1.本发明涉及高温材料技术领域,具体涉及一种无纺毡加工用预氧炉、加工设备及加工工艺。
背景技术:
2.碳纤维是20世纪60年代发展起来的一种性能优于粉末活性炭和粒状性碳的新型吸附材料;该材料的特性有:孔径分布窄、微孔丰富、具有大的比表面积、独特的表面化学性质和吸附脱附速度快等。正是由于这些特性,近年来活性炭纤维得到了迅速的发展,广泛应用于各个领域,尤其是在环保节能领域发挥着不可替代的作用;近年来,随着光伏产业的大力发展,极大的提高了单晶硅的需求,在单晶硅生产方面,碳纤维是其生产必不可少的保温材料;无论是保温效果还是节能方面,都具备优越的特点。
3.碳纤维制造中最重要的步骤之一是预氧化处理,预氧化是生产碳纤维的一个重要中间过程,它起到由原丝转化为碳纤维的桥梁作用;预氧化不仅控制着碳纤维的质量,而且也控制着碳纤维的产量,时间是预氧化控制产量的主要因素,如果把预氧化时间降低,同样的生产线,产量将大幅增加,生产成本将大幅度下降;因此,本发明需要在保证质量前提下缩短预氧化时间,从而加快无纺毡的生产速度。
4.公开号为cn102587066a公开了粘胶基石墨化碳纤维毡生产工艺,该专利所公开的纤维毡在预氧化处理时是被牵拉进预氧化炉里,此时的纤维毡受到的拉力较大,会导致无纺毡在传输时变窄,降低无纺毡质量,同时,无纺毡变窄会间接导致其变长,进一步的会增大预氧化时间,降低生产效率;另外该专利所公开的生产工艺中并无关于无纺毡进行预氧化处理时产生的烟气的环保处理步骤。
技术实现要素:
5.本发明所要解决的技术问题是如何缩短预氧化处理时间,加快无纺毡的生产速度。
6.为解决上述技术问题,本发明提供如下技术方案:
7.本发明公开了一种无纺毡加工用预氧炉,包括炉膛、蒸汽管道、传输辊、输送机构和驱动机构;所述炉膛贯穿所述预氧炉形成预氧炉入口和预氧炉出口,所述炉膛内底层上铺设有一层所述蒸汽管道;所述蒸汽管道上有多个等间距平行间隔排布的所述传输辊,每个所述传输辊的两端都和所述炉膛的侧壁转动固定;所述驱动机构驱动所述输送机构转动;所述输送机构包括环形输送带,所述传输辊位于所述输送带的上下带之间;所述预氧炉炉体沿着所述炉膛的长度方向加长;
8.所述蒸汽管道包括下层管道、上层管道和立柱管道,多个所述下层管道等间距平行排布在所述炉膛内底层上,所述立柱管道一端与所述下层管道垂直连通,另一端与所述上层管道垂直连通,多个所述上层管道等间距平行排布,多个所述上层管道和多个所述下层管道垂直,所述上层管道上开设有蒸汽孔,所述蒸汽孔朝向所述输送带。
9.在预氧炉内设置多个等间距平行间隔排布的传输辊,传输辊位于输送带的上下带之间,工作时,驱动机构带动传输辊转动进而带动输送带转动,放在输送带上的无纺毡会随着输送带的转动而传动;原有的预氧炉内只铺设了蒸汽管道,对于无纺毡是直接牵引出,因此,在传输时无纺毡受到的拉力较大,会导致无纺毡在传输时变窄;现添加传输辊、输送机构和驱动机构,由之前牵引出产品改为网带输送,从而减少在传输时对无纺毡产生的拉力,有效提高无纺毡质量;同时,无纺毡变窄会间接导致其变长,进一步的会增大预氧化时间,降低生产效率;同时加长预氧炉炉体的长度可以延长产品在炉体内预氧化时间,此时可以提高炉体运行的总速度,从而提高生产效率;在预氧炉的炉膛内层上铺设的一层蒸汽管道对无纺毡具有降温效果,防止无纺毡在预氧炉内自燃。
