1.本发明属于模具技术领域,更具体地,涉及一种锁模结构及具有其的交替转换双层模具。
背景技术:
2.ppr管件产品一般壁厚较厚,传统的注塑生产上其需要耗费较长的冷却时间,导致生产效率较低;目前有些注塑产品使用了双层模具,但其生产的产品主要是大尺寸薄壁扁平产品或是大批量小产品,且其一般是两个分型面同时开模,但对于壁厚较厚的产品如ppr管件,注塑机的溶胶量一次一般只能完成一层模具的注塑,因此同时开模的方案不适用于ppr管件的生产。另外,虽然也有非同步开模的技术方案,如中国专利cn112092318a公开了一种非同步开模的叠层模具,其通过其中一个分型面的开模带动另一个分型面的开模,其可以做到非同时开模,但是,由于其第一次开模及第二次开模时间间隔由驱动杆的长度决定,因此若对于壁厚较厚的产品,其开模冷却时间可能比较长,此时驱动杆的长度需要做得更长,因此这样的方案不能控制开模时间,适用范围较小。
技术实现要素:
3.本发明为克服上述现有技术中的至少一个缺陷,提供一种锁模结构及具有其的交替转换双层模具,其能够实现可控时间的非同步开模,使得产品注塑保压与冷却定型交替进行,大大提高厚壁产品的生产效率。
4.为解决上述技术问题,本发明采用的技术方案是:
5.提供一种锁模结构,包括第一锁模杆、第二锁模杆以及可分别与第一锁模杆、第二锁模杆可拆卸连接的锁头,第一锁模杆与第二锁模杆平行设置,还包括用于带动锁头垂直于第一锁模杆的方向往复运动以使得锁头分别对第一锁模杆、第二锁模杆进行交替限位的驱动装置,驱动装置与锁头相连。
6.本方案中的第一锁模杆及第二锁模杆可分别与双层模具中的两个动模板固定连接,通过驱动装置带动锁头运动至第一设定位置或第二设定位置,从而使得锁头限制第一锁模杆或第二锁模杆运动,即可以分别对两个动模板进行锁模控制,这样双层模具的两个型腔面的开模间隔可以为任意时间,进而适应厚壁产品的注塑生产,增加了锁模结构的适应性,同时使得产品注塑与冷却可以交替进行,提高厚壁产品的注塑效率。
7.作为进一步改进的结构形式,上述的锁头包括基座及两个分别固定设置于基座两端的限位结构,两个限位结构可分别与第一锁模杆或第二锁模杆相卡接,基座与驱动装置相连。
8.作为进一步改进的结构形式,上述的基座设置于第一锁模杆及第二锁模杆相靠近的端部之间,两个限位结构分别固定设置于基座靠近第一锁模杆、第二锁模杆的侧面。
9.作为进一步改进的结构形式,上述的两个限位结构分别靠近第一锁模杆、第二锁模杆的侧面设置有卡槽,第一锁模杆及第二锁模杆上均设置有与卡槽卡接的卡块。或者两
个限位结构分别靠近第一锁模杆或第二锁模杆的侧面均设置有限位孔,第一锁模杆及第二锁模杆上均设置有与限位孔插接的限位柱。
10.作为进一步改进的结构形式,上述的驱动装置为油缸或气缸,油缸或气缸的伸缩臂与基座相连,且油缸或气缸的伸缩臂的轴心线与第一锁模杆的轴心线垂直。或者驱动装置包括驱动电机、与驱动电机输出轴固定连接的齿轮以及与齿轮啮合的齿条,齿条与基座固定连接且沿锁头的运动方向设置。
11.本方案中还提供一种交替转换双层模具,包括定模以及分别活动设置于定模相对两侧的第一动模、第二动模,第一动模、第二动模与定模之间分别设置有第一型腔、第二型腔;还包括上述的锁模结构,驱动装置安装于定模上,第一动模与第一锁模杆固定连接,第二动模与第二锁模杆固定连接。
12.作为进一步改进的结构形式,还包括与注塑机及驱动装置均电连接的控制器。
13.作为进一步改进的结构形式,还包括与注塑机电连接的两个行程开关,行程开关固定设置于定模上,锁头在两个行程开关之间往返运动。
14.与现有技术相比,有益效果是:
15.本方案中通过一个锁模结构即可实现对双层模具的中两个动模板的独立控制,以分别交替对两个动模板进行锁紧,其结构较为简单,另外这样可以做到两个型腔中的生产工序不一致,使得第一个型腔处于注塑保压时,锁头对第二锁模杆进行限位,第二个型腔处于冷却成型的阶段,冷却完成后,锁头脱离第二锁模杆而对第一锁模杆进行限位,可对第二个型腔开模,再合模对第二型腔进行新一轮注塑保压,此时可对第一个型腔进行开模,以此循环,即可大大减少冷却成型的等待时间,提高注塑效率。
附图说明
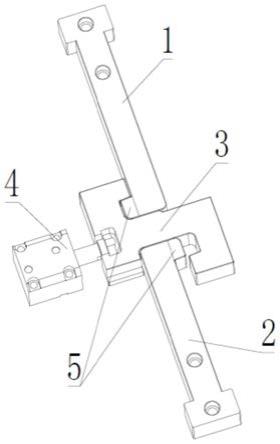
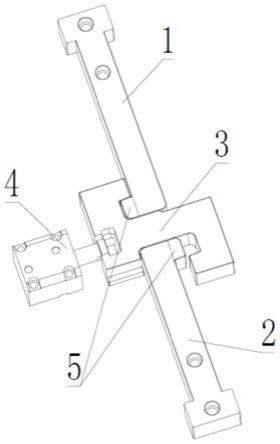
16.图1是本发明实施例1锁模结构的整体结构示意图;
17.图2是本发明实施例1锁模结构的锁头结构示意图;
18.图3是本发明实施例2锁模结构的锁头结构示意图;
