1.本技术涉及压板成型领域,尤其是涉及一种压板成型机的封头机构。
背景技术:
2.在石油勘探过程中,勘探人员经常要在野外作业,为了提高人员的人身安全,经常要用到野营房,野营房一般由龙骨,钢板等焊接组成,而为了提高钢板的结构强度,一般需要利用压板机对钢板压出特定的凹槽,以此来加强钢板的结构强度,凹槽的存在使得钢板边缘不平整,在将钢板焊接在龙骨上时,钢板便无法和龙骨适配焊接;一般直接将钢板不平整的边缘放入封头机构的封头口处,利用封头机构的封头模具将其不平整边缘压成平板。
3.针对上述中的相关技术,发明人认为存在有以下缺陷:钢板直接放进封头机构进行封头,将其边缘压平;在放入过程中,由于钢板在封头模具下压摩擦中会产生歪斜,钢板发生歪斜则会造成封头边缘倾斜,对钢板正常的凹槽和凸起造成一定的破坏,钢板定位精准性较差,由此钢板的封头边缘平整性较差。
技术实现要素:
4.为了改善钢板的定位不精准、封头过程没有限位从而导致封头边缘不平整的问题,本技术提供一种压板成型机的封头机构。
5.本技术提供的一种压板成型机的封头机构采用如下的技术方案:
6.一种压板成型机的封头机构,包括底座,所述底座上设置有封头口,所述底座于所述封头口处设置有上封头模具和下封头模具,所述底座上设置有多个用于驱动所述上封头模具靠近所述下封头模具的驱动件,所述底座上设置有多个用于在竖直方向上将钢板压紧稳定的压紧组件,所述压紧组件包括第一压板和第二压板,所述底座上设置有驱动第一压板靠近所述第二压板的驱动组件,所述底座上设置有驱动所述压紧组件将钢板输送至所述封头口处的输送组件。
7.通过采用上述技术方案,驱动组件驱动第一压板靠近第二压板,进而将钢板在竖直方向上按压在底座上,输送组件驱动压紧组件靠近封头口处,进而将钢板输送在上封头模具和下封头模具之间,驱动件驱动上封头模具靠近下封头模具,进而对钢板不平整边缘进行压平;压紧组件将钢板在底座上压紧限位,防止钢板在上封头模具和下封头模具对钢板摩擦按压时发生偏差位移,导致产品封头歪斜,影响钢板的结构刚性。
8.可选的,所述驱动组件包括与所述第二压板竖直固接的第一螺纹杆,所述第一压板开设有与所述第一螺纹杆滑动适配的转洞,所述第一压板于所述转洞内转动设置有与所述第一螺纹杆螺纹连接的内螺纹筒,所述内螺纹筒于所述第一压板的上端面固接有上限位板,所述内螺纹筒于所述第一压板的下端面固接有下限位板,所述第二压板上固接有贯穿所述第一压板的限位杆。
9.通过采用上述技术方案,转动上限位板,上限位板带动内螺纹筒一同转动,内螺纹筒在螺纹杆上转动,内螺纹筒沿着螺纹杆上下运动,第一压板在上限位板和下限位板之间
跟随内螺纹筒一起运动,限位杆避免第一压板跟随内螺纹筒一起转动。
10.可选的,所述下封头模具上端面沿钢板的凹槽方向固接有多个与钢板的凹槽相适配的凸块,所述上封头模具下端面开设有多个与所述凸块嵌设适配的嵌槽,所述上封头模具远离所述驱动组件的端部上端面为第一平面,所述下封头模具远离所述驱动组件的端部下端面为第二平面。
11.通过采用上述技术方案,凸块对钢板的凹槽进行适配限位,防止在上封头模具和下封头模具在对钢板进行按压封头时,凸块将钢板上的凹槽位置抵接进嵌槽内,维持钢板未被封头处的凹槽形状,保持钢板的良好性能。
12.可选的,所述输送组件包括垂直钢板运动方向设置在所述底座上方的横架,多个所述压紧组件沿所述横架长度方向滑动设置在所述横架上,所述底座上设置有驱动所述横架沿钢板运动方向移动的移动组件。
13.通过采用上述技术方案,压紧组件沿横架长度方向移动,可对不同宽度距离的钢板进行压紧,移动组件驱动横架靠近封头口处。
14.可选的,所述移动组件包括沿钢板运动方向设置在所述底座上方的长架,所述长架沿其长度方向开设有长槽,所述长槽内转动设置有第二螺纹杆,所述第二螺纹杆上螺纹连接有与所述横架固接的螺纹块,所述第二螺纹杆上设置有第一把手,所述第一把手设置有第一防滑纹。
