为本发明的第三立体结构示意图;图4为本发明的堆叠单元立体结构示意图;图5为本发明的堆叠单元第一部分立体结构示意图;图6为本发明的堆叠单元第二部分立体结构示意图;图7为本发明的预成型单元立体结构示意图;图8为本发明的预成型单元部分立体结构示意图;图9为本发明的模压成型单元立体结构示意图;图10为本发明的模压成型单元部分立体结构示意图。
17.附图中各零部件的标记如下:1:底板组件,2:支座,3:控制屏,4:支柱,5:收集箱,6:拉手,7:支脚,8:防滑垫,201:第一转动辊,202:第一导轮,203:第二转动辊,204:第二导轮,205:第一电机,206:第一锥齿轮,207:第二锥齿轮,208:第一丝杆,209:滑动架,210:第一传动轮,211:第二传动轮,212:第二丝杆,213:弹簧杆,214:方形刀,215:第一连杆,216:第一连轴,217:支撑架,218:第二连杆,219:第二连轴,220:传动轴,221:直齿轮,222:齿杆,223:传动辊,301:传送带,302:第二电机,303:第三导轮,304:第三传动轮,305:第四传动轮,306:第一碾压辊,307:承重板,308:滑杆,309:压缩弹簧,310:导流板,311:第一电动推杆,312:第一固定架,313:第二碾压辊,314:第二电动推杆,315:第一转动板,316:第二转动板,401:电动滑轨,402:滑板,403:第二固定架,404:第三电动推杆,405:碾压板,406:第四电动推杆,407:第五电动推杆,408:第六电动推杆。
具体实施方式
18.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完
整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
19.实施例一种基于低空避障具有雷达隐身功能的方舱大板制备设备,根据图1
‑
3所示,包括有底板组件1、支座2、控制屏3、支柱4、收集箱5、拉手6、支脚7、防滑垫8、堆叠单元、预成型单元和模压成型单元;底板组件1与支座2进行固接;底板组件1与支柱4进行固接;底板组件1与收集箱5进行固接;底板组件1与四组支脚7进行固接;底板组件1与堆叠单元进行转动连接;底板组件1与预成型单元进行固接;底板组件1与模压成型单元进行固接;支座2与控制屏3进行固接;支柱4与堆叠单元进行固接;收集箱5与拉手6进行固接;四组支脚7分别与四组防滑垫8进行固接;堆叠单元将芳纶纤维以及碳纤维布相互堆叠,并将多余的芳纶纤维以及碳纤维布切除,预成型单元将树脂基体覆盖在堆叠单元进行堆叠后的芳纶纤维以及碳纤维布中并压实。
20.工作原理:使用时先将一种基于低空避障具有雷达隐身功能的方舱大板制备设备放置到所要使用的位置,使四组支脚7和四组防滑垫8保持水平,然后外接电源,通过支座2上的控制屏3控制启动;首先由工作人员将芳纶纤维以及碳纤维布放置在底板组件1上的堆叠单元中,接着,利用支柱4上的堆叠单元将芳纶纤维以及碳纤维布相互堆叠,作为辅层,并将多余的芳纶纤维以及碳纤维布切除,接着,再将堆叠后的芳纶纤维以及碳纤维布传送至预成型单元中,然后,再由工作人员将布状的树脂基体放置在预成型单元中,接着,再通过预成型单元将树脂基体覆盖在堆叠后的芳纶纤维以及碳纤维布中,并压实,接着,再将其传送至模压成型单元中,然后,再利用模压成型单元将树脂基体与芳纶纤维以及碳纤维布压制成型,最后再由工作人员取出并收集在拉手6上的收集箱5中,本发明实现了将芳纶纤维以及碳纤维布相互堆叠,作为辅层,并将多余的芳纶纤维以及碳纤维布切除,接着,将树脂基体覆盖在堆叠后的芳纶纤维以及碳纤维布中并压实,然后,将树脂基体与芳纶纤维以及碳纤维布压制成型,避免了出现粘贴分子量不均匀的现象,有效的提高了其雷达散射截面积和抵抗枪弹、破片的杀伤性能。
21.根据图4
‑
