1.本技术涉及机械加工技术领域,特别涉及一种双向联动的空心管材工装夹具。
背景技术:
2.在机械加工中常用车床对空心管材零件进行加工,例如不锈钢卷制的套筒。常规车床夹具(例如车床自身固有的三爪卡盘等常用夹具)对套筒零件的夹持力度难以控制,常发生夹持过紧变形,或者夹不紧从而导致危险,较长的套筒因其重心位置偏远更不易保持夹紧,还需要在另一端加设支撑夹具,导致两端加工不能一次完成,零件最终精加工尺寸达不到要求。进一步地,由于套筒的尺寸各种各样,如图1,套筒长度l、直径d根据需要变动,若为每个规格的套筒设计配套的夹具工装,工装数量太多,浪费资源。因此设计一个专用工装夹具,适于不同规格参数的套筒零件或者有类似装夹需求。
技术实现要素:
3.本技术的目的在于提供一种双向联动的空心管材工装夹具,实现不同尺寸、结构的套筒零件的夹紧和稳固,保证零件装夹的精度。本实用新型还可以装夹两端非对称的套筒零件。
4.本技术公开了一种双向联动的空心管材工装夹具,包括:第一卡盘、第二卡盘、托架以及调节杆;
5.所述第一卡盘和所述第二卡盘分别包括多个可径向移动的支撑部件,所述调节杆配置为使得所述第一卡盘和所述第二卡盘上的支撑部件同时外扩或收缩,以用于径向支撑空心管材的内壁。
6.在一个优选例中,所述第一卡盘与左轴连接,所述左轴外壁上连接有左移动控件,所述左移动控件通过连杆连接至设置于第一卡盘的径向导槽内的支撑部件,当所述左轴与所述左移动控件发生相对移动时,所述左移动控件带动所述支撑部件在所述第一卡盘的径向导槽内移动;
7.所述第二卡盘与右轴连接,所述右轴的外壁连接有右移动控件,所述右移动控件通过连杆连接至设置于第二卡盘的径向导槽内的支撑部件,当所述右轴与所述右移动控件发生相对移动时,所述右移动控件带动所述支撑部件在所述第二卡盘的径向导槽内移动。
8.优选地,所述连杆与所述支撑部件均通过销连接。
9.在一个优选例中,所述左移动控件和所述右移动控件是类螺母结构。
10.在一个优选例中,所述左轴与所述左移动控件的螺纹形成螺纹配合a,所述右轴与所述右移动控件的螺纹形成螺纹配合b,所述螺纹配合a和螺纹配合b的旋向相反。
11.在一个优选例中,当所述调节杆插入所述夹具时,所述调节杆第一端与所述左轴花键连接,所述调节杆与右轴配合处也以花键连接。
12.在一个优选例中,所述支撑部件具有长条形槽部,移动部可拆卸地配合至长条形槽部中,所述移动部在径向方向上位置可调。
13.在一个优选例中,所述支撑部件的长条形槽部与所述移动部通过螺栓螺纹连接。
14.在一个优选例中,所述支撑部件为滑块。
15.在一个优选例中,所述第一卡盘的第一端具有凸台,用于与车床卡爪连接。
16.在一个优选例中,所述第二卡盘的第二端与所述托架通过托架轴承连接。
17.根据本技术的双向联动的空心管材工装夹具至少具有以下有益效果:
18.1.夹紧可靠:卡盘上具有多个滑块,多方位固定工件,满足零件的夹紧要求;
19.2、同步性高:两侧卡盘上多个卡爪在调节杆的调节下,能够实现同步变径,对工件完成一次性装夹,效率和精准度高。
20.3、根据零件尺寸、结构,调整滑块数量,从而调节夹具的使用,适用于不同尺寸的套筒零件,无需单独开模制作工装夹具;
21.4、实现非对称性套筒零件的装夹。
附图说明
22.图1是根据本技术第一实施方式的待加工套筒零件示意图
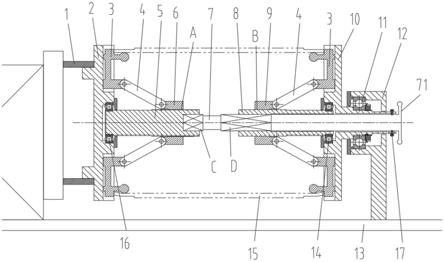