15.通过采用上述技术方案,转动第二螺纹杆,螺纹块沿着第二螺纹杆长度方向移动,螺纹块带动横架在水平方向靠近或者远离封头口处;第一把手方便操作人员转动第二螺纹杆,第一防滑纹防止操作人员手滑。
16.可选的,所述底座上转动设置有多个运输辊。
17.通过采用上述技术方案,运输辊便于底座上的钢板被运输到封头口处,避免操作人员搬运钢板,减小了劳动强度。
18.可选的,所述下封头模具远离所述运输辊端部的第二平面设置有多个限位件。
19.通过采用上述技术方案,限位件避免钢板进入封头模具的长度过长,控制上封头模具和下封头模具对钢板的封头距离,避免钢板封头压平的距离过长,影响钢板整体强度性能。
20.可选的,所述上限位板上固接有第二把手,所述第二把手上设置有第二防滑纹。
21.通过采用上述技术方案,第二把手便于操作人员转动上限位板和内螺纹筒,第二防滑纹防止操作人员手滑。
22.综上所述,本技术包括以下至少一种有益技术效果:
23.1.驱动组件驱动第一压板靠近第二压板,进而将钢板在竖直方向上按压在底座上,输送组件驱动压紧组件靠近封头口处,进而将钢板输送在上封头模具和下封头模具之间,驱动件驱动上封头模具靠近下封头模具,进而对钢板不平整边缘进行压平;压紧组件将钢板在底座上压紧限位,防止钢板在上封头模具和下封头模具对钢板摩擦按压时发生偏差位移,导致产品封头歪斜,影响钢板的结构刚性;
24.2.转动上限位板,上限位板带动内螺纹筒一同转动,内螺纹筒在螺纹杆上转动,内螺纹筒沿着螺纹杆上下运动,第一压板在上限位板和下限位板之间跟随内螺纹筒一起运动,限位杆避免第一压板跟随内螺纹筒一起转动;
25.3.凸块对钢板的凹槽进行适配限位,防止在上封头模具和下封头模具在对钢板进行按压封头时,凸块将钢板上的凹槽位置抵接进嵌槽内,维持钢板未被封头处的凹槽形状,保持钢板的良好性能。
附图说明
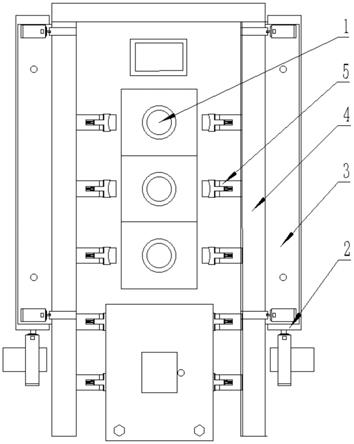
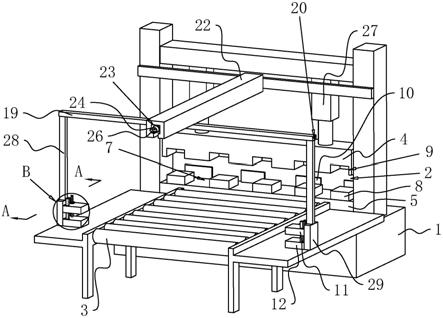
26.图1是本技术实施例的整体结构示意图;
27.图2是图1中b部分的局部放大示意图;
28.图3是沿图1中a
‑
a线的剖视结构示意图。
29.附图标记:1、底座;2、封头口;3、运输辊;4、上封头模具;5、下封头模具;7、第二平面;8、凸块;9、嵌槽;10、限位件;11、第一压板;12、第二压板;13、第一螺纹杆;14、内螺纹筒;15、上限位板;16、下限位板;17、第二把手;18、限位杆;19、横架;20、滑槽;22、长架;23、长槽;24、第二螺纹杆;26、第一把手;27、驱动件;28、竖架;29、连接板;30、转洞。
具体实施方式
30.以下结合附图1
‑
3对本技术作进一步详细说明。
31.本技术实施例公开一种压板成型机的封头机构。参照图1和图2,压板成型机的封头机构包括底座1,底座1上设置有封头口2,底座1于封头口2处设置有上封头模具4和下封头模具5,下封头模具5固接在底座1上,底座1上设置有多个用于驱动上封头模具4靠近下封头模具5的驱动件27,本技术实施例驱动件27设置为气缸,驱动件27设置有两个,两个驱动件27分设在上封头模具4沿其长度方向的两端上方,驱动件27的输出端与上封头模具4的上端面固接。
32.驱动件27驱动上封头模具4靠近下封头模具5,实现对处于封头口2处的钢板的封头效果。
33.参照图1和图2,下封头模具5的上端面固接有多个与钢板凹槽相适配的凸块8,上封头模具4的下端面开设有多个与凸块8卡接适配的嵌槽9;底座1中部转动设置有多个用于将钢板运输至封头口2处的运输辊3,下封头模具5远离运输辊3的上端面为第二平面7,第二平面7上没有固接凸块8,上封头模具4远离运输辊3的下端面设置为第一平面,第一平面上没有开设嵌槽9。