10.蒸汽管道的下层管道通入蒸汽,蒸汽通过立柱管道进入上层管道中,再从上层管道上开设的蒸汽孔喷出,蒸汽喷向输送带即喷向无纺毡,喷出的蒸汽对无纺毡降温,同时,喷出的蒸汽还能有效的排出炉膛内的氧气,从而避免无纺毡出炉后因温度过高而自燃。
11.优选地,所述预氧炉还包括支撑架,所述支撑架的支撑面高于所述上层管道,为所述输送带下带提供支撑;所述支撑架包括支撑杆和支撑立柱,多个所述支撑立柱一端与所述下层管道垂直固定,另一端与所述支撑杆垂直固定,多个所述支撑杆等间距平行排布。
12.优选地,所述输送机构还包括主动辊和从动辊,所述输送带为环形网带套设在所述主动辊和所述从动辊上,所述驱动机构驱动所述主动辊转动带动所述输送带转动。
13.优选地,在所述输送带的两侧设置有链条,在所述主动辊、从动辊和传输辊的两端分别设置有链轮,所述链条与所述链轮啮合传动配合。
14.优选地,所述输送带上有多个汽孔,多个所述汽孔在所述输送带上等间距均匀排布。
15.优选地,所述蒸汽管道、所述传输辊、所述输送机构和所述支撑架均为不锈钢。
16.本发明还提供了一种无纺毡加工设备,所述加工设备还包括浸泡池、挤干机、烘干机、集烟罩、风机和环保设备;所述浸泡池、挤干机、烘干机和预氧炉依照无纺毡的加工顺序依次设置;所述集烟罩有两个,分别放置在所述预氧炉入口处和所述预氧炉出口处,两个所述集烟罩的出气口都和所述风机的入口连接,所述风机的出口和所述环保设备的入口连接。
17.优选地,所述浸泡池沿着所述无纺毡运行方向的两侧有滑道,龙门架滑动配合在所述滑道上;所述龙门架上安装有吊具。
18.优选地,所述环保设备包括喷淋塔、焚烧炉和等离子塔,所述风机、所述喷淋塔、所述焚烧炉和所述等离子塔依照烟气的处理顺序依次设置。
19.当炉膛内的蒸汽管道、传输辊、输送机构和支撑架均为不锈钢时,在炉体材质达到要求后,可以生产无磷无纺毡,即在第一步将无纺毡放入浸泡池时,浸泡池内的阻燃剂可以更改为无磷阻燃剂,从而使得预氧炉内正在预氧化的无纺毡不会产生有害烟气,进一步的节省了最后的环保设备。
20.本发明还提供了一种无纺毡的加工工艺,包括以下步骤:
21.s1无纺毡通过吊具挂在龙门架上,龙门架沿着滑道滑动,无纺毡进入浸泡池内,并充分浸泡;
22.s2充分浸泡后的无纺毡通过挤干机挤出大部分水分;
23.s3挤出大部分水分的无纺毡进入烘干机烘干;
24.s4烘干后的无纺毡进入预氧炉进行预氧化处理;
25.s5预氧炉内产生的烟气被集烟罩通过风机吸收;
26.s6被风机吸收的烟气经过管道运输到达环保设备,先进入喷淋塔,使烟气中的水蒸气降温沉淀,随后进入焚烧炉进行焚烧处理,焚烧处理后进入等离子塔,最后,经过处理后达到环保要求的烟气从等离子塔中排向大气。
27.因此,本发明的优点在于:
28.1、在预氧炉内设置多个等间距平行间隔排布的传输辊,传输辊位于输送带的上下带之间,工作时,驱动机构带动传输辊转动进而带动输送带转动,放在输送带上的无纺毡会随着输送带的转动而传动;原有的预氧炉内只铺设了蒸汽管道,对于无纺毡是直接牵引出,因此,在传输时无纺毡受到的拉力较大,会导致无纺毡在传输时变窄;现添加传输辊、输送机构和驱动机构,由之前牵引出产品改为网带输送,从而减少在传输时对无纺毡产生的拉力,有效提高无纺毡质量;同时,无纺毡变窄会间接导致其变长,进一步的会增大预氧化时间,降低生产效率;同时加长预氧炉炉体的长度可以延长产品在炉体内预氧化时间,此时可以提高炉体运行的总速度,从而提高生产效率;在预氧炉的炉膛内层上铺设的一层蒸汽管道对无纺毡具有降温效果,防止无纺毡在预氧炉内自燃。
