1.本实用新型涉及自动化测试控制技术领域,尤其涉及一种自动调整烟草薄片厚度的控制系统。
背景技术:
2.目前,烟草薄片的成型方法主要有造纸法、辊压法等,其中辊压法应用较为普遍,现有的采用辊压成型工艺成型的烟草薄片,由于烟草薄片内部预应力的作用,在辊压成型后的短时间内烟草薄片内部的预应力会释放,其厚度在成型后的短时间内呈现内部膨胀、厚度不一的情况,在某种程度上影响产品的质量。
3.因此,亟需一种自动调整烟草薄片厚度的控制系统。
技术实现要素:
4.本实用新型的目的是提供一种自动调整烟草薄片厚度的控制系统,以解决上述现有技术中的问题,能够突破常规烟草薄片辊压方法存在的烟草薄片薄厚不均、品质差等局限,提高烟草薄片制造的均质性和产品质量。
5.本实用新型提供了一种自动调整烟草薄片厚度的控制系统,其中,包括:
6.同步辊压轮、厚度检测组件、执行机构和控制器,其中,所述同步辊压轮设置在烟草薄片上方,所述执行机构与所述同步辊压轮连接,所述控制器分别与所述厚度检测组件和所述执行机构连接,其中,所述厚度检测组件用于对所述烟草薄片的辊压前厚度和经过所述同步辊压轮辊压的辊压后厚度进行检测;所述执行机构用于向所述同步辊压轮施加可调节的作用力;所述控制器用于根据所述辊压前厚度和所述辊压后厚度进行前馈
‑
反馈控制,以对所述烟草薄片的辊压厚度进行控制。
7.如上所述的自动调整烟草薄片厚度的控制系统,其中,优选的是,所述厚度检测组件包括设置在所述同步辊压轮后方的第一厚度在线检测传感器和设置在所述同步辊压轮前方的第二厚度在线检测传感器,其中,第一厚度在线检测传感器用于对所述烟草薄片的辊压前厚度进行检测,第二厚度在线检测传感器用于对经过所述同步辊压轮辊压的辊压后厚度进行检测。
8.如上所述的自动调整烟草薄片厚度的控制系统,其中,优选的是,所述第一厚度在线检测传感器和/或所述第二厚度在线检测传感器包括激光测厚仪。
9.如上所述的自动调整烟草薄片厚度的控制系统,其中,优选的是,所述控制器包括可编程逻辑控制器。
10.如上所述的自动调整烟草薄片厚度的控制系统,其中,优选的是,所述执行机构包括液压推送机构。
11.如上所述的自动调整烟草薄片厚度的控制系统,其中,优选的是,所述自动调整烟草薄片厚度的控制系统还包括人机操作界面,与所述控制器连接,用于设置所述烟草薄片的辊压厚度控制量,并显示所述烟草薄片的厚度测量信息。
12.如上所述的自动调整烟草薄片厚度的控制系统,其中,优选的是,所述人机操作界面包括触控屏。
13.如上所述的自动调整烟草薄片厚度的控制系统,其中,优选的是,所述自动调整烟草薄片厚度的控制系统还包括用于驱动所述同步辊压轮转动的直线电机。
14.如上所述的自动调整烟草薄片厚度的控制系统,其中,优选的是,所述自动调整烟草薄片厚度的控制系统还包括用于传送所述烟草薄片的传送带。
15.如上所述的自动调整烟草薄片厚度的控制系统,其中,优选的是,所述传送带的运动速度与所述同步辊压轮的转速一致。
16.本实用新型提供一种自动调整烟草薄片厚度的控制系统,采用厚度检测组件在线测量烟草薄片的厚度,并基于前馈
‑
反馈方式通过控制器驱动执行结构,以使得烟草薄片的厚度趋于稳定的状态,实现对烟草薄片厚度的精准控制,可以提高烟草薄片厚度的均匀性,实现烟草薄片成型厚度一致;同时,可以实现烟草薄片的厚度可测可控性,增强生产过程的把控能力。
附图说明
17.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型作进一步描述,其中:
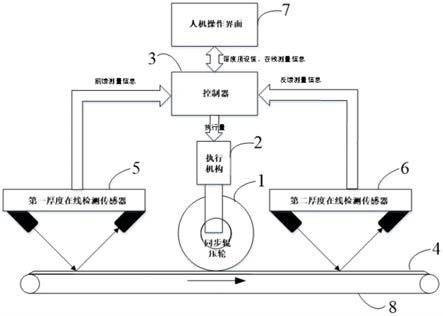
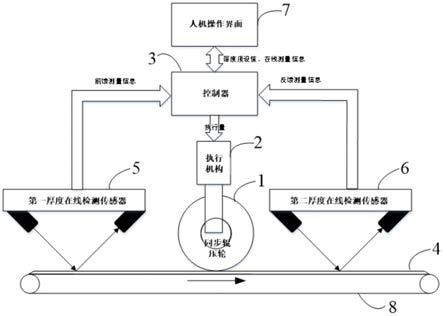
18.图1为本实用新型提供的自动调整烟草薄片厚度的控制系统的实施例的结构示意图。
19.附图标记说明:
[0020]1‑
同步辊压轮
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ2‑
