1.本发明涉及包装机械设备技术领域,具体为单列条包机。
背景技术:
2.条包机是用于生产条形包装产品的包装机,广泛用于食品、医疗、农副产品等行业,其主要是由送膜装置、成型装置、热压纵封装置。热压横封装置构成。然而,现有的条包机结构不紧凑、体积较大、制造成本较高。
技术实现要素:
3.本发明的目的是克服上述现有技术的缺点,提供一种可提供工作效率,适用性高的单列条包机。
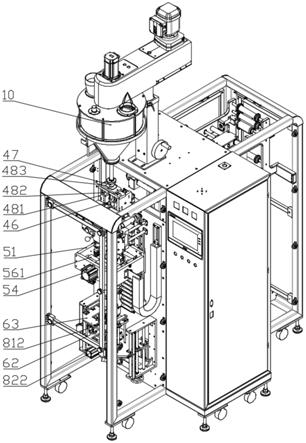
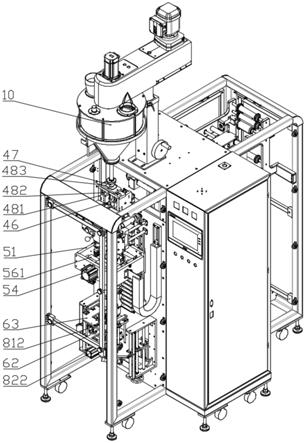
4.本发明是通过以下技术方案来实现的:单列条包机,包括机架、放卷打码机构、阻尼检测机构、上料机构、纵封成型机构、横封机构、圆角切刀机构,所述阻尼检测机构设置在所述机架的中部,所述放卷打码机构设置在所述机架的一侧,所述纵封成型机构、横封机构、圆角切刀机构按工序从上到下分别设置在所述机架的另一侧,所述上料机构设置在所述机架的顶部,并位于所述纵封成型机构的上方。
5.进一步地:所述放卷打码机构包括上底座、下底座、放卷辊、定位夹、放卷电机、导膜辊,所述上底座设置在所述下底座的上方,所述放卷辊和定位夹分别设置在所述下底座上,所述放卷电机的输出端和所述放卷辊连接,所述上底座和下底座上分别设置有多个所述导膜辊,所述上底座上设置有打码器。
6.进一步地:所述阻尼检测机构包括阻尼架、张紧辊、色标检测器,所述阻尼架上设置有多个所述张紧辊,所述色标检测机器设置在所述阻尼架上。
7.进一步地:所述纵封成型机构包括支撑座、成型件、纵封件、纵封气缸、成型圈、成型块、下料管,所述成型件和纵封气缸分别设置在所述支撑座上,所述纵封气缸的输出端连接有驱动板,所述驱动板的两端分别设置有支撑杆,所述支撑杆的一端活动贯穿所述支撑座,并连接有支撑板,所述纵封件设置在所述支撑板上,所述成型圈设置在所述成型件上端,所述成型块设置在所述成型圈的上方,所述下料管设置在抖动结构设上,且所述下料管位于所述成型块内并伸进所述成型圈中。
8.进一步地:所述抖动结构包括安装架、抖动气缸、抖动板,所述下料管设置在所述抖动板上,所述抖动板的两端分别和所述抖动气缸的输出端连接,所述抖动气缸设置在所述安装架上,所述安装架上设置有导入辊。
9.进一步地:所述成型件的下端设置有纵封易撕口切口机构,所述纵封易撕口切口机构包括纵封易撕口气缸、纵封易撕口刀座、纵封易撕口切刀,所述纵封易撕口气缸通过安装板和所述成型件下端的侧壁连接,所述纵封易撕口气缸的输出端和所述纵封易撕口刀座连接,所述纵封易撕口切刀设置在所述纵封易撕口刀座上。
10.进一步地:所述横封机构包括升降架、升降电机、丝杆、螺母、横封气缸、横封定刀、
横封动刀、导向杆、主动齿轮、从动齿轮、齿条,所述升降架通过滑轨和滑块设置在所述机架上,所述螺母通过螺母座和所述升降架固定连接,所述螺母套装在所述丝杆上,所述升降电机的和所述丝杆连接,所述升降架上设置两条相互对称的所述齿条,两条所述齿条之间连接有定刀座,所述横封定刀设置在所述定刀座上,所述横封动刀设置在动刀座上,且所述横封动刀和所述横封定刀相对应,所述动刀座和所述横封气缸连接,所述定刀座和所述升降架之间连接有所述导向杆,且所述动刀座活动套装在所述导向杆上,所述齿条啮合有从动齿轮,所述动刀座上设置有主动齿轮,所述从动齿轮和主动齿轮相互啮合。