29.2、蒸汽管道的下层管道通入蒸汽,蒸汽通过立柱管道进入上层管道中,再从上层管道上开设的蒸汽孔喷出,蒸汽喷向输送带即喷向无纺毡,喷出的蒸汽对无纺毡降温,同时,喷出的蒸汽还能有效的排出炉膛内的氧气,从而避免无纺毡出炉后因温度过高而自燃。
30.3、当炉膛内的蒸汽管道、传输辊、输送机构和支撑架均为不锈钢时,在炉体材质达到要求后,可以生产无磷无纺毡,即在第一步将无纺毡放入浸泡池时,浸泡池内的阻燃剂可以更改为无磷阻燃剂,从而使得预氧炉内正在预氧化的无纺毡不会产生有害烟气,进一步的节省了最后的环保设备。
31.4、本发明在蒸汽管道上安装支撑架的支撑面高于上层管道,因此,支撑架的支撑面为输送带的下带提供支撑;同时在主动辊和从动辊之间设置多个传输辊在输送带的上带和下带之间,传输辊也给输送带提供了支撑。
附图说明
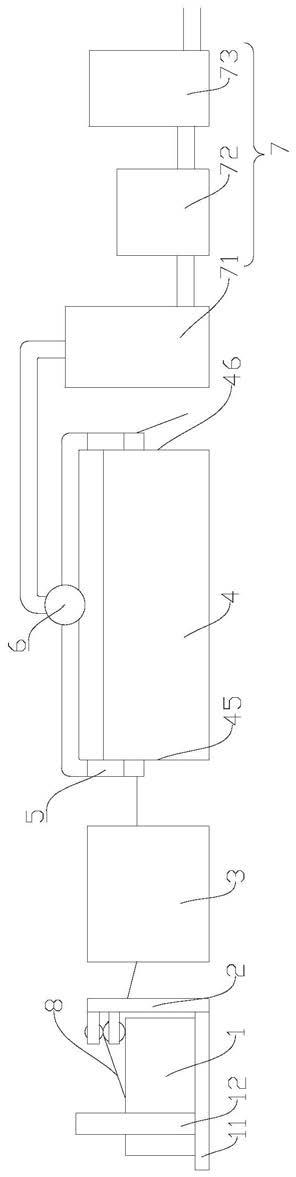
32.图1为本发明实施例中一种无纺毡加工设备的主视结构示意图;
33.图2为本发明实施例中一种无纺毡加工设备中浸泡池1的左视结构示意图;
34.图3为本发明实施例中一种无纺毡加工用预氧炉的左视结构示意图;
35.图4为本发明实施例中一种无纺毡加工用预氧炉中蒸汽管道42 和支撑架47的主视结构示意图;
36.图5为本发明实施例中一种无纺毡加工用预氧炉中蒸汽管道42 和支撑架47的俯视结构示意图;
37.图6为本发明实施例中一种无纺毡加工用预氧炉中输送结构44 和传输辊43应用于蒸汽管道42和支撑架47的主视结构示意图。
38.图中标号说明:1、浸泡池;11、滑道;12、龙门架;13、吊具; 2、挤干机;3、烘干机;4、预氧炉;41、炉膛;42、蒸汽管道;421、下层管道;422、上层管道;423、立柱管道;43、传输辊;
44、输送机构;441、输送带;442、主动辊;443、从动辊;444、链轮;445、链条;446、汽孔;45、预氧炉入口;46、预氧炉出口;47、支撑架; 471、支撑杆;472、支撑立柱;5、集烟罩;6、风机;7、环保设备; 71、喷淋塔;72、焚烧炉;73、等离子塔;8、无纺毡。
具体实施方式
39.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例;基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
40.参阅图1,本发明公开了一种无纺毡的加工设备,包括浸泡池1、挤干机2、烘干机3、预氧炉4、集烟罩5、风机6和环保设备7;其中浸泡池1、挤干机2、烘干机3和预氧炉4依照无纺毡8的加工顺序依次设置;集烟罩5有两个,分别固定安装在预氧炉入口45处和预氧炉出口46处,两个集烟罩5的出气口都和风机6的入口连接,风机6的出口和环保设备7的入口连接。