执行机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ3‑
控制器
[0021]4‑
烟草薄片
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ5‑
第一厚度在线检测传感器
[0022]6‑
第二厚度在线检测传感器
ꢀꢀ7‑
人机操作界面
[0023]8‑
传送带
具体实施方式
[0024]
现在将参照附图来详细描述本公开的各种示例性实施例。对示例性实施例的描述仅仅是说明性的,决不作为对本公开及其应用或使用的任何限制。本公开可以以许多不同的形式实现,不限于这里所述的实施例。提供这些实施例是为了使本公开透彻且完整,并且向本领域技术人员充分表达本公开的范围。应注意到:除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、材料的组分、数字表达式和数值应被解释为仅仅是示例性的,而不是作为限制。
[0025]
本公开中使用的“第一”、“第二”:以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的部分。“包括”或者“包含”等类似的词语意指在该词前的要素涵盖在该词后列举的要素,并不排除也涵盖其他要素的可能。“上”、“下”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
[0026]
在本公开中,当描述到特定部件位于第一部件和第二部件之间时,在该特定部件与第一部件或第二部件之间可以存在居间部件,也可以不存在居间部件。当描述到特定部件连接其它部件时,该特定部件可以与所述其它部件直接连接而不具有居间部件,也可以
不与所述其它部件直接连接而具有居间部件。
[0027]
本公开使用的所有术语(包括技术术语或者科学术语)与本公开所属领域的普通技术人员理解的含义相同,除非另外特别定义。还应当理解,在诸如通用字典中定义的术语应当被解释为具有与它们在相关技术的上下文中的含义相一致的含义,而不应用理想化或极度形式化的意义来解释,除非这里明确地这样定义。
[0028]
对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,技术、方法和设备应当被视为说明书的一部分。
[0029]
如图1所示,本实用新型实施例提供了一种自动调整烟草薄片厚度的控制系统,其包括:同步辊压轮1、厚度检测组件、执行机构2和控制器3,其中,所述同步辊压轮1设置在烟草薄片4上方,所述执行机构2与所述同步辊压轮1连接,所述控制器3分别与所述厚度检测组件和所述执行机构2连接,其中,所述厚度检测组件用于对所述烟草薄片4的辊压前厚度和经过所述同步辊压轮1辊压的辊压后厚度进行检测;所述执行机构2用于向所述同步辊压轮1施加可调节的作用力;所述控制器3用于根据所述辊压前厚度和所述辊压后厚度进行前馈
‑
反馈控制,以对所述烟草薄片4的辊压厚度进行控制。
[0030]
其中,所述厚度检测组件包括设置在所述同步辊压轮1后方的第一厚度在线检测传感器5和设置在所述同步辊压轮2前方的第二厚度在线检测传感器6,其中,第一厚度在线检测传感器5用于对所述烟草薄片4的辊压前厚度进行检测,第二厚度在线检测传感器6用于对经过所述同步辊压轮1辊压的辊压后厚度进行检测。需要指出的是,本实用新型所指的同步辊压轮2的前方和后方是相对于烟草薄片4的运动方向而言的,沿着烟草薄片4的运动方向为前方,烟草薄片4的运动方向的反方向为后方。
[0031]
具体而言,所述第一厚度在线检测传感器5和/或所述第二厚度在线检测传感器6为激光测厚仪。激光测厚仪是基于三角测距原理,使用集成式的三角测距传感器测量出从三角测距传感器到烟草薄片4表面的距离,进而根据三角测距传感器的固定距离计算得出烟草薄片4的厚度。作为一个示例而非限定,激光测厚仪采用型号为hw
