1.本实用新型涉及铸造设备技术领域。
背景技术:
2.砂型是由铸造砂、膨润土、煤粉等材料在造型机高挤压力作用下形成的,高温铁水注入砂型内部空腔,冷却后得到希望获得的铸件。由于造型机是连续生产造型的,砂型输送要跟造型机同步以保证生产的连续进行。主要有两种输送方式:夹持同步输送和托持同步输送。夹持同步输送适用于砂型尺寸在800x600mm以下的小型造型线,托持同步输送适用于大于800x600mm的砂型输送。随着铸造行业生产效率提升的需求,原先由手工作业和静压线作业的大型铸件(如井圈井盖)逐渐转移到垂直造型线来生产,托持同步输送机的需求增多,其精度及速度要求也越来越高,目前托持输送的结构及性能已无法满足生产需要。
3.目前所使用的托持同步输送装置的静条是静止不动的,动条完成上下升降及前后运动。其工作过程为:(1)动条上升带动砂型上升,砂型脱离静条;(2)此时驱动机构推动动条带动砂型向前输送一个砂型的距离;(3)砂型到位后动条下降,砂型落到静条上,动条继续下降到静条以下;(4)驱动机构带动动条后退到位,砂型在静条上不动。上述四个动作为一个循环,如此循环往复配合造型机完成砂型的连续造型输送生产。上述输送装置存在以下缺点:动条上升是带动砂型上升,动条下降带动砂型下降。由于整条造型线是由造型机与托持输送及皮带冷却机组成,则整条线砂型组成了一长串。造型机底板上的砂型及输送皮带上的砂型不会随着托持输送机上的砂型一起上升和下降,则托持同步输送机上的砂型与造型机底板上的砂型及输送皮带上的砂型会存在上下摩擦错位。同时由于托持输送每次输送距离为一块砂型,则相当于砂型串上的每个砂型都会上下错位摩擦,而这种错箱摩擦不仅会损坏砂型铸件腔室,更会使摩擦掉落的型砂存留在铸件腔室,在浇注时会使铸件产生错箱、粘砂、夹砂等一系列缺陷,从而影响铸件产品质量。因此,已无法满足对铸件日益严格的产品质量要求。
技术实现要素:
4.本实用新型要解决的技术问题是提供一种砂型托持输送系统用砂型托持机构,它具有砂型串运输平稳,对砂型损伤小等特点。
5.为解决上述技术问题,本实用新型所采取的技术方案是:
6.一种砂型托持输送系统用砂型托持机构,包括板条平台和板条平台升降驱动机构;
7.板条平台包括一组板条和一组板条固定底座,各板条间隔固定在各板条固定底座的上方,且各板条沿砂型输送方向平行设置,各板条固定底座沿砂型输送方向横向间隔设置,各板条上端面处于同一水平面,从而形成砂型支撑面;在全部或部分板条固定底座上设有板条平台支撑结构,板条平台支撑结构包括设置在板条固定底座左侧和右侧的板条平台支撑块,各板条平台支撑块的底部设有板条平台承载面;
8.板条平台升降驱动机构包括一组支撑架,一组偏心运动机构和驱动联动结构;支撑架,偏心运动机构与板条平台支撑结构一一对应设置,偏心运动机构包括两个偏心机构和连接轴,偏心机构包括转轴和偏心结构,偏心结构固定在转轴的一端,偏心结构具有偏心于转轴的轴心设置的板条平台支撑曲面,两个偏心机构的转轴位于外侧,且通过转轴支撑轴承与支撑架的左侧和右侧转动连接,连接轴的两端分别与两个偏心机构内端的偏心结构连接,以使两个偏心机构对称设置在连接轴的左右两端,位于偏心运动机构左右两端的两个板条平台支撑曲面分别位于与其相对应的板条平台支撑结构左侧和右侧的板条平台承载面的下方,以对板条平台形成浮动支撑结构;