41.参阅图1和图2,,浸泡池1沿着无纺毡8运行方向的两侧有两个滑道11,龙门架12滑动配合在滑道11上;龙门架12上通过螺栓或焊接固定有吊具13,吊具13为钩状,用于将无纺毡8吊起。
42.参阅图1,环保设备包括喷淋塔71、焚烧炉72和等离子塔73,风机6、喷淋塔71、焚烧炉72和等离子塔73依照烟气的处理顺序依次设置,即风机6的出口与喷淋塔71的入口连接,喷淋塔71的出口与焚烧炉72的入口连接,焚烧炉72的出口与等离子塔73的入口连接,等离子塔73的出口通入大气中。
43.参阅图3,本发明公开了一种无纺毡加工用预氧炉4,包括炉膛 41、蒸汽管道42、传输辊43、输送机构44、驱动机构(图未示)、预氧炉入口45、预氧炉出口46和支撑架47;炉膛41贯穿预氧炉4 形成预氧炉入口45和预氧炉出口46,炉膛41内底层上铺设有一层蒸汽管道42;蒸汽管道42上有多个等间距平行间隔排布的传输辊43,每个传输辊43的两端都和炉膛41的侧壁通过轴承(图未示)转动固定;驱动机构驱动输送机构44转动;支撑架47通过螺栓或焊接固定安装在蒸汽管道42上,预氧炉4炉体沿着炉膛41的长度方向加长。
44.参阅图3、图4和图5,蒸汽管道42包括下层管道421、上层管道422和立柱管道423;下层管道421、上层管道422和立柱管道423 均未空心圆柱体,多个下层管道421等间距平行排布在炉膛41内底层上,立柱管道423一端与下层管道421通过焊接垂直连通,另一端与上层管道422通过焊接垂直连通,多个上层管道422等间距平行排布,多个上层管道422和多个下层管道421垂直,上层管道422上开设有蒸汽孔(图未示),蒸汽孔朝向输送机构44。
45.参阅图3、图4和图5,支撑架47包括支撑杆471和支撑立柱 472,支撑杆471和支撑立柱472为实心圆柱体,支撑立柱472一端与下层管道421通过螺栓或焊接垂直固定,另一端与支撑杆471通过螺栓或焊接垂直固定,多个支撑杆471等间距平行排布,多个支撑杆 471和多个下层管道421垂直,支撑架47的支撑面高于上层管道422,支撑架47的支撑面为输送机构44的下端提供支撑。
46.参阅图2和图6,输送机构44包括输送带441、主动辊442、从动辊443、链轮444、链条445和汽孔446,输送带441为环形网带套设在主动辊442和从动辊443上,主动辊442、从动辊443和传输辊43的结构一致,主动辊442和从动辊443之间有多个传输辊43,多个传输辊43也
位于输送带441的上带和下带之间,主动辊442和从动辊443的两端都和炉膛41的侧壁通过轴承(图未示)转动固定;驱动机构驱动主动辊442转动带动输送带441转动。
47.参阅图2和图6,在,输送带441的两侧固定安装有链条445,在主动辊442、从动辊443和传输辊43的两端分别都设置有链轮444,链条445与链轮446啮合传动配合;并且输送带441上有多个汽孔 446,多个汽孔446在输送带上等间距均匀排布。
48.在本实施例中,蒸汽管道42、传输辊43、输送机构44和支撑架 47均为不锈钢。
49.参阅图1至图6,本发明还公开了一种无纺毡加工工艺,包括以下步骤:
50.s1无纺毡8通过吊具13挂在龙门架12上,龙门架12沿着滑道 11滑动,无纺毡8进入浸泡池1内,并充分浸泡;
