1.本发明涉及铝合金热冲压成形及热处理工艺技术领域,特别是涉及一种铝合金快速成形控性集成方法。
背景技术:
2.传统的铝合金热成形方法是对铝合金母材在热环境中进行热成形,冲压结束之后再对成形零件进行固溶处理、淬火和时效处理,以此来提高零件的强度,但是经过以上热处理工艺之后成形零件的性能、形状、尺寸随时间发生较大变化,尤其在复杂薄壁的铝合金零件成形中,较为严重的影响了最终的精度。
3.铝合金母材在制备后到冲压成为产品的过程中,会发生自然时效现象,该现象发生会使材料的强度增加,从而使冲压成形性能降低,并使随后热处理时出现软化现象。一些研究表明,铝合金母材经固溶处理后,再进行淬火处理,通过水冷或者气冷进行快速冷却,可以增加母材的抗时效稳定性并提高母材的成形性能,在完成淬火之后对母材进行冲压加工,成形后零件的硬化性能也能显著提高。
4.公开号为cn103695817a的专利文献中,公开了一种可热处理铝合金同步淬火热成形工艺。包括制备可热处理铝合金母材(非附加热处理状态毛坯)、加热保温、同步淬火成形、外形切割、时效处理。该方法旨在母材成形的同时可进行模内同步淬火处理,需保证其铝合金母材在冲压的时候处于温度较高的状态,能一定程度上提升其塑性性能,从而提高成形精度。此方法中,铝合金在固溶温度下进行处理过后,如果不尽快进行淬火处理,合金原子会在十几秒内快速析出,降低铝合金母材的成形性能,且会影响时效处理的效果,因此将铝合金母材在固溶处理后直接转移到模具中进行模内同步淬火成形,可以利用母材在固溶后和淬火前的良好塑性进行成形。但是此方法只有很短的成形时间,无法进行多道次成形;且适用面窄,只适用于2xxx系、6xxx系或7xxx系等可热处理强化铝合金母材。
5.公开号为cn107686954a的专利文献中公开了一种提高7075铝合金热冲压成形性的热处理方法。所述热处理方法包括固溶处理、冷模具成形保压淬火、水冷淬火和时效处理。本方法核心在于固溶处理和冷模具成形之间的母材的强制冷却阶段,旨在将所述母材用空冷或喷雾冷却的方式冷却至略高于最佳成形温度(约410℃),后再迅速转移到冷模具中进行成形,保证铝合金母材成形时处于最佳成形温度(约400℃)。其成形思路与cn103695817a基本一致,是对冷模具成形热板材的一种工艺改进,都是先冷模具成形,再完成淬火阶段。后续的水冷淬火至室温步骤则从整个工艺流程上看,略显多余,对成形及热处理没有实质性作用。综上,此方法只适用于7075铝合金,适用面窄;工艺流程复杂,对强制冷却阶段的冷却速率和冷却时间都有严格的要求,操作难度大,同时为保证母材在变形处于最佳成形温度,避免铝合金母材转移时热量散失过大,转移时间要求控制在3秒内,同样会有较大的操作难度,容易出现失误,提高报废率;铝合金母材在固溶处理过后,先成形再淬火,未及时淬火处理,合金原子会快速析出,影响后续时效处理效果,进而影响产品性能。
技术实现要素:
6.为解决以上技术问题,本发明提供一种铝合金快速成形控性集成方法,使铝合金较长时间保持优良成形性能,进而提高铝合金热成形零件的质量。
7.为实现上述目的,本发明提供了如下方案:
8.本发明提供一种铝合金快速成形控性集成方法,铝合金母材在制备后先进行固溶处理,固溶处理后再进行模内淬火处理,达到快速冷却的条件,提高铝合金母材的塑性和强度,之后再进行热成形,最后进行时效处理提升强度。
9.可选的,淬火处理在刚模内进行,所述刚模包括压平模上模和压平模下模;铝合金母材设置于所述压平模上模和所述压平模下模之间;所述压平模上模和所述压平模下模内均设置有冷却循环水道。
10.可选的,所述刚模还包括上模板和下模板;所述上模板设置于所述压平模上模上方,所述下模板设置于所述压平模下模下方。
11.可选的,所述刚模还包括上模座和下模座;所述上模座设置于所述上模板上方,所述下模座设置于所述下模板下方。
12.可选的,所述上模座底部设置有导套,所述下模座顶部设置有导柱,所述导柱与所述导套相匹配。