9.驱动联动结构包括升降驱动机构用活塞式执行机构,连接杆和一组摇臂,升降驱动机构用活塞式执行机构的活塞杆与连接杆连接,各摇臂的一端与连接杆铰接,各摇臂的另一端与各偏心运动机构的转轴固定连接;升降驱动机构用活塞式执行机构的活塞杆往复运动,以通过连接杆带动各摇臂同步摆动,当各摇臂带动各自的转轴摇动时,各转轴带动各自的偏心运动机构摆动,从而使板条平台支撑曲面偏心于转轴的轴心运动,以驱动砂型支撑面保持水平状态上下运动;
10.在板条平台和板条平台升降驱动机构之间设有板条平台横向定位结构。
11.本实用新型进一步改进在于:
12.板条平台升降驱动机构中偏心机构的转轴为偏心轴,在偏心轴上设有板条平台支撑轴承,板条平台支撑轴承与转轴支撑轴承在偏心轴上偏心设置,板条平台支撑轴承的外圈为偏心结构的板条平台支撑曲面。
13.板条平台横向定位结构包括左侧定位结构和右侧定位结构,左侧定位结构和右侧定位结构相同,其包括连接块和横向定位轴承,横向定位轴承水平设置,且与连接块转动连接,两个定位结构的连接块对称固定在支撑架的左右两侧,以使两个横向定位轴承向内顶住板条固定底座的左右两侧,从而对板条固定底座进行横向限位。
14.采用上述技术方案所产生的有益效果在于:
15.本实用新型作为砂型输送装置的组成部分,通过砂型托持机构与砂型输送机构配合工作,相当于嵌合在一起的两个砂型托持机构和一个砂型托持机构驱动装置配合在一起使用,以砂型输送机构的动条砂型支撑面前后往复运动一个砂型间距完成砂型串的步进式前移,使前后砂型之间始终保持相接处状态,不会产生碰撞;以砂型托持机构的静条砂型支撑面和砂型输送机构的动条砂型支撑面对砂型交替托举保持砂型串始终处于同一水平面,避免砂型之间上下的相对运动,防止产生摩擦;从而保障砂型串运输平稳;进而保障铸件质量。
16.它具有砂型串运输平稳,对砂型损伤小等特点。从而确保了铸件质量。
附图说明
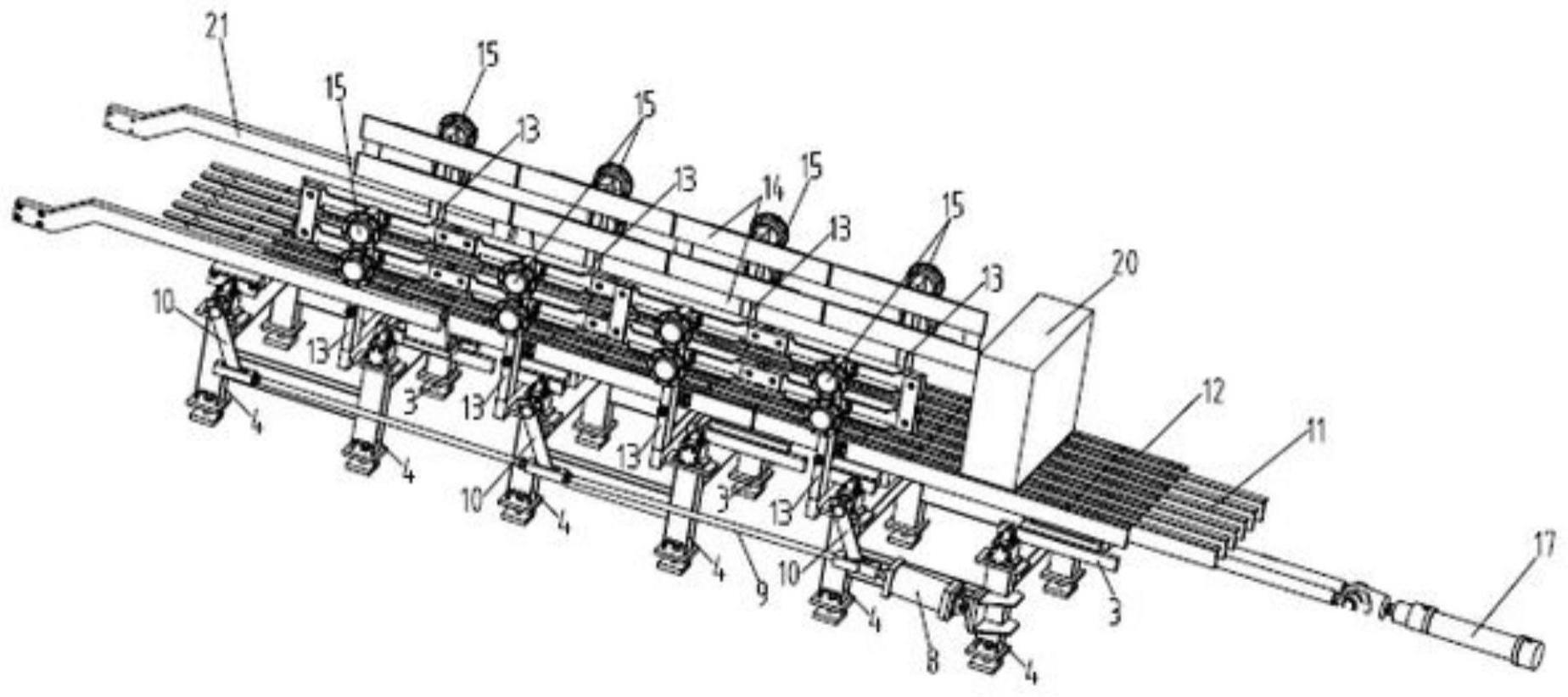
17.图1是砂型托持输送系统的轴测图;
18.图2是图1的主视图;
19.图3是图1去掉砂型托持机构驱动装置后的右视图;
20.图4是图1中砂型输送装置的结构示意图;
21.图5是图1中砂型托持机构的结构示意图;
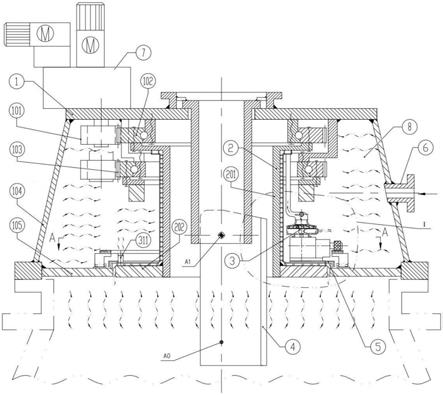
22.图6是图5中板条平台升降驱动机构的结构示意图;
23.图7是图5中板条平台的结构示意图;
24.图8是图7的俯视图;
25.图9是图7的右视图。
26.在附图中:1.板条;2.板条固定底座;3.板条平台支撑块;4.支撑架;5.连接轴;6.转轴;7.转轴支撑轴承;8.升降驱动机构用活塞式执行机构;9.连接杆;10.摇臂;11.静条砂型支撑面;12.动条砂型支撑面;13.夹板支架;14.夹板;15.砂型夹持机构用活塞式执行机构;16.板条平台支撑轴承;17.转轴支撑轴承;18.连接块;19.横向定位轴承;20.砂型;21.皮带驱动臂;22.耐磨板。