11.进一步地:所述圆角切刀机构包括连接架、第一安装座、第二安装座、横封易撕口切刀组件、圆角切断组件,所述连接架和所述机架连接,所述连接架上设置有第一导杆、第一螺杆、第一刻度尺,所述第一安装座活动套装在所述第一导杆上,且所述第一安装座通过第一螺帽套装在所述第一螺杆上,所述第一螺杆上设置有第一手轮,所述第一刻度尺沿所述第一导杆的长度方向设置,所述圆角切断组件设置在所述第一安装座上,所述第一安装座上设置有第二导杆、第二螺杆、第二刻度尺,所述第二安装座活动套装在所述第二导杆上,且所述第二安装座通过第二螺帽套装在所述第二螺杆上,所述第二螺杆上设置有第二手轮,所述第二刻度尺沿所述第二导杆的长度方向设置,所述横封易撕口切刀组件设置在所述第二安装座上,且所述横封易撕口切刀组件位于所述圆角切断组件的正上方。
12.进一步地:所述圆角切断组件上设置有空包检测器,所述圆角切断组件底部设置有剔除机构,所述剔除机构包括两个相互对称设置的安装件,其中一个所述安装件上设置有剔除气缸,两个安装件之间连接有推杆,所述推杆上设置有剔除板,所述剔除气缸通过驱动杆和所述推杆连接。
13.进一步地:所述横封易撕口切刀组件包括导向槽、横封易撕口气缸、横封易撕口定刀、横封易撕口动刀,所述横封易撕口定刀通过定刀固定座设置在所述第二安装座上,所述横封易撕口动刀通过动刀固定座和所述横封易撕口易撕口气缸的输出端连接,所述导向槽位于所述横封易撕口定刀和横封易撕口动刀的上方,所述圆角切断组件包括导料槽、切断气缸、切断动刀、切断定刀,所述切断定刀通过定刀连接座设置在所述第一安装座上,所述切断动刀通过动刀连接座和所述切断气缸的输出端连接,所述导料槽位于所述位于所述切断定刀和切断动刀的上方,并对准所述导向槽。
14.本发明的有效果:
15.1.与现有技术相比,通过将放卷打码机构设置在机架的一侧,将阻尼检测机构设置在机架的中部,将纵封成型机构、横封机构、圆角切刀机构按工序从上到下设置在机架的另一侧,将上料机构设置在机架的顶部并位于纵封成型机构的上方,可实现自动化生产包装,且结构紧凑、、制造成本低、占地面积较小。
16.2.通过将圆角切断组件设置在第一安装座上,第一安装座通过第一螺杆驱动升降,将横封易撕口切刀组件设置在第二安装座上,第二安装座通过第二螺杆驱动升降,从而实现对圆角切断组件和横封易撕口切刀组件的高度调节,提高本发明的适用性。
17.3.通过在圆角切断组件设置空包检测器,在圆角切断组件的底部设置剔除机构,通过空包检测器和剔除机构相互配合将空的包装袋剔除,可提高生产的合格率。
附图说明
18.图1为本发明的结构示意图一;
19.图2为本发明的结构示意图二;
20.图3为本发明(去掉机架)的结构示意图一;
21.图4为本发明(去掉机架)的结构示意图二;
22.图5为本发明放卷打码机构的结构示意图;
23.图6为本发明纵封成型机构的结构示意图一;
24.图7为本发明纵封成型机构的结构示意图二;
25.图8为本发明横封机构的结构示意图一;
26.图9为本发明横封机构的结构示意图二;
27.图10为本发明横封机构的结构示意图三;
28.图11为本发明圆角切刀机构的示意图一;
29.图12为本发明圆角切刀机构的示意图二;
30.图13为本发明圆角切刀机构的示意图三;
31.图14为本发明包装袋结构示意图。
32.附图标记说明:1
‑
机架,21
‑
上底座,22
‑
下底座,23
‑
放卷辊,24
‑
定位夹,25
‑
放卷电机,26
‑
导膜辊,27
‑
打码器,31
‑
阻尼架,32
‑
张紧辊,33
‑
色标检测器,41
‑
支撑座,42
‑
成型件,43
‑
纵封件,44
‑
纵封气缸,441