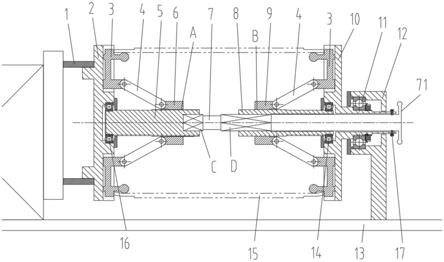
23.图2是根据本技术的双向联动的空心管材工装夹具的示意图
24.图3是根据本技术的双向联动的空心管材工装夹具的示意图
25.图4是根据本技术第二实施方式的待加工套筒零件示意图
26.图5
‑
a是根据本技术第一实施方式的滑块的示意图
27.图5
‑
b是根据本技术第二实施方式的滑块的示意图
28.图6是根据本技术第二实施方式的滑块的示意图
29.图7是根据本技术的第二实施方式的双向联动的空心管材工装夹具的示意图
30.附图标记说明:
[0031]1‑
车床卡爪
[0032]2‑
左卡盘
[0033]3‑
滑块
[0034]
31
‑
移动部
[0035]
32
‑
螺栓
[0036]4‑
连杆
[0037]5‑
左轴
[0038]6‑
左螺母
[0039]7‑
调节杆
[0040]8‑
右轴
[0041]9‑
右螺母
[0042]
10
‑
右卡盘
[0043]
11
‑
托架轴承
[0044]
12
‑
托架
[0045]
13
‑
车床导轨
[0046]
14
‑
右轴承
[0047]
15
‑
套筒
[0048]
16
‑
左轴承
[0049]
17
‑
锁定装置
具体实施方式
[0050]
在以下的叙述中,为了使读者更好地理解本技术而提出了许多技术细节。但是,本领域的普通技术人员可以理解,即使没有这些技术细节和基于以下各实施方式的种种变化和修改,也可以实现本技术所要求保护的技术方案。
[0051]
如本文所用,术语“本实用新型的一种双向联动的空心管材工装夹具”、“本实用新型的工装夹具”、“工装夹具”、“夹具”可互换使用,指本实用新型所述的工装夹具。
[0052]
下面概要说明本技术实施方式的部分创新点:
[0053]
如图2至图3所示,附图标记2
‑
16(除13和15)组成本实用新型的双向联动的空心管材工装夹具。根据本技术的双向联动的空心管材工装夹具包括左卡盘2(即第一卡盘)、右卡盘10(即第二卡盘)以及托架12、调节杆7。左卡盘2的左侧(即第一侧)具有凸台,用于被车床卡爪夹紧;左卡盘2的右侧(即第二侧)端面上开设有多个径向导槽(导槽数目n取值范围:6≤n≤12),滑块3安装在导槽内,能够自由沿导槽径向滑动。滑块3的端部设有连接孔,用于与连杆4的第一端进行销连接,连杆4的第二端和左螺母6连接,连杆4的第一端、第二端都可以绕其转轴转动。左轴5的左端(即第一端)通过左轴承16和左卡盘2配合;左轴5靠近右端(即第二端)附近的外圆周壁上设有外螺纹结构,左螺母6的内圆设有内螺纹,左轴5和左螺母6的螺纹形成螺纹配合a。
[0054]
同样的,在右卡盘10(即第二卡盘)的左侧(即第一侧)端面上开设有径向导槽(数目和尺寸与左卡盘2上的径向导槽一致),滑块3安装在导槽内,能够自由沿导槽径向滑动。滑块3的端部设有连接孔,用于连接连杆4的第二端,连杆4的第一端和右螺母9连接,连杆4的第一端、第二端都可以绕其转轴转动。右轴8的右端(即第二端)通过右轴承14和右卡盘配合;右轴8靠近左端(即第一端)附近的外圆周壁上设有外螺纹结构,右螺母9的内圆设有内螺纹,右轴8和右螺母9的螺纹形成螺纹配合b;螺纹配合a和螺纹配合b的旋向相反。
[0055]