具体实施方式
27.下面将结合附图和具体实施例对本实用新型进行进一步详细说明。
28.为了便于说明,将砂型托持输送系统作为实施例进行详细介绍。
29.本实用新型中使用到的标准零件均可以从市场上购买,异形件根据说明书的和附图的记载均可以进行订制,各个零件的具体连接方式均采用现有技术中成熟的螺栓、铆钉、焊接、粘贴等常规手段,在此不再详述。
30.由图1~9所示的实施例可知,本实施例包括砂型输送装置,砂型夹持机构和控制装置;
31.砂型输送装置包括砂型托持机构和砂型输送机构;
32.砂型托持机构包括板条平台和板条平台升降驱动机构;
33.板条平台包括一组板条1和一组板条固定底座2,各板条1间隔固定在各板条固定底座2的上方,且各板条1沿砂型20输送方向平行设置,各板条固定底座2沿砂型20输送方向横向间隔设置,各板条1上端面处于同一水平面,从而形成砂型支撑面;在全部或部分板条固定底座2上设有板条平台支撑结构,板条平台支撑结构包括设置在板条固定底座2左侧和右侧的板条平台支撑块3,各板条平台支撑块3的底部设有板条平台承载面;
34.板条平台升降驱动机构包括一组支撑架4,一组偏心运动机构和驱动联动结构;支撑架,偏心运动机构与板条平台支撑结构一一对应设置,偏心运动机构包括两个偏心机构和连接轴5,偏心机构包括转轴6和偏心结构,偏心结构固定在转轴6的一端,偏心结构具有偏心于转轴6的轴心设置的板条平台支撑曲面,两个偏心机构的转轴6位于外侧,且通过转轴支撑轴承7与支撑架4的左侧和右侧转动连接,连接轴5的两端分别与两个偏心机构内端的偏心结构连接,以使两个偏心机构对称设置在连接轴5的左右两端,位于偏心运动机构左右两端的两个板条平台支撑曲面分别位于与其相对应的板条平台支撑结构左侧和右侧的板条平台承载面的下方,以对板条平台形成浮动支撑结构;
35.驱动联动结构包括升降驱动机构用活塞式执行机构8,连接杆9和一组摇臂10,升降驱动机构用活塞式执行机构8的活塞杆与连接杆9连接,各摇臂10的一端与连接杆9铰接,各摇臂10的另一端与各偏心运动机构中其中一侧的偏心机构的转轴6固定连接;升降驱动机构用活塞式执行机构8的活塞杆往复运动,以通过连接杆9带动各摇臂10同步摆动,当各摇臂10带动各自的转轴6摇动时,各转轴6带动各自的偏心运动机构摆动,从而使板条平台支撑曲面偏心于转轴6的轴心运动,以驱动砂型支撑面保持水平状态上下运动;
36.在板条平台和板条平台升降驱动机构之间设有板条平台横向定位结构;
37.砂型输送机构包括如上的砂型托持机构和砂型托持机构驱动装置;砂型托持机构驱动装置用于驱动砂型托持机构沿砂型20输送方向前进或后退一个砂型20的距离;
38.为了便于说明,令砂型托持机构中的一组板条1为静条,砂型输送机构中的一组板条1为动条,静条与动条相互平行,且相互嵌入对方之间的间隙内,以使静条与动条共同形成砂型输送通道;砂型托持机构中的各板条固定底座2与砂型输送机构中的各板条固定底座2沿砂型20输送方向横向间隔设置,从而使砂型托持机构的板条平台与砂型输送机构的板条平台相互嵌合在一起,以使砂型托持机构和砂型输送机构组成砂型输送装置(需要将砂型托持机构的板条平台与砂型输送机构的板条平台中各部件按上述砂型输送装置结构组合在一起后,在分别对各自的板条平台进行固定连接),在砂型输送装置中,为了便于说明,令静条的上端面所形成砂型支撑面为静条砂型支撑面11,动条的上端面所形成砂型支撑面为动条砂型支撑面12;
