烟叶自动分选物流输送系统
1.技术领域:
2.本实用新型涉及一种烟叶分选和信息统计技术,特别是涉及一种烟叶自动分选物流输送系统。
3.
背景技术:
4.目前烟叶的分选和质检都是靠人工进行,并且大部分生产企业的各个工序之间的转运也是靠人工进行的,这种生产方式转送效率低且劳动强度大,不适合大规模烟叶生产,针对这种情况,有些生产企业进行一些机械化改进,但是这种改进仅仅是局部的,形成不了整体系统,依然存在效率低的弊端。
5.
技术实现要素:
6.本实用新型所要解决的技术问题是:克服现有技术的不足,提供一种设计合理、输送快捷、分拣准确且降低劳动强度的烟叶自动分选物流输送系统。
7.本实用新型的技术方案是:
8.一种烟叶自动分选物流输送系统,包括选叶工位、质检工位、烟框和分拣机,所述选叶工位和质检工位处均设置有满箱输送线和空箱输送线,并且,与所述质检工位相对应的所述满箱输送线上设置有满箱移载分栋机,与所述选叶工位相对应的所述空箱输送线上设置有空箱移载分栋机,所述满箱输送线上设置有条码阅读器和称重计量装置,所述满箱输送线和空箱输送线均分别包括固定框架、转动辊、支撑柱和驱动电机,其中,所述转动辊间隔设置在所述固定框架上,能够转动,并且所有的所述转动辊上套装有传送带,其中一个所述转动辊与所述驱动电机连接,所述支撑柱的上端与所述固定框架连接,所述支撑柱的下端与地面或者固定座连接。
9.所述质检工位和选叶工位采用t字型分布或п字型分布,所述质检工位位于一端,呈横向分布,所述选叶工位分别呈纵向分布。
10.所述满箱输送线的支撑柱高于所述空箱输送线的支撑柱的高度,所述满箱输送线位于所述空箱输送线的上方。
11.所述空箱输送线的两侧间隔设置有空箱暂存输送线,呈丰字形分布,每一所述空箱暂存输送线均包括固定框架和转动辊,该转动辊间隔设置在固定框架上。
12.所述空箱暂存输送线的固定框架通过支撑柱固定在地面上,通过驱动电机进行驱动,或者,所述空箱暂存输送线的固定框架直接固定在斜面上,依靠重力自动下滑。
13.所述条码阅读器、称重计量装置、满箱移载分栋机和驱动电机均分别与控制器连接,所述控制器设置在控制箱中。
14.本实用新型的有益效果是:
15.1、本实用新型设置两条输送线,能够分别运输满箱和空箱,并且空箱还能循环使用,大大提高转运的效率,降低了劳动强度。
16.2、本实用新型两条输送线均采用固定框架、转动辊和支撑架的结构,通过驱动电机能够起到输送作用,并且,满箱输送线位于空箱输送线的上方,能够节约空间。
17.3、本实用新型选叶工位沿输送线对称分布,并且空箱输送线设置有树枝状的分
支,能够对应每一组选叶工位,便于选叶工拿取,十分方便。
18.4、本实用新型输送线上设置有条码阅读器,能够识别满箱上的二维码,便于区别不同选叶工的工作成果,同时也能准确将质检有问题的烟叶返回到选叶工手中,实现统一标准的选烟。
19.5、本实用新型满箱输送线上设置有称重计量装置,能够测量每一烟框的重量,保证每一烟框的重量符合标准。
20.6、本实用新型满箱输送线上设置有满箱移载分栋机,能够将烟框按照等级自动分拣弹出至各等级对应的弹出口(质检工位)。
21.7、本实用新型设计合理、输送快捷、分拣准确且降低劳动强度,推广后具有良好的经济效益。
22.附图说明:
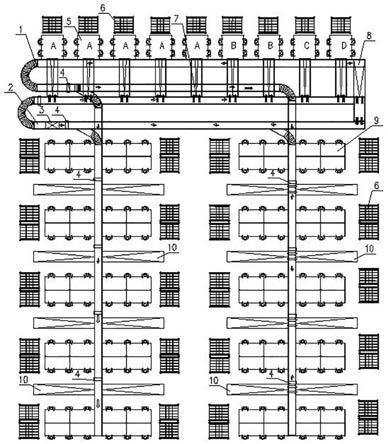
23.图1为烟叶自动分选物流系统的结构示意图;
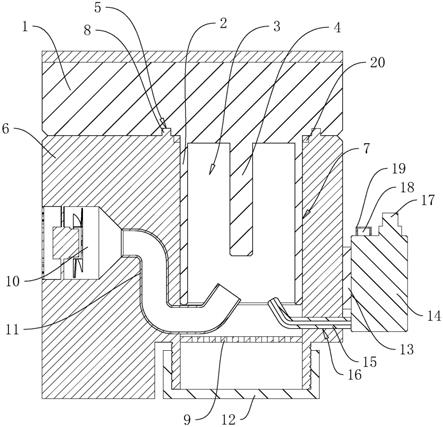
24.图2为图1中两条输送线的侧视图;
25.图3为图2所示两条输送线的俯视图;
26.图4为图1中两条输送线和空箱暂存输送线的正视图;
27.图5为图4所示两条输送线和空箱暂存输送线的俯视图。
28.具体实施方式:
29.实施例:参见图1
‑
图5,图中,1
‑
空箱输送线,2
‑
满箱输送线,3
‑
称重计量装置,4
‑
条码阅读器,5
‑
质检工位,6
‑
烟框,7
‑
满箱移载分栋机,8
‑
异常杂物剔除口,9
‑
选叶工位,10
‑
空箱暂存输送线,11
‑
转动辊,12
‑
固定框架,13
