:
1.本实用新型涉及线材产品技术领域,特指一种线材外模防偏心结构。
背景技术:
2.线材加工工序中,外模成型偏芯是非常常见且较难改善的问题,由产品外模模型较长,或是线材较柔软导致整体钢性不够,或是产品有时未装配铁壳,或是胶料流动性不佳等诸多原因引起,加之本身外模初始的注塑压力大,导致在外模模腔悬空的内模被冲到了一边偏离中心,偏芯会引起外模双边肉厚不均,进而导致外模局部鼓包或内模直接露出外模的严重外观问题。
3.为解决上述外模成型偏芯的问题,目前通用的做法是:在外模模具的双面加顶针,顶住内膜,防止成型的外模向任意一边偏芯。但是这种方法会在外模上留下显眼的针孔,对外观影响较大,导致客户大多不会同意;另外,其采用三次成型注塑成型,造成浪费人工、材料、模具费用的问题;同时三次成型会进一步限制内模内部的零件和加工尺寸,导致加工难度上升;再者,三次成型有严格结构限制,因是三次成型,在外模厚度一定的情况下(各协会有定义最大值),线材与sr模需要留有胶厚、sr模与外模之间也需要留有成型空间,如此就限制了线材的直径大小,局限性很强。
4.有鉴于此,本发明人提出以下技术方案。
技术实现要素:
5.本实用新型的目的在于克服现有技术的不足,提供一种线材外模防偏心结构。
6.为了解决上述技术问题,本实用新型采用了下述技术方案:该线材外模防偏心结构包括一体注塑成型于线材与连接器之间的内模以及通过注塑成型的方式固定于该内模外围的外模,所述内模外表面成型有用于防止外模在注塑成型时偏心的锥形结构,该外模覆盖该锥形结构。
7.进一步而言,上述技术方案中,所述锥形结构包括有若干一体成型于内模上端平面的第一锥形体和若干一体成型于内模下端平面的第二锥形体,所述外模覆盖该第一锥形体和第二锥形体。
8.进一步而言,上述技术方案中,所述第一锥形体和/或第二锥形体为圆锥。
9.进一步而言,上述技术方案中,所述第一锥形体和/或第二锥形体为多边形锥。
10.进一步而言,上述技术方案中,所述第一锥形体上端与外模上端平面之间的间距为0
‑
0.5mm;所述第二锥形体上端与外模下端平面之间的间距为0
‑
0.5mm。
11.进一步而言,上述技术方案中,所述外模后端还一体成型有sr模,该外模及sr模通过同一次注塑成型一体固定于该内模外围,且该sr模还包覆线材外表面。
12.进一步而言,上述技术方案中,所述第一锥形体的数量为两个,其成型于内模上端平面靠近sr模的一侧;所述第二锥形体的数量为两个,其成型于内模下端平面靠近sr模的一侧。
13.采用上述技术方案后,本实用新型与现有技术相比较具有如下有益效果:本实用新型于内模外表面成型有锥形结构,以致在后期注塑成型外模时,锥形结构会支撑内膜防止其偏芯,抵抗住注塑压力,保证外模不会相对内模偏心;同时注塑的高温融化或融合了锥形结构的尖部,外模不会留有痕迹,且外模还能覆盖锥形结构的其它部分,保证整体结构的稳定性,且由于无需使用顶针定位,不仅可使模具变得更加简单,成本更低,且制成的产品无顶针孔,外观更好看。
附图说明:
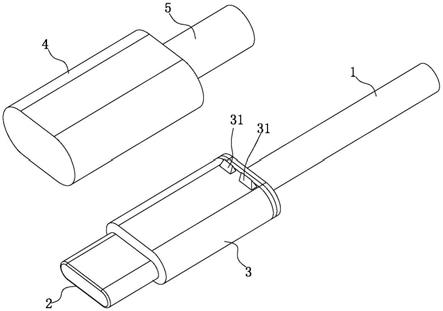
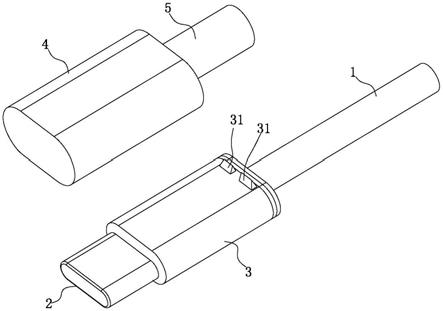
14.图1是本实用新型的立体图;
15.图2是本实用新型的立体分解图;
16.图3是本实用新型中内模的主视图;
17.图4是本实用新型中内模另一种机构的主视图。
具体实施方式:
18.下面结合具体实施例和附图对本实用新型进一步说明。
19.见图1
‑
4所示,为一种线材外模防偏心结构,其包括一体注塑成型于线材1与连接器2之间的内模3以及通过注塑成型的方式固定于该内模3外围的外模4,所述内模3外表面成型有用于防止外模4在注塑成型时偏心的锥形结构,该外模4覆盖该锥形结构。本实用新型于内模3外表面成型有锥形结构,以致在后期注塑成型外模4时,锥形结构会支撑内膜防止其偏芯,抵抗住注塑压力,保证外模不会相对内模偏心;同时注塑的高温融化或融合了锥形结构的尖部,外模不会留有痕迹,且外模还能覆盖锥形结构的其它部分,保证整体结构的稳定性,且由于无需使用顶针定位,不仅可使模具变得更加简单,成本更低,且制成的产品无顶针孔,外观更好看。
20.所述锥形结构包括有若干一体成型于内模3上端平面的第一锥形体31和若干一体成型于内模3下端平面的第二锥形体32,所述外模4覆盖该第一锥形体31和第二锥形体,以此在内模3上端平面及下端平面分别成型第一锥形体31和第二锥形体32,以此实现双面支撑内模,抵抗住注塑压力,使两面模流通道均匀相等,双面内膜受力均匀,偏芯问题可得到有效的改善。
