1.本实用新型涉及箱体发泡设备中的换模机构。
背景技术:
2.专利文献cn 104227907 a公开了一种自动换模机构及箱体发泡设备。具体而言,这是一种在自动换模机构辅助下能够进行快速换模的箱体发泡设备。从技术角度上看,该箱体发泡设备能够大量减少人工。但该设备也存在着一些缺陷。另一方面,将原有设备改造成专利文献cn 104227907 a所记载的结构,需要耗费相当大的成本。另一方面,在实际的厂房中,相对应而言,该设备的自动换模机构占用了太大的空间。特别是在老厂房设备改造中,将原有设备改造成专利文献cn 104227907 a记载中的结构时,其厂房的空间太小而可能并不具备安装的条件。
技术实现要素:
3.本实用新型所要解决的问题:箱体发泡设备提高换模效率,减少换模人工。
4.为解决上述问题,本实用新型采用的方案如下:
5.一种带快速对中的换模结构,包括发泡架和设置在轨道上的换模小车;所述发泡架设置在所述轨道侧边,内设有用于收容模具架的模具箱;所述换模小车包括车架和设置在车架底部的轨道轮;轨道轮架设在所述轨道上,使得所述换模小车能够沿着所述轨道移动;所述车架的顶端是用于承载模具架的模具台;所述模具台上设置有与所述模具箱配对的第一模具轨道导向机构;所述模具箱的底架上设有第二模具轨道导向机构;所述车架的底部设置有锁位插销;当所述换模小车移动至所述发泡架前时,通过所述锁位插销的锁位,使得所述第一模具轨道导向机构和所述第二模具轨道导向机构能够对接。
6.进一步,第一模具轨道导向机构包括第一轮轨和第一导向条;第一轮轨有两根,相互平行;第一导向条设置于两根第一轮轨之间,并与第一轮轨相平行;第二模具轨道导向机构包括第二轮轨和第二导向条;第二轮轨有两根,相互平行;所述第二导向条设置于两根第二轮轨之间,并与第二轮轨相平行;当所述第一模具轨道导向机构和第二模具轨道导向机构对接时,所述第一导向条和第二导向条对接。
7.进一步,当所述第一模具轨道导向机构和第二模具轨道导向机构对接时,所述第一轮轨和第二轮轨对接。
8.进一步,所述第一轮轨包括两根相互平行的滚轮板和设置在两根滚轮板之间的若干滚轮;滚轮板呈长条体;滚轮板呈长条方向水平,并竖立设置; 所述滚轮沿着所述滚轮板长条方向等间距布置,其滚轮轴分别连接两根所述滚轮板,并且滚轮轴水平。
9.进一步,所述第一导向条上设置有第一插销孔;所述第二导向条上设置有第二插销孔;所述第一插销孔在第一导向条上的位置与所述第二插销孔在所述第二导向条上的位置相匹配。
10.进一步,所述模具架包括用于承载模具的模架板;模架板底部设置有与所述第一
导向条和第二导向条相匹配的导向槽;当模架板位于所述模具台上时,所述第一导向条卡在所述导向槽内;当模架板位于所述模具箱内时,所述第二导向条卡在所述导向槽内;当所述第一模具轨道导向机构和第二模具轨道导向机构对接时,模架板能够从所述模具台上移动至所述模具箱内,或者从所述模具箱内移动至所述模具台上。
11.进一步,模架板底部的导向槽由两根卡位梁构筑;所述导向槽位于两根卡位梁之间;当所述模架板位于所述模具台上时,所述模架板两侧架设在所述第一轮轨上;当所述模架板位于所述模具箱内时,所述模架板两侧架设在所述第二轮轨上。
12.进一步,模架板上设有第三插销孔;所述第一导向条上设置有第一插销孔;所述第二导向条上设置有第二插销孔;当所述模架板位于所述模具台上时,通过所述第一插销孔和第三插销孔对齐后插入定位插销进行定位;当所述模架板位于所述模具箱内时,通过所述第二插销孔和第三插销孔对齐后插入定位插销进行定位。
13.进一步,所述模具台外侧端设置有限位块;所述第一插销孔位于所述第一导向条的外侧端。
14.进一步,所述车架上连接有用于人工推拉的手柄。