6所示,堆叠单元包括有第一转动辊201、第一导轮202、第二转动辊203、第二导轮204、第一电机205、第一锥齿轮206、第二锥齿轮207、第一丝杆208、滑动架209、第一传动轮210、第二传动轮211、第二丝杆212、弹簧杆213、方形刀214、第一连杆215、第一连轴216、支撑架217、第二连杆218、第二连轴219、传动轴220、直齿轮221、齿杆222和传动辊223;第一转动辊201与底板组件1进行固接;第一转动辊201的侧部设置有第一导轮202;第一导轮202与底板组件1进行固接;第一转动辊201的上方设置有第二转动辊203;第二转动辊203与底板组件1进行固接;第一导轮202的上方设置有第二导轮204;第二导轮204与底板组件1进行固接;第二转动辊203的侧部上方设置有第一电机205;第一电机205与支柱4进行固接;第一电机205通过转轴与第一锥齿轮206进行固接;第一锥齿轮206与第二锥齿轮207相啮合;第二锥齿轮207与第一丝杆208进行固接;第一丝杆208与底板组件1进行转动连接;第一丝杆208与滑动架209进行旋接;第一丝杆208与第一传动轮210进行固接;第一传动轮210通过皮带与第二传动轮211进行传动连接;第二传动轮211与第二丝杆212进行固接;第二丝杆212与底板组件1进行转动连接;第二丝杆212与滑动架209进行旋接;滑动架209与弹
簧杆213进行固接;弹簧杆213与方形刀214进行固接;滑动架209与第一连杆215进行转动连接;第一连杆215与第一连轴216进行转动连接;第一连轴216与底板组件1进行固接;第一连轴216与支撑架217进行转动连接;滑动架209与第二连杆218进行转动连接;第二连杆218与第二连轴219进行转动连接;第二连轴219与底板组件1进行固接;第二连轴219与支撑架217进行转动连接;支撑架217与传动轴220进行转动连接;传动轴220与直齿轮221进行固接;直齿轮221与齿杆222相啮合;齿杆222与底板组件1进行固接;传动轴220与传动辊223进行固接。
22.首先由工作人员将芳纶纤维放置在第一转动辊201中,一端放置在第一导轮202中,以及将碳纤维布放置在第二转动辊203中,一端放置在第二导轮204中,接着,将芳纶纤维以及碳纤维布相互堆叠,作为辅层,并将多余的芳纶纤维以及碳纤维布切除,第一电机205启动通过转轴带动第一锥齿轮206转动,第一锥齿轮206转动带动第二锥齿轮207传动第一丝杆208转动,同时,第一丝杆208转动带动第一传动轮210传动第二传动轮211转动,第二传动轮211转动带动第二丝杆212转动,进而使得第一丝杆208和第二丝杆212同时转动带动滑动架209上的所有部件往下移动,进而通过弹簧杆213带动方形刀214往下移动,与此同时,滑动架209移动带动第一连杆215以第一连轴216为中轴进行转动,滑动架209移动带动第二连杆218以第二连轴219为中轴进行转动,进而带动支撑架217上的所有部件往上移动,进而使得支撑架217移动对芳纶纤维以及碳纤维布进行支撑,同时利用方形刀214往下移动将芳纶纤维以及碳纤维布相互堆叠,作为辅层,并将多余的芳纶纤维以及碳纤维布切除,接着,再将堆叠后的芳纶纤维以及碳纤维布传送至预成型单元中,此时,堆叠后的芳纶纤维以及碳纤维布落在支撑架217上表面,接着,第一电机205启动通过转轴带动第一锥齿轮206反向转动,进而带动相应部件移动复位,当支撑架217往下移动复位时带动传动轴220往下移动,进而带动直齿轮221沿着齿杆222往下移动,进而使得直齿轮221转动,进而使得直齿轮221转动通过传动轴220带动传动辊223转动,进而将落在支撑架217上表面的芳纶纤维以及碳纤维布传送至预成型单元中,堆叠单元实现了将芳纶纤维以及碳纤维布相互堆叠,作为辅层,并将多余的芳纶纤维以及碳纤维布切除,接着,再将堆叠后的芳纶纤维以及碳纤维布传送至预成型单元中。
23.根据图7
‑
8所示,预成型单元包括有传送带301、第二电机302、第三导轮303、第三传动轮304、第四传动轮305、第一碾压辊306、承重板307、滑杆308、压缩弹簧309、导流板310、第一电动推杆311、第一固定架312、第二碾压辊313、第二电动推杆314、第一转动板315和第二转动板316;传送带301与底板组件1进行固接;传送带301的侧部上方设置有第二电机302;第二电机302与底板组件1进行固接;第二电机302与第三导轮303进行固接;第三导轮303与底板组件1进行转动连接;第三导轮303与第三传动轮304进行固接;第三传动轮304通过皮带与第四传动轮305进行传动连接;第四传动轮305与第一碾压辊306进行固接;第一碾压辊306与底板组件1进行转动连接;第三导轮303的下方设置有承重板307;承重板307与两组滑杆308进行固接;两组滑杆308均与底板组件1进行滑动连接;承重板307与两组压缩弹簧309进行固接;滑杆308与压缩弹簧309进行固接;承重板307的侧部设置有导流板310;导流板310与底板组件1进行固接;导流板310的侧部上方设置有第一电动推杆311;第一电动推杆311与底板组件1进行固接;第一电动推杆311与第一固定架312进行固接;第一固定架312与第二碾压辊313进行转动连接;第一固定架312与第二电动推杆314进行固接;第二