13.可选的,所述上模座顶部设置有模柄。
14.本发明相对于现有技术取得了以下技术效果:
15.本发明中的铝合金快速成形控性集成方法,针对不同牌号的铝合金母材的塑性提升,通过刚模模内设置冷却循环水道,对固溶处理后的母材进行快速冷却,达到的淬火的目的,进而提升母材塑性性能,而且可以较长时间保持母材的塑性,为后续热成形单道次甚至是多道次成形打下良好基础。本发明中的铝合金快速成形控性集成方法,使铝合金较长时间保持优良成形性能,进而提高铝合金热成形零件的质量。
附图说明
16.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
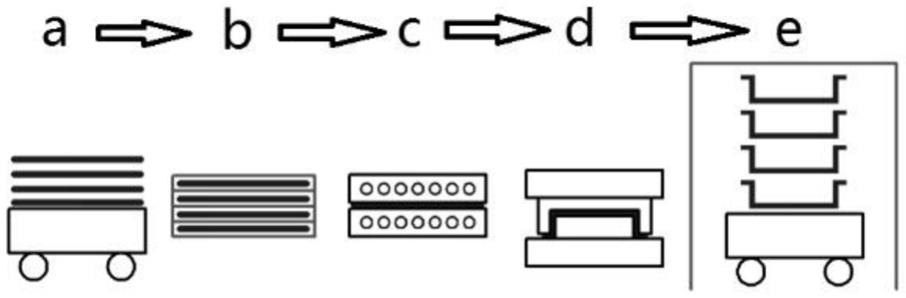
17.图1为本发明铝合金快速成形控性集成方法的工艺流程图;
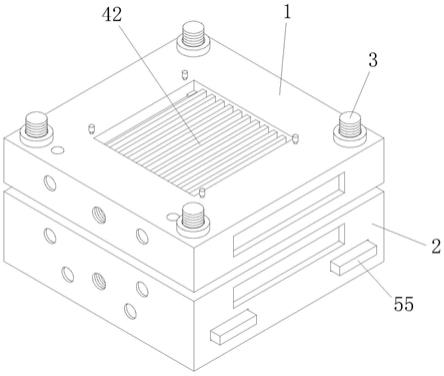
18.图2为本发明铝合金快速成形控性集成方法中刚模的结构示意图。
19.附图标记说明:1、模柄;2、上模座;3、上模板;4、压平模上模;5、上冷却循环水道;6、导套;7、坯料;8、压平模下模;9、下模板;10、下冷却循环水道;11、导柱;12、下模座。
具体实施方式
20.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
21.如图1和2所示,本实施例提供一种铝合金快速成形控性集成方法,铝合金淬火后一段时间(一般是0.5
‑
2小时)内,塑性明显增强。因此铝合金母材在制备后先进行固溶处理,固溶处理后再进行模内淬火处理,达到快速冷却的条件,提高铝合金母材的塑性和强度,之后在0.5
‑
2小时内进行冲压成形,因此为板材的单道次甚至多道次的成形延长了加工窗口时间,最后进行时效处理提升强度,最后得到具有高精度、高稳定性的铝合金构件。固溶处理后若不及时进行淬火处理,合金原子会很快析出,因此从固溶处理后到淬火的最佳时间间隔只有十几秒钟;但进行淬火处理后的板材将会在0.5
‑
2小时内保持优良的塑性,在此时间内进行冲压,效果都会比较好。先成形再淬火或是同步淬火成形只有十几秒的成形时间,铝合金母材先淬火再成形将会有至少长达0.5小时的成形时间。
22.本方法利用这个优势,可以进行多道次加工,且不会影响最后的人工时效处理效果,得出的产品性能好,工艺流程简单,适用面广,适用于所有系列牌号的铝合金母材的热成形。
23.淬火处理在刚模内进行,刚模包括上模座2、下模座12、上模板3、下模板9、压平模上模4和压平模下模8;铝合金母材设置于压平模上模4和压平模下模8之间;压平模上模4内设置有上冷却循环水,压平模下模8道内设置有下冷却循环水。上模板3设置于压平模上模4上方,下模板9设置于压平模下模8下方。上模座2设置于上模板3上方,下模座12设置于下模板9下方。上模座2底部设置有导套6,下模座12顶部设置有导柱11,导柱11与导套6相匹配。上模座2顶部设置有模柄1。在完成固溶处理之后,通过带有冷却水流道的压平刚模实现对母材的快速淬火,全过程有冷却水循环系统维持模具的低温,以达到快速冷却母材的目的。后利用母材淬火结束后较长的时效期进行冲压,可实现多道次加工;先完成母材淬火再进行成形,避免了合金原子的快速析出,母材的抗时效稳定性好,提高了后续时效处理的效果;适用于所有牌号的铝合金母材,适用面极广。
24.需要说明的是,对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内,不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
25.本说明书中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本发明的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。