‑
驱动板,442
‑
支撑杆,443
‑
支撑板,45
‑
成型圈,46
‑
成型块,47
‑
下料管,481
‑
安装架,482
‑
抖动气缸,483
‑
抖动板,484
‑
导入辊,491
‑
纵封易撕口气缸,492
‑
纵封易撕口刀座,493
‑
纵封易撕口切刀,51
‑
升降架,52
‑
升降电机,53
‑
丝杆,54
‑
横封气缸,55
‑
横封定刀,551
‑
定刀座,56
‑
横封动刀,561
‑
动刀座,57
‑
导向杆,581
‑
主动齿轮,582
‑
从动齿轮,583
‑
齿条,591
‑
滑轨,592
‑
滑块,61
‑
连接架,62
‑
第一安装座,63
‑
第二安装座,641
‑
第一导杆,642
‑
第一螺杆,643
‑
第一刻度尺,644
‑
第一手轮,651
‑
第二导杆,652
‑
第二螺杆,653
‑
第二刻度尺,654
‑
第二手轮,71
‑
安装件,72
‑
剔除气缸,73
‑
推杆,74
‑
剔除板,75
‑
驱动杆,811
‑
导向槽,812
‑
横封易撕口气缸,813
‑
横封易撕口定刀,814
‑
横封易撕口动刀,815
‑
动刀固定座,821
‑
导料槽,822
‑
切断气缸,91
‑
包装膜,92
‑
包装袋,93
‑
纵封线,94
‑
横封线,10
‑
上料机构。
具体实施方式
33.图1至图13为本发明提供的单列条包机实施例结构示意图包括机架1、放卷打码机构、阻尼检测机构、上料机构10、纵封成型机构、横封机构、圆角切刀机构,阻尼检测机构设置在机架1的中部,放卷打码机构设置在机架1的一侧,纵封成型机构、横封机构、圆角切刀机构按工序从上到下分别设置在机架1的另一侧,上料机构10设置在机架1的顶部,并位于纵封成型机构的上方。
34.工作时,将包装膜91套入放卷打码机构,包装膜91经放卷打码机构导向打码后进入阻尼检测机构,阻尼检测机构对包装膜91进行张紧并对包装膜91进行色标检测,然后包装膜91进入纵封成型机构导向成为包装袋92形状并对其进行纵封,上料机构10将计量好的物料送入包装袋92,然后包装袋92经横封机构横封,经圆角切刀机构切断,最后成为包装成品。
35.放卷打码机构包括上底座21、下底座22、放卷辊23、定位夹24、放卷电机25、导膜辊26,上底座21设置在下底座22的上方,放卷辊23和定位夹24分别设置在下底座22上,放卷电机25的输出端和放卷辊23连接,上底座21和下底座22上分别设置有多个导膜辊26,上底座21上设置有打码器27。
36.参照图5,进行包装膜91放卷时,将包装膜91套入放卷辊23中并锁紧,包装膜91经定位夹24夹紧定位和经多个导膜辊26的导向依次从下底座22进入上底座21然后进入阻尼检测机构,当包装膜91经过上底座21的打码器27时,打码器27对包装膜91进行打码。
37.阻尼检测机构包括阻尼架31、张紧辊32、色标检测器33,阻尼架31上设置有多个张紧辊32,色标检测机器设置在阻尼架31上。
38.包装膜91进入到阻尼检测机构时,张紧辊32对包装膜91进行张紧,同时色标检测器33对包装膜91进行检测。
39.纵封成型机构包括支撑座41、成型件42、纵封件43、纵封气缸44、成型圈45、成型块46、下料管47,成型件42和纵封气缸44分别设置在支撑座41上,纵封气缸44的输出端连接有驱动板441,驱动板441的两端分别设置有支撑杆442,支撑杆442的一端活动贯穿支撑座41,并连接有支撑板443,纵封件43设置在支撑板443上,成型圈45设置在成型件42上端,成型块46设置在成型圈45的上方,下料管47设置在抖动结构设上,且下料管47位于成型块46内并伸进成型圈45中。