电动推杆314与底板组件1进行固接;传送带301依次与第一转动板315和第二转动板316进行转动连接。
24.接着,由堆叠单元将堆叠后的芳纶纤维以及碳纤维布传送至传送带301上,再由传送带301运作将芳纶纤维以及碳纤维布传送至第二碾压辊313的正下方,接着,再由工作人员将布状的树脂基体放置在承重板307上,此时,承重板307受两组压缩弹簧309的弹力作用往上移动,进而带动两组滑杆308往上移动,使得树脂基体贴紧第三导轮303的外环面,接着,再将树脂基体覆盖在堆叠后的芳纶纤维以及碳纤维布中并压实,第二电机302启动带动第三导轮303转动,进而将树脂基体传送至导流板310上,同时,第三导轮303转动带动第三传动轮304转动,第三传动轮304转动带动第四传动轮305传动第一碾压辊306转动,进而将传送至导流板310上的树脂基体传送至第一转动板315和第二转动板316上,接着,第一电动推杆311和第二电动推杆314同时启动带动第一固定架312往下移动,进而带动第二碾压辊313往下移动,进而将传送至第一转动板315和第二转动板316上的树脂基体覆盖在堆叠后的芳纶纤维以及碳纤维布中并压实,接着,再由传送带301运作将树脂基体与芳纶纤维以及碳纤维布的合成物传送至模压成型单元中,预成型单元实现了将树脂基体覆盖在堆叠后的芳纶纤维以及碳纤维布中并压实,接着,再将其传送至模压成型单元中。
25.根据图9
‑
10所示,还包括有模压成型单元,模压成型单元包括有电动滑轨401、滑板402、第二固定架403、第三电动推杆404、碾压板405、第四电动推杆406、第五电动推杆407和第六电动推杆408;电动滑轨401与底板组件1进行固接;电动滑轨401与滑板402进行滑动连接;滑板402的上方设置有第二固定架403;第二固定架403与底板组件1进行固接;第二固定架403与第三电动推杆404进行固接;第二固定架403依次与第四电动推杆406、第五电动推杆407和第六电动推杆408进行固接;第三电动推杆404与碾压板405进行固接;碾压板405依次与第四电动推杆406、第五电动推杆407和第六电动推杆408进行固接。
26.接着,由预成型单元将树脂基体与芳纶纤维以及碳纤维布的合成物传送至滑板402中,然后,再将树脂基体与芳纶纤维以及碳纤维布压制成型,电动滑轨401启动带动滑板402移动将树脂基体与芳纶纤维以及碳纤维布的合成物传送至碾压板405的正下方,接着,第二固定架403上的第三电动推杆404和第四电动推杆406和第五电动推杆407以及第六电动推杆408同时启动带动碾压板405往下移动,进而将碾压板405正下方的树脂基体与芳纶纤维以及碳纤维布的合成物压制成型,模压成型单元实现了将树脂基体与芳纶纤维以及碳纤维布压制成型。
27.第一转动板315和第二转动板316与传送带301连接处均设置有扭力弹簧。
28.可以使得第二碾压辊313往下移动时,带动第一转动板315和第二转动板316进行转动。
29.滑动架209与第一连杆215和第二连杆218连接处均设置有转轴。
30.可以使得滑动架209往下移动带动第一连杆215和第二连杆218进行转动。
31.支撑架217与第一连杆215和第二连杆218连接处均设置有转轴。
32.可以使得第一连杆215和第二连杆218转动带动支撑架217上的所有部件往上移动。
33.传动辊223的外环面略高于支撑架217的上表面。
34.可以使得支撑架217移动至贴紧纤维布时,传动辊223转动顺利的将纤维布传送至
预成型单元中。
35.尽管已经示出和描述了本发明的实施例,但对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行变化,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。