右卡盘10的右侧(即第二侧)具有凸台结构,凸台上安装有托架轴承11,托架轴承11的外圈连接配合托架12,托架12的底部安装在车床导轨13上,并且可以沿着车床导轨13水平移动和固定。调节杆7穿过托架12和右轴8中空的内部空腔。调节杆7的左端(即第一端)设置有六边形或方形的花键结构,和左轴5的右端的花键相应的槽形成配合c;调节杆7与右轴8配合的区域附近设置有六边形或方形的花键结构,和右轴8的内圈的花键相应的槽形成配合d。调节杆7的右端设有手柄71。
[0056]
在另一实施例中,本技术可用于加工例如图4所示的套筒的两端非对称的空心管材。如图5
‑
a至5
‑
b、图6所示,对滑块3进行改型。改型后的滑块3具有螺纹孔,可拆卸的移动部31具有长条形槽部,使得移动部31通过螺栓32配合至滑块3,并且在竖直方向上位置可调,该改型滑块3可以支撑内径不同的空心管材。
[0057]
为使本技术的目的、技术方案和优点更加清楚,下面将结合附图对本技术的实施方式作进一步地详细描述。
[0058]
实施例1
[0059]
使用本技术的双向联动的空心管材工装夹具加工如图1所示的两端呈对称的套
筒。在套筒两端的外圆直径为d,套筒长度为l,需进一步机械精加工段长度为m,套筒内孔尺寸d,套筒壁厚δ。一般地,d=200~500mm,l=80~1800mm,m=10~15mm,壁厚δ=2~3mm。如图2,使用时,操作者将调节杆7从工装夹具抽出,向右调节托架12,使托架12沿着车床导轨13向右运行一定距离,使得能够将套筒15顺利放置入工装夹具上。套筒安装至工装夹具上后,向左回调托架12的位置进行初步定位,使套筒15的左端面和左卡盘2上的滑块3对齐,套筒15的右端面和右卡盘10上的滑块3对齐。固定托架12在车床导轨13上的位置,完成套筒15的轴向装夹。然后,把调节杆7穿过托架12和右轴8,插入左轴5的右端花键槽内,旋转手柄7
‑
1,通过花键结构的配合c以及配合d,使得左轴5和右轴8同时转动。左轴5和右轴8上的螺纹配合a和b同时带动左螺母6和右螺母9进行运动。左螺母6和右螺母9的运动为同时相向运动(即相互靠近),或同时逆向运动(即互相远离)。运动过程如下:当左螺母6向左运动时,连杆4收缩,在连杆4作用下,带动左卡盘2上的滑块3沿径向向外侧运动,支撑起套筒15的左侧内壁;与此同时,右轴8正在向右运动时,连杆4收缩,在连杆4作用下,带动右卡盘10上的滑块3沿径向向外侧运动,支撑起套筒15的右侧内壁,完成套筒15的两端径向装夹。通过锁定装置17,使调节杆7与右卡盘10完成位移锁定,达到固定调节杆7的目的,使调节杆7相对右卡盘10静止,启动车床,在车床卡爪1的带动下,左卡盘2进行旋转,通过调节杆7传递扭矩,到右卡盘10,进行同步旋转,就可以进行车削加工。
[0060]
完成车削加工后,打开锁定装置17,解锁调节杆7的固定,反向旋转手柄7
‑
1,两侧的滑块3向内侧运动,松开了套筒15的径向装夹,再抽出调节杆7,调节托架12向右移动,松开了套筒15的轴向装夹,最后取下零件套筒15,完成一次加工。
[0061]
实施例2
[0062]
若被加工件的两端呈非对称性,即内径大小不一致,,则可以使用根据本实用新型进行改型的滑块3,改型后的工件夹具可以满足此类零件的装夹。
[0063]
使用本技术的双向联动的空心管材工装夹具加工如图4所示的两端部对称的套筒。套筒两端内径分别为d1和d2。保持原有结构不变,对滑块结构进行改型设计,将滑块设计成可调节结构,滑块改型前后对比如图5
‑
a、5
‑
b:改型后的滑块3具有螺纹孔,可拆卸的移动部31具有长条形槽部,使得移动部31通过螺栓32配合至滑块3,并且在径向方向上位置可调。