40.抖动结构包括安装架481、抖动气缸482、抖动板483,下料管47设置在抖动板483上,抖动板483的两端分别和抖动气缸482的输出端连接,抖动气缸482设置在安装架481上,安装架481上设置有导入辊484。
41.成型件42的下端设置有纵封易撕口切口机构,纵封易撕口切口机构包括纵封易撕口气缸491、纵封易撕口刀座492、纵封易撕口切刀493,纵封易撕口气缸491通过安装板和成型件42下端的侧壁连接,纵封易撕口气缸491的输出端和纵封易撕口刀座492连接,纵封易撕口切刀493设置在纵封易撕口刀座492上。
42.横封机构包括升降架51、升降电机52、丝杆53、螺母、横封气缸54、横封定刀55、横封动刀56、导向杆57、主动齿轮581、从动齿轮582、齿条583,升降架51通过滑轨591和滑块592设置在机架1上,螺母通过螺母座和升降架51固定连接,螺母套装在丝杆53上,升降电机52的和丝杆53连接,升降架51上设置两条相互对称的齿条583,两条齿条583之间连接有定刀座551,横封定刀55设置在定刀座551上,横封动刀56设置在动刀座561上,且横封动刀56和横封定刀55相对应,动刀座561和横封气缸54连接,定刀座551和升降架51之间连接有导向杆57,且动刀座561活动套装在导向杆57上,齿条583啮合有从动齿轮582,动刀座561上设置有主动齿轮581,从动齿轮582和主动齿轮581相互啮合。
43.包装膜91经张紧辊32导向依次进入导入辊484、成型块46、成型圈45、成型件42,包装膜91在成型块46中被导向成包装袋92形状,然后通过成型圈45限位后进入成型件42,纵封气缸44带动驱动板441驱动支撑板443上的纵封件43往靠近成型件42的方向移动直至包装膜91纵向的两侧相贴合并进行热封,横封气缸54驱动动刀座561带动横封动刀56移动使横封动刀56和横封定刀55分开,然后升降电机52驱动丝杆53旋转,丝杆53旋转驱动螺母带动升降架51上的横封定刀55和横封动刀56上升,然后横封气缸54驱动动刀座561带动横封动刀56移动使横封动刀56和横封定刀55相合上对包装袋92进行第一次横封,同时上料机构
10将物料送入下料管47,再经下料管47进入包装袋92中,物料装袋完毕后,升降电机52驱动丝杆53和螺母带动升降架51下降的同时,横封动刀56和横封定刀55夹住包装袋92往下拉,包装袋92下拉到位后,横封气缸54驱动动刀座561带动横封动刀56移动松开包装袋92,然后再驱动升降架51带动横封动刀56和横封定刀55上升并使横封动刀56和横封定刀55合上对包装袋92进行第二次横封,如此往复。
44.包装袋92经过纵封易撕口切口机构时,纵封易撕口气缸491驱动纵封易撕口刀座492带动纵封易撕口切刀493对包装袋92的纵封线93进行易撕口切割(如图14所示)。
45.横封气缸54驱动动刀座561带动横封动刀56移动的过程中,动刀座561带动主动齿轮581驱动从动齿轮582在齿条583上往复运动,通过主动齿轮581、从动齿轮582和齿条583,可是横封动刀56移动平稳。
46.下料管47下料时,抖动气缸482驱动抖动板483带动下料管47抖动,从而加快下料的速度。