‑
843的激光测厚仪。
[0032]
通过执行机构2向同步辊压轮1施加可调节的作用力,可以对烟草薄片的辊压厚度进行调整。示例性地,所述执行机构2为液压推送机构,以通过液压方式对执行机构2的执行力度进行调整,其中,执行力度例如可以为电位的高低或者输出脉冲占空比,这样可以通过调整执行力度而调整执行机构2的伸缩量,实现执行机构2的作用距离的调整。
[0033]
控制器3基于前馈
‑
反馈控制模式,可根据辊压前厚度对同步辊压轮1进行超前调节,并由辊压后厚度与预设辊压厚度的偏差进行反馈调节,得到调节量,以驱动执行机构2进行修正。具体而言,前馈控制是控制器3发出指令使执行机构2进行伸缩,从而使得控制器3在执行机构2未受影响前及时做出调节动作。反馈控制是指在利用执行机构2推送同步辊压轮1控制薄片厚度完成之后,将实际结果进行比较,具体将烟草薄片4的辊压后厚度与预设辊压厚度进行比较,从而调节反馈强度,例如,在烟草薄片4的辊压后厚度大于预设辊压厚度值,可以减小推送距离,以减小执行机构2施加的作用力;在烟草薄片4的辊压后厚度小于预设辊压厚度值,可以增加推送距离,以增加执行机构2施加的作用力,以此起到控制的作用。其中,在本实用新型中,所述控制器3为可编程逻辑控制器(programmable logic controller,plc),作为一个示例而非限定,plc的型号为西门子s7
‑
1200。
[0034]
在工作中,将已滾轧成型的烟草薄片4的成品经流水线送出,通过厚度检测组件实
时测量辊压前厚度,经控制器3处理输出执行量,以驱动执行机构2调节对同步辊压轮1施加的作用力,厚度检测组件测量烟草薄片4的辊压后厚度,经控制器3处理计算偏差,并调整执行量,该过程持续进行,从而实现对烟草薄片厚度的精准把控。
[0035]
由此,相对于现有技术而言,采用厚度检测组件在线测量烟草薄片的厚度,并基于前馈
‑
反馈方式通过控制器驱动执行结构,以使得烟草薄片的厚度趋于稳定的状态,实现对烟草薄片厚度的精准控制,可以提高烟草薄片厚度的均匀性,实现烟草薄片成型厚度一致;同时,可以实现烟草薄片的厚度可测可控性,增强生产过程的把控能力。
[0036]
进一步地,所述自动调整烟草薄片厚度的控制系统还包括人机操作界面7,与所述控制器连接,用于设置所述烟草薄片4的辊压厚度控制量,并显示所述烟草薄片4的厚度测量信息。其中,所述人机操作界面7为触控屏,其采用图形化软件界面,作为一个示例而非限定,触控屏的型号为索尼svf14a18sc。
[0037]
进一步地,所述自动调整烟草薄片厚度的控制系统还包括用于驱动所述同步辊压轮1转动的直线电机(未示出)。
[0038]
更进一步地,所述自动调整烟草薄片厚度的控制系统还包括用于传送所述烟草薄片4的传送带8。其中,所述传送带8的运动速度与所述同步辊压轮1的转速一致。
[0039]
本实用新型实施例提供的自动调整烟草薄片厚度的控制系统,采用厚度检测组件在线测量烟草薄片的厚度,并基于前馈
‑
反馈方式通过控制器驱动执行结构,以使得烟草薄片的厚度趋于稳定的状态,实现对烟草薄片厚度的精准控制,可以提高烟草薄片厚度的均匀性,实现烟草薄片成型厚度一致;同时,可以实现烟草薄片的厚度可测可控性,增强生产过程的把控能力。
[0040]
至此,已经详细描述了本公开的各实施例。为了避免遮蔽本公开的构思,没有描述本领域所公知的一些细节。本领域技术人员根据上面的描述,完全可以明白如何实施这里公开的技术方案。
[0041]
虽然已经通过示例对本公开的一些特定实施例进行了详细说明,但是本领域的技术人员应该理解,以上示例仅是为了进行说明,而不是为了限制本公开的范围。本领域的技术人员应该理解,可在不脱离本公开的范围和精神的情况下,对以上实施例进行修改或者对部分技术特征进行等同替换。本公开的范围由所附权利要求来限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。