19.图4是本发明实施例2锁模结构的第一锁模杆结构示意图;
20.图5是本发明实施例3锁模结构的整体结构示意图;
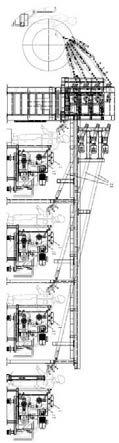
21.图6是本发明实施例4交替转换双层模具的整体结构示意图;
22.图7是图6中a部的放大示意图;
23.图8是本发明实施例4交替转换双层模具的电连接方框示意图。
24.其中,1
‑
第一锁模杆,2
‑
第二锁模杆,3
‑
锁头,31
‑
基座,32
‑
限位结构,321
‑
卡槽,322
‑
限位孔,4
‑
驱动装置,41
‑
驱动电机,42
‑
齿轮,43
‑
齿条,5
‑
卡块,6
‑
限位柱6,100
‑
锁模结构,101
‑
定模,102
‑
第一动模,103
‑
第二动模,106
‑
控制器,107
‑
行程开关。
具体实施方式
25.附图仅用于示例性说明,不能理解为对本发明的限制;为了更好说明本实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对于本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。附图中描述位置关系仅用于示例性说明,不能理解为对本发明的限制。
26.本发明实施例的附图中相同或相似的标号对应相同或相似的部件;在本发明的描述中,需要理解的是,若有术语“上”、“下”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此附图中描述位置关系的用语仅用于示例性说明,不能理解为对本专利的限制,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。
27.实施例1:
28.如图1至图2所示为一种锁模结构的第一实施例,包括第一锁模杆1、第二锁模杆2以及可分别与第一锁模杆1、第二锁模杆2可拆卸连接的锁头3,第一锁模杆1与第二锁模杆2共线设置,还包括用于带动锁头3垂直于所述第一锁模杆1的方向往复运动以使得锁头3分别对第一锁模杆1、第二锁模杆2进行交替限位的驱动装置4,所述驱动装置4与所述锁头3相连。
29.为了方便说明,以锁模结构应用于双层模具中为例,当然其也可应用于其他的叠层模具,这里不再列举。
30.为了最大程度地简化模具的结构,减少模具的制作成本同时降低机械故障率,本实施例中的锁头3包括基座31及两个分别固定设置于基座31两端的限位结构32,两个限位结构32分别位于基座的两端,两个限位结构32可分别与第一锁模杆1或第二锁模杆2相卡接,基座31与驱动装置4相连。具体地,基座31与驱动装置4固定连接,这样,仅通过一个驱动装置4带动基座31进行往复运动,当基座31运动到第一极限位置时即图1中的右侧,其中一个限位结构32与第一锁模杆1卡接,另一个限位结构32与第二锁模杆2脱离,此时第一锁模杆1的轴向运动被限制,当基座31运动到第二极限位置即图1中的左侧时,其中一个限位结构32与第二锁模杆2卡接,另一个限位结构32与第一锁模杆1脱离,实现限位结构32与第一锁模杆1与第二锁模杆2的交替卡接,即可实现第一锁模杆1与第二锁模杆2的交替运动,使得双层模具可交替开模,且开模间隔时间不会受到限制。
31.本实施例中的基座31设置于第一锁模杆1及第二锁模杆2相靠近的端部之间,且基座31沿垂直于第一锁模杆1的方向的长度应大于第一锁模杆1与第二锁模杆2的厚度,以使得基座31的两端外伸于第一锁模杆1与第二锁模杆2的侧壁;两个限位结构32分别固定设置于基座31靠近第一锁模杆1、第二锁模杆2的侧面,即基座31与两个限位结构32形成z型结构。具体地,两个限位结构32分别靠近第一锁模杆1、第二锁模杆2的侧面设置有卡槽321,第一锁模杆1及第二锁模杆2上均设置有与卡槽321卡接的卡块5,且在沿锁头3运动方向上两个卡槽321底面之间的距离大于第一锁模杆1或第二锁模杆2加上两个卡块5的厚度;这样两个卡槽321不会同时与卡块5进行卡接,通过驱动装置4带动基座31沿垂直于第一锁模杆1的方向运动,当其运动至右边的极限位置时,左边的卡块5与卡槽321卡接,右边的卡块5与卡槽321脱离,即锁头3对第一锁模杆1进行限位锁紧,限制第一锁模杆1的轴向运动,而第二锁模杆2可随时打开,反之,则可对第二锁模杆2进行限位锁紧,第一锁模杆1可随时打开。这样的设置使得锁模结构整体结构更加紧凑,动作路径最短,用到的零部件最少,从而降低结构故障概率,降低模具前期物料成本,同时提高生产效率。