47.圆角切刀机构包括连接架61、第一安装座62、第二安装座63、横封易撕口切刀组件、圆角切断组件,连接架61和机架1连接,连接架61上设置有第一导杆641、第一螺杆642、第一刻度尺643,第一安装座62活动套装在第一导杆641上,且第一安装座62通过第一螺帽套装在第一螺杆642上,第一螺杆642上设置有第一手轮644,第一刻度尺643沿所述第一导杆641的长度方向设置,圆角切断组件设置在第一安装座62上,第一安装座62上设置有第二导杆651、第二螺杆652、第二刻度尺653,第二安装座63活动套装在第二导杆651上,且第二安装座63通过第二螺帽套装在第二螺杆652上,第二螺杆652上设置有第二手轮654,第二刻度尺653沿第二导杆651的长度方向设置,横封易撕口切刀组件设置在第二安装座63上,且横封易撕口切刀组件位于圆角切断组件的正上方。
48.生产前,可依据生产需求分别对圆角切断组件和横封易撕口切刀组件的高度进行调节,对圆角切断组件的高度进行调节时,旋转第一手轮644带动第一螺杆642和第一螺帽互相配合驱动第一安装座62带动圆角切断组件升降,通过第一刻度尺643读取圆角切断组件的升降高度;对横封易撕口切刀组件的高度进行调节时,旋转第二手轮654带动第二螺杆652和第二螺帽相互配合驱动第二安装座63带动横封易撕口切刀组件升降,通过第二刻度尺653读取横封易撕口切刀组件的升降高度。
49.圆角切断组件上设置有空包检测器,圆角切断组件底部设置有剔除机构,剔除机构包括两个相互对称设置的安装件71,其中一个安装件71上设置有剔除气缸72,两个安装件71之间连接有推杆73,推杆73上设置有剔除板74,剔除气缸72通过驱动杆75和所述推杆73连接。
50.横封易撕口切刀组件包括导向槽811、横封易撕口气缸812、横封易撕口定刀813、横封易撕口动刀814,横封易撕口定刀813通过定刀固定座设置在第二安装座63上,横封易撕口动刀814通过动刀固定座815和横封易撕口易撕口气缸的输出端连接,导向槽811位于横封易撕口定刀813和横封易撕口动刀814的上方,圆角切断组件包括导料槽821、切断气缸822、切断动刀、切断定刀,切断定刀通过定刀连接座设置在第一安装座62上,切断动刀通过动刀连接座和切断气缸822的输出端连接,导料槽821位于位于切断定刀和切断动刀的上方,并对准导向槽811。
51.当横封机构将包装袋92下拉至导向槽811,包装袋92沿导向槽811进入横封易撕口
定刀813和横封易撕口动刀814之间,横封易撕口气缸812驱动动刀座561带动横封易撕口动刀814往靠近横封易撕口定刀813的方向移动,横封易撕口动刀814和横封易撕口定刀813相互配合对包装袋92的横封线94进行易撕口切割(如图14所示)。
52.当对包装袋92的横封线的易撕口切割完毕后,包装袋92进入导料槽821并沿着导料槽821进入切断定刀和切断动刀之间,切断气缸822驱动动刀连接座带动切断动刀往靠近切断定刀的方向移动,切断动刀和切断定刀相互配合将包装袋92切断。
53.空包检测器设置在导料槽821上,当包装袋92进入导料槽821,空包检测器对包装袋92进行检测,若检测到该包装袋92为空的,则启动剔除气缸72带动驱动杆75驱动推杆73带动剔除板74转动,通过剔除板74经空的包装袋92拨走。
54.上列详细说明是针对本发明可行实施例的具体说明,该实施例并非用以限制本发明的专利范围,凡未脱离本发明所为的等效实施或变更,均应包含于本案的专利范围中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。