51.s2充分浸泡后的无纺毡8通过挤干机2挤出大部分水分;
52.s3挤出大部分水分的无纺毡8进入烘干机3烘干;
53.s4烘干后的无纺毡8进入预氧炉4进行预氧化处理;
54.s5预氧炉4内产生的烟气被集烟罩5通过风机6吸收;
55.s6被风机5吸收的烟气经过管道运输到达环保设备7,先进入喷淋塔71,使烟气中的水蒸气降温沉淀,随后进入焚烧炉72进行焚烧处理,焚烧处理后进入等离子塔73,最后,经过处理后达到环保要求的烟气从等离子塔73中排向大气。
56.工作原理:
57.参阅图1至图6,首先将无纺毡8通过吊具13固定在龙门架12 上,龙门架12通过滑道11沿着浸泡池1滑动,在浸泡池1中加入阻燃剂,然后将无纺毡8放入浸泡池1中充分浸泡;然后人工挑出并将无纺毡8放入挤干机2中挤出大部分水分;接着无纺毡8进入烘干机 3中,烘干机3由五台燃烧机(图未示)提供热量。
58.烘干结束后,无纺毡进入预氧炉4内进行预氧化处理,预氧炉4 和加热配电柜(图未示)电连接,预氧炉4内通过电加热达到预氧化的反应条件;预氧炉4内的蒸汽管道42喷出的蒸汽由分气罐(图未示)提供,蒸汽管道42内的蒸汽从分气罐进入下层管道421,再通入立柱管道423,然后从上层管道423上的蒸汽孔喷出;驱动机构(图未示)驱动输送机构44内的主动辊442转动,主动辊442通过链轮 444和链条445带动多个传输辊43和从动辊443转动,进而带动和链条445固定连接的输送带441转动,无纺毡8进入预氧炉3之后,放置在输送带441上,故而无纺毡8随着输送机构44的转动而传动;输送带441为网带,其上有多个等间距均匀分布的汽孔446,因此,蒸汽管道42上喷出的蒸汽可以对输送带441上的无纺毡8降温,防止无纺毡出炉自燃,同时也可以有效地排尽预氧炉4内的氧气;同时蒸汽管道42上还安装有支撑架47,支撑件47和传输辊43都对输送带441有一定的支撑作用。
59.原有的预氧炉4内只铺设了蒸汽管道42,对于无纺毡8是直接牵引出,因此,在传输时无纺毡8受到的拉力较大,会导致无纺毡8 在传输时变窄;现添加传输辊43、输送机构44和驱动机构,由之前牵引出产品改为输送带输送,从而减少在传输时对无纺毡8产生的拉力,有效提高无纺毡8质量;同时,无纺毡8变窄会间接导致其变长,进一步的会增大预氧化时间,降低生产效率;同时加长预氧炉4炉体的长度可以延长产品在炉体内预氧化时间,但是一般无纺毡8预氧化需要的时间是不变的,此时可以提高炉体运行的总速度,从而提高生产效率。
60.在预氧炉入口45和预氧炉出口46处各安装有一个集烟罩5,集烟罩5将预氧炉4产
生的有害烟气通过风机6抽入环保设备7里进行环保处理。
61.至此,整个一种无纺毡的加工工艺结束。
62.当炉膛41内的蒸汽管道42、传输辊43、输送机构44和支撑架 47均为不锈钢时,在炉体材质达到要求后,可以生产无磷无纺毡,即在第一步将无纺毡8放入浸泡池1时,浸泡池1内的阻燃剂可以更改为无磷阻燃剂,从而使得预氧炉4内正在预氧化的无纺毡8不会产生有害烟气,进一步的节省了最后的环保设备7。
63.以上实施例仅用以说明本发明的技术方案,而非对其限制,尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。