[0064]
计d1与d2之差为δ。调节左卡盘2上和右卡盘10的滑块3上的移动部31,使得在径向方向上,左右两个卡盘的滑块位移之差为0.5δ,以满足夹紧需求,完成夹的调整示意图7。
[0065]
操作者将调节杆7从工装夹具抽出,向右调节托架12,使托架12沿着车床导轨13向右运行一定距离,使得能够将套筒15顺利放置入工装夹具上,根据零件尺寸,调节移动部31在滑块3上的位移差为0.5δ,并通过螺栓32完成紧固。套筒安装至工装夹具上后,向左回调托架12的位置进行初步定位,使套筒15的左端面和左卡盘2上的滑块3对齐,套筒15的右端面和右卡盘10上的滑块3对齐。固定托架12在车床导轨13上的位置,完成套筒15的轴向装夹。然后,把调节杆7穿过托架12和右轴8,插入左轴5的右端花键槽内,旋转手柄7
‑
1,通过花键结构的配合c以及配合d,使得左轴5和右轴8同时转动。左轴5和右轴8上的螺纹配合a和b同时带动左螺母6和右螺母9进行运动。左螺母6和右螺母9的运动为同时相向运动(即相互靠近),或同时逆向运动(即互相远离)。运动过程如下:当左螺母6向左运动时,连杆4收缩,
在连杆4作用下,带动左卡盘2上的滑块3沿径向向外侧运动,支撑起套筒15的左侧内壁;与此同时,右轴8正在向右运动时,连杆4收缩,在连杆4作用下,带动右卡盘10上的滑块3沿径向向外侧运动,支撑起套筒15的右侧内壁,完成套筒15的两端径向装夹。通过锁定装置17,使调节杆7与右卡盘10完成位移锁定,达到固定调节杆7的目的,使调节杆7相对右卡盘10静止,启动车床,在车床卡爪1的带动下,左卡盘2进行旋转,通过调节杆7传递扭矩,到右卡盘10,进行同步旋转,就可以进行车削加工。
[0066]
完成车削加工后,打开锁定装置17,解锁调节杆7的固定,反向旋转手柄7
‑
1,两侧的滑块3向内侧运动,松开了套筒15的径向装夹,再抽出调节杆7,调节托架12向右移动,松开了套筒15的轴向装夹,最后取下零件套筒15,完成一次加工。
[0067]
需要说明的是,在本专利的申请文件中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个”限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。本专利的申请文件中,如果提到根据某要素执行某行为,则是指至少根据该要素执行该行为的意思,其中包括了两种情况:仅根据该要素执行该行为、和根据该要素和其它要素执行该行为。多个、多次、多种等表达包括2个、2次、2种以及2个以上、2次以上、2种以上。
[0068]
本说明书包括本文所描述的各种实施例的组合。对“一个实施例”或特定实施例等的单独提及不一定是指相同的实施例;然而,除非指示为是互斥的或者本领域技术人员很清楚是互斥的,否则这些实施例并不互斥。应当注意的是,除非上下文另外明确指示或者要求,否则在本说明书中以非排他性的意义使用“或者”一词。
[0069]
在本技术提及的所有文献都被认为是整体性地包括在本技术的公开内容中,以便在必要时可以作为修改的依据。此外应理解,在阅读了本技术的上述公开内容之后,本领域技术人员可以对本技术作各种改动或修改,这些等价形式同样落于本技术所要求保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。