21.所述第一锥形体31和/或第二锥形体32为圆锥,如图4所示。或者是,所述第一锥形体31和/或第二锥形体32为多边形锥,如图2及图3所示。
22.所述第一锥形体31上端与外模4上端平面之间的间距为0
‑
0.5mm;所述第二锥形体32上端与外模4下端平面之间的间距为0
‑
0.5mm。如果成型内模和外模使用的胶料融合性较好,第一锥形体31及第二锥形体32的尖端可以与外模顶端距离为零,如果胶料的融合性受限偏差,可以和外模表面留有0~0.5mm间距。
23.所述外模4后端还一体成型有sr模5,该外模4及sr模5通过同一次注塑成型一体固定于该内模3外围,且该sr模还包覆线材1外表面。本实用新型仅两次注塑成型,相比较三次成型,节省了人工、材料、模具费用,且外模和sr模为一体成型,结构和线材od都没有限制。
24.所述第一锥形体31的数量为两个,其成型于内模3上端平面靠近sr模5的一侧,该处为最大变形位置;所述第二锥形体32的数量为两个,其成型于内模3下端平面靠近sr模5
的一侧,该处为最大变形位置,以致该第一锥形体31和第二锥形体32可发挥最大的防偏心效能。
25.综上所述,本实用新型于内模3外表面成型有锥形结构,以致在后期注塑成型外模4时,锥形结构会支撑内膜防止其偏芯,抵抗住注塑压力,保证外模不会相对内模偏心;同时注塑的高温融化或融合了锥形结构的尖部,外模不会留有痕迹,且外模还能覆盖锥形结构的其它部分,保证整体结构的稳定性,且由于无需使用顶针定位,不仅可使模具变得更加简单,成本更低,且制成的产品无顶针孔,外观更好看。
26.当然,以上所述仅为本实用新型的具体实施例而已,并非来限制本实用新型实施范围,凡依本实用新型申请专利范围所述构造、特征及原理所做的等效变化或修饰,均应包括于本实用新型申请专利范围内。
技术特征:
1.线材外模防偏心结构,其包括一体注塑成型于线材(1)与连接器(2)之间的内模(3)以及通过注塑成型的方式固定于该内模(3)外围的外模(4),其特征在于:所述内模(3)外表面成型有用于防止外模(4)在注塑成型时偏心的锥形结构,该外模(4)覆盖该锥形结构。2.根据权利要求1所述的线材外模防偏心结构,其特征在于:所述锥形结构包括有若干一体成型于内模(3)上端平面的第一锥形体(31)和若干一体成型于内模(3)下端平面的第二锥形体(32),所述外模(4)覆盖该第一锥形体(31)和第二锥形体(32)。3.根据权利要求2所述的线材外模防偏心结构,其特征在于:所述第一锥形体(31)和/或第二锥形体(32)为圆锥。4.根据权利要求2所述的线材外模防偏心结构,其特征在于:所述第一锥形体(31)和/或第二锥形体(32)为多边形锥。5.根据权利要求2所述的线材外模防偏心结构,其特征在于:所述第一锥形体(31)上端与外模(4)上端平面之间的间距为0
‑
0.5mm;所述第二锥形体(32)上端与外模(4)下端平面之间的间距为0
‑
0.5mm。6.根据权利要求1
‑
5任意一项所述的线材外模防偏心结构,其特征在于:所述外模(4)后端还一体成型有sr模(5),该外模(4)及sr模(5)通过同一次注塑成型一体固定于该内模(3)外围,且该sr模(5)还包覆线材(1)外表面。7.根据权利要求2
‑
5任意一项所述的线材外模防偏心结构,其特征在于:所述第一锥形体(31)的数量为两个,其成型于内模(3)上端平面靠近sr模(5)的一侧;所述第二锥形体(32)的数量为两个,其成型于内模(3)下端平面靠近sr模(5)的一侧。
技术总结
本实用新型公开一种线材外模防偏心结构,其包括一体注塑成型于线材与连接器之间的内模以及通过注塑成型的方式固定于该内模外围的外模,所述内模外表面成型有用于防止外模在注塑成型时偏心的锥形结构,该外模覆盖该锥形结构。本实用新型于内模外表面成型有锥形结构,以致在后期注塑成型外模时,锥形结构会支撑内膜防止其偏芯,抵抗住注塑压力,保证外模不会相对内模偏心;同时注塑的高温融化或融合了锥形结构的尖部,外模不会留有痕迹,且外模还能覆盖锥形结构的其它部分,保证整体结构的稳定性,且由于无需使用顶针定位,不仅可使模具变得更加简单,成本更低,且制成的产品无顶针孔,外观更好看。外观更好看。外观更好看。
技术研发人员:曾琦 李智洋 吴斗风
受保护的技术使用者:广西宇球科技有限公司
技术研发日:2021.01.27
技术公布日:2021/11/21
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。