39.砂型夹持机构包括左侧夹板夹紧结构,右侧夹板夹紧结构,夹持机构支撑架和连接轴,左侧夹板夹紧结构和右侧夹板夹紧结构分别位于砂型输送通道的左侧和右侧,左侧夹板夹紧结构和右侧夹板夹紧结构分别包括夹板支架13和与其固定连接的夹板14,左侧夹板夹紧结构的夹板支架13的底部和右侧夹板夹紧结构的夹板支架13的底部通过连接轴固定连接在一起,以使左侧夹板夹紧结构的夹板14和右侧夹板夹紧结构的夹板14呈对置状态,形成一对砂型夹紧板,且在左侧夹板夹紧结构和右侧夹板夹紧结构中,至少其中之一的夹板14与夹板支架13通过砂型夹持机构用活塞式执行机构15连接,以使一对砂型夹紧板在砂型夹持机构用活塞式执行机构15的作用下对砂型输送通道的砂型20进行夹紧或松开,以防止在浇注作业过程中砂型20涨箱和便于砂型20运输,砂型夹持机构通过夹持机构横向自适应结构连接在一起,一对砂型夹紧板在对砂型20进行夹紧过程中,砂型夹持机构通过夹持机构横向自适应结构对自己横向位置进行自适应调整,以使砂型20相对于所述砂型输送通道的横向位置保持不变;
40.控制装置包括检测元件、执行元件和控制器;
41.检测元件包括位置传感器,其设置在砂型输送通道的前端(图中未示出),用于检测造型机所造出的砂型20是否被推送至砂型输送通道的砂型初始位置;执行元件包括砂型托持机构中的升降驱动机构用活塞式执行机构8,砂型输送机构中的升降驱动机构用活塞式执行机构8和砂型夹持机构中的砂型夹持机构用活塞式执行机构15。
42.板条平台升降驱动机构中偏心机构的转轴6为偏心轴,在偏心轴上设有板条平台支撑轴承16,板条平台支撑轴承16与转轴支撑轴承7在偏心轴上偏心设置,板条平台支撑轴承16的外圈为偏心结构的板条平台支撑曲面。
43.动条的个数比静条的个数多一个,且它们各自相邻的两个板条1之间分别嵌入对方一个板条1,并使砂型输送通道两侧为动条;夹持机构横向自适应结构为:左侧夹板夹紧结构和右侧夹板夹紧结构的夹板支架13分别对称设有横向移动轴,在砂型输送通道最左侧的动条和砂型输送通道最右侧的动条上分别设有与横向移动轴相适配的横向移动轴支撑槽,砂型夹持机构通过左侧夹板夹紧结构的夹板支架13上的横向移动轴和右侧夹板夹紧结构的夹板支架13上的横向移动轴支撑在与其相对应的砂型输送通道最左侧动条上的横向移动轴支撑槽和砂型输送通道最右侧动条上的横向移动轴支撑槽内,以使砂型夹持机构相
对于砂型输送通道横向移动,砂型输送通道最左侧的动条和砂型输送通道最右侧的动条形成夹持机构支撑架。
44.夹持机构横向自适应结构还可以为:连接轴的两端分别通过螺纹连接结构与左侧夹板夹紧结构的夹板支架13的底部和右侧夹板夹紧结构的夹板支架13的底部固定连接在一起,板条固定底座2横向设有连接轴适配孔,砂型夹持机构的连接轴滑配于连接轴适配孔内,以使砂型夹持机构相对于砂型输送通道横向移动。