32.本实施例中的驱动装置4为油缸,油缸的缸筒可固定在模具上,油缸的伸缩臂与基座31相连,且油缸的伸缩臂的轴心线与第一锁模杆1的轴心线垂直。具体地,伸缩臂可与基
座31固定连接或通过相应的卡接结构进行可拆卸连接,使得基座31可跟随伸缩臂的伸缩进行运动,这样的结构较为简单。当然采用其他的驱动装置4如气缸,以实现相同的功能同样在本方案的范围内,这里不再列举。
33.本实施例通过油缸带动锁头3的沿垂直于第一锁模杆1的方向运动,使第一锁模杆1上的卡块5与锁头3上的卡槽321卡接或第二锁模杆2上的卡块5与锁头3上的卡槽321卡接,从而实现对锁头3的独立控制,使得与第一锁模杆1或第二锁模杆2连接的动模板可交替开模,使得双层模具的两个型腔中的作业工序可以不同步,完美地解决了注塑机溶胶量不足以注塑双层模具以及厚壁产品冷却时间过长的矛盾,大大提高了厚壁产品的注塑效率。
34.实施例2:
35.如图3至图4所示为一种锁模结构的第二实施例,本实施例与第一实施例的区别仅在于,本实施例中的两个限位结构32分别靠近第一锁模杆1或第二锁模杆2的侧面设置有限位孔322,第一锁模杆1及第二锁模杆2上均设置有与限位孔322插接的限位柱6,且在沿锁头3运动方向上两个限位孔322底面之间的距离大于第一锁模杆1或第二锁模杆2的厚度加上两个限位柱6的长度,以使得其中一个限位孔322与限位柱6插接时,另一个限位柱6从另一个限位孔322中脱离,使得锁头3在对其中一个锁模杆限位时,另一个锁模杆可运动。通过限位柱6与限位孔322的配合,增加锁头3对第一锁模杆1或第二锁模杆2的限位方向,即除了沿第一锁模杆1的轴向限位外,还可限制第一锁模杆1或第二锁模杆2绕其一端转动,可增强锁头3的锁止效果。
36.实施例3
37.如图5所示为一种锁模结构的第三实施例,本实施例与第一实施例或第二实施例的区别仅在于,本实施例中的驱动装置4包括驱动电机41、与驱动电机41输出轴固定连接的齿轮42以及与齿轮42啮合的齿条43,齿条43与基座31固定连接且沿锁头3的运动方向设置。驱动电机41的相应较为线性,便于控制锁头3的运动行程。
38.实施例4:
39.如图6至图8所示为一种交替转换双层模具的实施例,包括定模101以及分别活动设置于定模101相对两侧的第一动模102、第二动模103,第一动模102、第二动模103与定模101之间分别设置有第一型腔、第二型腔;还包括第一实施例或第二实施例或第三实施例中任一的锁模结构100,驱动装置4安装于定模101上,第一动模102与第一锁模杆1固定连接,第二动模103与第二锁模杆2固定连接。需要说明的是,当然还应包括用于驱动第一动模102或第二动模103运动的油缸或者顶棍等模具应当具有的结构,此为本领域技术人员熟知的内容,这里不再详述。
40.需要说明是的,本实施例中锁模结构100的个数不作限定,可根据具体情况增减锁模结构100的数量,以适配相应模具所需要的锁模力。
41.为了避免锁模结构100还没有运动到位注塑机就开始工作的情况,本实施例中还包括与驱动装置4电连接的控制器106,控制器106还与注塑机及驱动第一动模102或第二动模103运动的油缸电连接,这样可通过控制器106控制驱动装置4的运动行程,达到设定行程后,再开启注塑机进行注塑。值得注意的是,锁模结构100也可以还包括与注塑机电连接的两个行程开关107,行程开关107固定设置于定模101上,锁头3在两个行程开关107之间往返运动,通过行程开关107同样能够实现相同的功能。
42.本实施例的工作过程为:
43.首先注塑机对第一型腔及第二型腔先后进行注塑,此时,锁头3的初始位置为第二极限位置,对第二锁模杆2限位,冷却定型完成后,通过油缸打开第二动模103开模,顶出第二型腔中的产品,然后合模,对第二型腔进行注塑,注塑完成后,驱动装置4带动锁头3移动至第一极限位置,对第一锁模杆1限位,打开第一动模102开模,顶出第一型腔中的产品,然后合模,对第一型腔进行注塑,驱动装置4锁头3移动至第二极限位置,开始下一轮循环。
44.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
45.尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
46.显然,本发明的上述实施例仅仅是为清楚地说明本发明所作的举例,而并非是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明权利要求的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。