34.凸块8将钢板上的凹槽抵接卡进嵌槽9内,对钢板上的凹槽起到一个定型作用,避免其被破坏;上封头模具4的第一平面抵接下封头模具5的第二平面7,进而对处于第一平面和第二平面7之间的钢板进行压平封头。
35.参照图1和图2,下封头模具5上设置有多个限位件10,限位件10设置为竖直固接在下封头模具5于第二平面7上的限位板,限位件10位于上封头模具4的外部;底座1上设置有多个用于在竖直方向上将钢板压紧的压紧组件,本技术实施例压紧组件设置有两个,两个压紧组件相向分设在底座1上端面于运输辊3两端,压紧组件包括水平设置的第一压板11和水平设置的第二压板12,第一压板11远离运输辊3的一端竖直固接有连接板29,第二压板12与连接板29于第一压板11的上方滑动连接,第二压板12的上端面与底座1的运输辊3上侧壁齐平。
36.参照图2和图3,底座1上设置有用于驱动第一压板11靠近第二压板12的驱动组件,
驱动组件包括与第二压板12竖直固接的第一螺纹杆13,第一压板11贯穿开设有与第一螺纹杆13滑动适配的转洞30,第一压板11于转洞30内转动设置有与第一螺纹杆13螺纹连接的内螺纹筒14,内螺纹筒14的上端固接有上限位板15,内螺纹筒14的下端固接有下限位板16,本技术实施例上限位板15与下限位板16均设置为圆型,第二压板12上固接有贯穿第一压板11的限位杆18;上限位板15上端面固接有第二把手17,第二把手17上设置有第二防滑纹。
37.限位件10避免钢板进入封头口2内长度过多,保证了钢板的封头精准性,提高了封头质量;转动内螺纹筒14,内螺纹筒14在第一螺纹杆13上沿竖直方向运动,内螺纹筒14带动上限位板15和下限位板16运动,进而带动第一压板11靠近或者远离第二压板12;限位杆18避免第一压板11跟随内螺纹筒14一起转动,第二把手17方便操作人员转动内螺纹筒14,第二防滑纹避免操作人员手滑。
38.参照图1,底座1上设置有驱动钢板靠近封头口2处的输送组件,输送组件包括沿垂直钢板运输方向设置在运输辊3上方的横架19,横架19上滑动连接有与连接板29上端面固接的竖架28,横架19下端面沿其长度方向开设有滑槽20,横架19于滑槽20内滑动连接有与竖架28上端面固接的滑块,本技术实施例滑槽20设置为t型槽,滑块设置为t型块。
39.滑块可在滑槽20内滑动,滑块带动两个压紧组件相互靠近或者远离,可以进行调节适配对不同型号宽度的钢板进行夹紧。
40.参照图1,底座1于横架19上方沿钢板运动方向水平固接有长架22,长架22下端面沿其长度方向开设有长槽23,长架22于长槽23内沿长架22长度方向转动设置有第二螺纹杆24,第二螺纹杆24上螺纹连接有与长槽23滑动适配的螺纹块,本技术实施例长槽23设置为t型槽,螺纹块设置为t型块;第二螺纹杆24的一端固接有第一把手26,第一把手26上设置有第一防滑纹。
41.转动第二螺纹杆24,螺纹块沿长槽23滑动,螺纹块带动横架19靠近或者远离封头口2,进而横架19带动压紧组件和钢板靠近或者远离封头口2处;第一把手26方便操作人员转动第二螺纹杆24,第一防滑纹防止操作人员手滑。
42.本技术实施例一种压板成型机的封头机构的实施原理为:转动内螺纹筒14,驱动第一压板11靠近第二压板12,在竖直方向将钢板压紧在底座1上端面上;转动第二螺纹杆24,螺纹块带动横杆靠近封头口2,进而将压紧组件上的钢板运输到上封头模具4和下封头模具5之间,钢板上的凹槽和凸块8卡接适配,驱动件27驱动上封头模具4靠近下封头模具5,进而将钢板不平整边缘封头压平。
43.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。