15.本实用新型的技术效果如下:相比于专利文献cn 104227907 a所记载的方案,本实用新型的结构简单,便于人工操作,能够大大加快换模速度,并且占地空间小,便于老设备改造实施。
附图说明
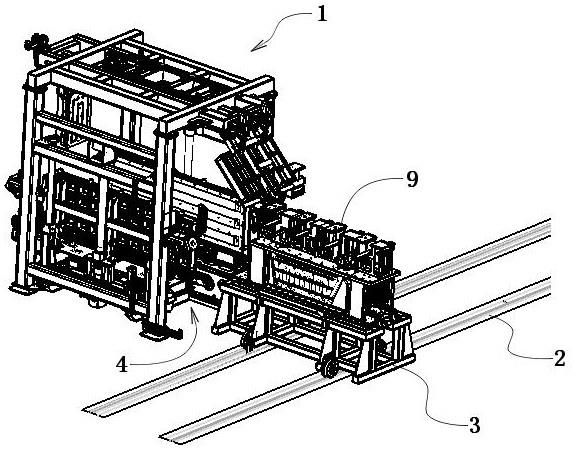
16.图1是本实用新型实施例的整体结构示意图。
17.图2是模架板设置在换模小车上的结构示意图。
18.图3是图2中隐藏模架板后换模小车上模具轨道导向机构的放大示意图。
19.图4是模具箱底架上的模具轨道导向机构的结构示意图。
20.图5和图6分别是模具箱上轮轨和导向条的安装示意图。
21.图7是模架板端向视角的结构示意图。
22.其中,
23.1是发泡架,2是轨道;
24.3是换模小车,31是车架,32是轨道轮,33是锁位插销;
25.350是第一模具轨道导向机构,35是第一轮轨,351是滚轮板,352是滚轮;
26.36是导向条,361是第一插销孔;
27.38是限位块,39是手柄,3a是内侧端,3b是外侧端;
28.4是模具箱,41是轮轨安装板,42是导向条安装板;
29.43是第二轮轨,44是第二导向条,441是第二插销孔,49是底架;
30.9是模具,91是模架板,911是卡位梁,912是卡槽,913是第三插销孔,99是定位插销。
具体实施方式
31.下面结合附图对本实用新型做进一步详细说明。
32.本实施例涉及一种箱体发泡设备,用于冰箱或冰柜的发泡箱的发泡作业,如图1所
示,包括发泡架1,发泡架1内设有可升降的模具箱4。模具箱4,用于收容模具架,参照图4,包括底架49和设置在底架49上的两块相对设置的侧板,图4中侧板隐藏。箱体发泡时,模具通过模具架设置在模具箱4内,模具箱4通过发泡架1上设置的升降机构升至发泡架1的顶端进行箱体发泡。模具箱4更换模具时,模具箱4降至最低点。本实施例中,模具箱4更换模具时通过本实施例提供的一种带快速对中的换模结构进行换模。该带快速对中的换模结构,包括发泡架1和设置在轨道2上的换模小车3。发泡架1设置在轨道2侧边,或者也可以说,发泡架1正对轨道2。
33.换模小车3,如图2、图3所示,包括车架31和设置在车架31底部的轨道轮32。轨道轮32架设在轨道2上,使得换模小车3能够沿着轨道2移动。换模小车3沿着轨道2移动时,换模小车3由人工推拉驱动,车架31连接有手柄39,手柄39用于人工推拉换模小车。车架31的底部设置有锁位插销33。换模小车3停止移动后通过锁位插销33的锁位,换模小车3被固定在发泡架1的正前方,此时,换模小车3的内侧端3a正对发泡架1。本实施例中,锁位插销33有两个,分别设于两个对角轨道轮32的滚轮架上。
34.车架31的顶端是用于承载模具架的模具台311。模具台311上设置有与模具箱4配对的模具轨道导向机构。模具箱4的底架49上设有与模具台311相配对的模具轨道导向机构。模具台311上的模具轨道导向机构为第一模具轨道导向机构350,模具箱4的底架49上的模具轨道导向机构为第二模具轨道导向机构450。
35.第一模具轨道导向机构350包括第一轮轨35和第一导向条36。第一轮轨35有两根,相互平行地设置在模具台311上,并顺着内侧端3a和外侧端3b的朝向布置,使得第一轮轨35的一端朝向内侧端3a,另一端朝向外侧端3b。第一导向条36设置于两根第一轮轨35之间,并与第一轮轨35相平行。第二模具轨道导向机构450包括第二轮轨43和第二导向条44。第二轮轨43有两根,相互平行。参照图5,第二轮轨43通过轮轨安装板41设置在底架49上。第二导向条44设置于两根第二轮轨43之间,并与第二轮轨43相平行。参照图6,第二导向条44通过导向条安装板42设置在底架49上。参照图3,第一轮轨35包括两根相互平行的滚轮板351和设置在两根滚轮板351之间的若干滚轮352。滚轮板351为长条板体。滚轮板351呈长条方向水平,并竖立设置。滚轮352沿着滚轮板351长条方向等间距布置,其滚轮轴两端分别连接两根滚轮板351,并且滚轮轴水平设置。第二轮轨43和第一轮轨35的结构相同。