45.砂型输送机构中的驱动联动结构和砂型托持机构中的驱动联动结构分别设置在砂型输送通道的左右两侧。
46.砂型输送机构中的砂型托持机构驱动装置为砂型输送机构用活塞式执行机构17。
47.控制装置中的控制器为plc可编程控制器。
48.板条平台横向定位结构包括左侧定位结构和右侧定位结构,左侧定位结构和右侧定位结构相同,其包括连接块18和横向定位轴承19,横向定位轴承19水平设置,且与连接块18转动连接,两个定位结构的连接块18对称固定在支撑架4的左右两侧,以使两个横向定位轴承19向内顶住板条固定底座2的左右两侧,从而对板条固定底座2进行横向限位。
49.一种砂型托持输送系统控制方法,包括以下步骤:
50.a.当控制器接收到位置传感器(位移传感器,型号:ep00700md341a01)发出的造型机所造出的砂型20被推送至砂型输送通道的初始位置信号后(该初始位置是由砂型造型机造出砂型后,由活塞式执行机构推至砂型输送通道的位置,该位置在砂型输送通道是相对固定的),控制器发出静条下降控制信号,控制砂型托持机构的升降驱动机构用活塞式执行机构8动作,使静条砂型支撑面11由与动条砂型支撑面12保持水平的高位下降至低位;
51.b.控制器发出砂型夹紧控制信号,控制砂型夹持机构用活塞式执行机构15动作,使一对砂型夹紧板由松开状态向中间靠拢将砂型20夹紧固定在动条砂型支撑面12上;
52.c.控制器发出砂型输送控制信号,控制砂型托持机构驱动装置动作,使动条向前移动一个砂型20间距;
53.d.控制器发出砂型松开控制信号,控制砂型夹持机构用活塞式执行机构15动作,使一对砂型夹紧板将砂型20由夹紧状态转换为松开状态;
54.e.控制器发出静条上升控制信号,控制砂型托持机构的升降驱动机构用活塞式执行机构8动作,使静条砂型支撑面11由低位上升至与动条砂型支撑面12保持水平的高位;
55.f.控制器发出动条下降控制信号,控制砂型输送机构的升降驱动机构用活塞式执行机构8动作,使动条砂型支撑面12由与静条砂型支撑面11保持水平的高位下降至低位;
56.g.控制器发出动条归位控制信号,控制砂型托持机构驱动装置动作,使动条向后移动一个砂型20的距离;
57.h.控制器发出动条上升控制信号,控制砂型输送机构的升降驱动机构用活塞式执行机构8动作,使动条砂型支撑面12由低位上升至与静条砂型支撑面11保持水平的高位,从而移动到初始位置,完成一个工作循环;
58.待控制器再次接收到位置传感器发出的造型机所造出的砂型20被推送至砂型输送通道的初始位置信号后,进行下一个工作循环。
59.在整个工作过程中,砂型20一直处于被静条砂型支撑面11与动条砂型支撑面12交替支撑在同一水平高度,从而避免砂型高度产生变化,以保持砂型串运输平稳,在砂型20前
移过程中,整个砂型串不会产生错箱,砂型20相互之间没有相对运动,不会损坏铸件腔室,进而保障了铸件的产品质量。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。