‑
支撑柱,14
‑
空箱,15
‑
满箱,16
‑
驱动电机。
30.烟叶自动分选物流输送系统,包括选叶工位9、质检工位5和烟框6,根据场地的大小,可以设置数量不等的上述工位,比如,可以设置216个选叶工位9和9个质检工位5,还可以成倍增加,或者相应缩减,其中:选叶工位9和质检工位5处均设置有满箱输送线2和空箱输送线1,并且,与质检工位5相对应的满箱输送线2上设置有满箱移载分栋机7,与选叶工位9相对应的空箱输送线1上设置有空箱移载分栋机,满箱输送线2上设置有条码阅读器4和称重计量装置3,满箱输送线2和空箱输送线1均分别包括固定框架12、转动辊11、支撑柱13和驱动电机16,转动辊11间隔设置在固定框架12上,能够转动,并且所有的转动辊11上套装有传送带(图中未画出),其中一个转动辊11与驱动电机16连接,支撑柱13的上端与固定框架12连接,支撑柱13的下端与地面或者固定座连接。
31.优选方案;质检工位5和选叶工位9采用t字型分布或п字型分布,质检工位5位于一端,呈横向分布,选叶工位9分别呈纵向分布。满箱输送线2的支撑柱高于空箱输送线1的支撑柱的高度,满箱输送线2位于空箱输送线1的上方。
32.根据需要,空箱输送线1的两侧间隔设置有空箱暂存输送线10,呈丰字形分布,每一空箱暂存输送线10均包括固定框架和转动辊,该转动辊间隔设置在固定框架上。空箱暂存输送线10的固定框架通过支撑柱固定在地面上,通过驱动电机进行驱动,或者,空箱暂存输送线10的固定框架直接固定在斜面上,依靠重力自动下滑。具体结构根据实际情况设定。
33.条码阅读器4、称重计量装置3、满箱移载分栋机7和驱动电机16均分别与控制器连接,控制器设置在控制箱中。
34.本实用新型核心理念是设置满箱输送线2和空箱输送线1,而两条输送线均采用固
定框架12、转动辊11、支撑柱13和驱动电机16,这属于现有技术中常用的传送机构,具体设置可以根据场地进行,既可以是直线型结构,也可以是环形结构,也可以有转弯,还可以是上述形状的结合,两个输送线即可以采用整体式结构,也可以采用分段式结构,采用分段式结构时,每一节段分别设置有传送带和驱动电机,每一节段的驱动电机均与控制器连接。当然,采用整体式结构时,需要间隔设置多个驱动电机,免得一个驱动电机出现动力不足的问题。空箱也可以作为不合格箱使用,用来装在质检不合格的烟叶,此时不是真正的空箱了,或者叫作装有不合格烟叶的周转箱。分栋机属于现有技术,根据需要可以调整分栋的速度。
35.工作过程;
36.1、 按照生产调度提前备料,由搬运工将装满原烟的烟框搬运至选叶工位备料待选。
37.2、 选叶工将原烟包从烟框内取出,放置在选叶桌上进行解包、选叶,将选后装满烟叶的满箱15放置在满箱输送线2上,随满箱输送线2向质检工位5处运动。
38.3、选后烟叶输送至质检装框区,满箱移载分栋机7按等级将满箱15自动分拣弹出至各等级对应的弹出口,比如质检工位5中的a、b、c、d位。
39.4、由辅助工配合,将满箱15从满箱移载分栋机7的末端弹出口取下,并将满箱15内的烟叶倒在质检工位9,由质检人员进行质检.
40.5、质检合格的烟叶由辅助工装入选后烟框,不合格烟叶重新装回原箱,并投入空箱输送线1(信息系统记录返选信息),空箱输送线1上设置有条码阅读器4,空箱及不合格的周转箱经过条码阅读器4读取后,通过数据上传至控制器,确定返回路径,将空箱及装有不合格烟叶的周转箱通过空箱移载分栋机分拣至对应的选叶工位9进行不合格烟叶的返选;
41.6、选叶工及时将空箱输送线弹出的空周转箱取下进行重复利用。
42.7、搬运工将装满烟叶的选后烟框拉送至地磅处进行称重复核,并根据需要配重。
43.8、复核配重完成后拖送至近红外检测设备进行烟碱值检测,检测完成后拖送至仓库存储。
44.9、每班结束前,麻包片通过选后实箱输送线集中收集。
45.以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,凡是依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。