36.换模小车3通过锁位插销33的锁位在发泡架1的正前方时,第一模具轨道导向机构350和第二模具轨道导向机构450对接。具体而言,第一导向条36和第二导向条44对接,第一轮轨35和第二轮轨43对接。需要指出的是,这里的对接并不是相互连接,事实上,第一导向条36和第二导向条44之间以及第一轮轨35和第二轮轨43留有间隙。这里的对接是指中轴线在同一直线上。第一导向条36和第二导向条44对接,意味着第一导向条36和第二导向条44的中轴线在同一直线上;第一轮轨35和第二轮轨43对接,意味着第一轮轨35和第二轮轨43在同一直线上。由此,通过第一模具轨道导向机构350和第二模具轨道导向机构450之间的对接,第一模具轨道导向机构350上的模具9能够平移移动至第二模具轨道导向机构450上,由此使模具9从换模小车3上移动至模具箱4;第二模具轨道导向机构450上的模具9能够平移移动至第一模具轨道导向机构350上,由此使模具9从模具相4转移至换模小车3上,从而实现模具箱4内换模作业。
37.模具9在第一模具轨道导向机构350和第二模具轨道导向机构450之间移动时,模
具9设置在模具架上。模具架包括模架板91。模具9设置在模架板91上,模架板91用于承载模具9。参照图7,模架板91包括设置在底部的两根卡位梁911。两根相互平行的卡位梁911之间的间隙构筑成导向槽912。导向槽912与第一导向条36和第二导向条44相匹配。具体而言,当模架板91位于模具台311上时,模架板91两侧架设在第一轮轨35上,导向槽912卡在第一导向条36上,使得模架板91能够顺着第一导向条36所指示的长条方向平移;当模架板91位于模具箱4内时,模架板91两侧架设在第二轮轨43上,导向槽912卡在第二导向条44上,使得模架板91能够顺着第二导向条44所指示的长条方向平移。当第一模具轨道导向机构350和第二模具轨道导向机构450对接时,模架板91能够从模具台311上移动至模具箱4内,或者从模具箱4内移动至模具台311上。模架板91移动至模具台311和模具箱4中间时,导向槽912两端分别第一导向条36和第二导向条44上,模架板91两端分别由第一轮轨35和第二轮轨43所支撑。导向槽912卡在第一导向条36上,也就是,第一导向条36卡在导向槽912内;导向槽912卡在第二导向条44上,也就是,第二导向条44卡在导向槽912内。通过第一导向条36、第二导向条44和导向槽912的卡合,使得模架板91只能沿着第一导向条36和第二导向条44的长条方向移动。为避免模架板91带着模具9向外侧端3b移动,进一步地,模具台311外侧端3b设置有限位块38。
38.此外,进一步地,第一导向条36上设置有第一插销孔361;第二导向条44上设置有第二插销孔441;模架板91上设有第三插销孔913。第三插销孔913位于导向槽912内。第一插销孔361、第二插销孔441以及第三插销孔913位置相匹配。具体而言,第一插销孔361位于第一导向条36的外侧端。当模架板91位于模具台311上时,并且其端部紧贴限位块38时,第一插销孔361和第三插销孔913对齐,由此在第一插销孔361和第三插销孔913内插入定位插销99后,使得模具9定位并固定在模具台311上。当模架板91位于模具箱4内时,通过第二插销孔441和第三插销孔913对齐后插入定位插销99进行模具9在模具箱4内的定位。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。