技术特征:
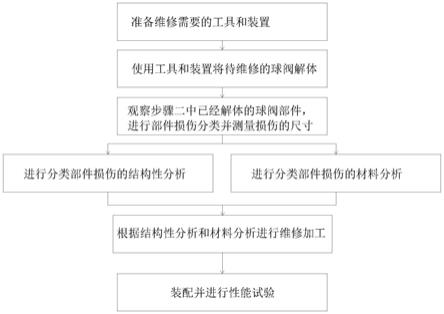
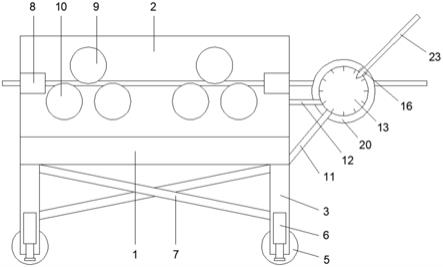
1.用于一体化球阀的维修方法,其特征在于,包括以下步骤:步骤一、准备待维修的球阀、扳手、吊机、维修台、硬度检测仪、车床、焊料、焊接工具、厚度检测仪和研磨装置;步骤二、将步骤一中的待维修的球阀置于维修台,通过扳手和吊机将待维修的球阀解体,所述待维修的球阀包括阀体、阀芯、阀杆和阀座,所述阀座包括进口端阀座和出口端阀座,进口端阀座和出口端阀座分置于阀芯两侧;步骤三、观察步骤二中已经解体的球阀部件,进行部件损伤分类并测量损伤的尺寸:所述阀芯以阀杆的轴线和阀座的轴线分区,分为进口端阀芯第一区、进口端阀芯第二区、出口端阀芯第一区和出口端阀芯第二区,进口端阀芯第一区具有深度为amm的划痕,进口端阀芯第二区具有深度为bmm的划痕,出口端阀芯第一区具有深度为cmm的划痕,出口端阀芯第二区具有深度为dmm的划痕,进口端阀座和出口端阀座均沿进口端阀座和出口端阀座的中心线分区,分为进口端阀座第一区、进口端阀座第二区、出口端阀座第一区和出口端阀座第二区,观察进口端阀座第一区、进口端阀座第二区、出口端阀座第一区和出口端阀座第二区是否有擦伤和划痕;步骤四、进行分类部件损伤的结构性分析:若a、b、c和d的数值相差大于等于50%,则阀座的中心线与阀芯的中心不在同一直线上,导致阀座与阀芯之间应力集中,造成损伤,且阀芯本身的形状具有尖锐部位,造成阀座和阀芯的应力集中导致擦伤和涂层脱落;步骤五、进行分类部件损伤的材料分析:若步骤三中的a b<c d,推测阀芯和阀芯两侧的阀座的硬度关系不合理,使用硬度检测仪对阀芯和两部分阀座进行硬度检测以及比较,若阀芯硬度大于阀座硬度,则阀芯和阀座的硬度关系合理,阀芯以及阀座的损伤与部件材料无关,否则得出阀芯和阀座的硬度关系不合理的结论,阀座的擦伤部位位于阀座的中心线下面;步骤六、根据步骤四和步骤五进行维修加工:使用步骤一中的车床去除阀座上已经脱落的涂层并车削加工掉损坏的基体部分,将阀芯材料更换为较阀座材料硬度更大的材料,并将阀芯的球口成型为圆弧角,使用步骤一中的焊料和焊接工具在阀座的密封面堆焊硬质合金,阀座和阀芯的表面均喷涂涂层,使用步骤一中的研磨装置阀座密封面与阀芯表面进行配合研磨,在阀体和阀座之间增设弹性元件;步骤七、将阀芯、阀体、阀杆、阀座和密封件装配并进行性能试验,包括常温和高温条件下的密封性能试验和扭矩性能试验。2.根据权利要求1所述的用于一体化球阀的维修方法,其特征在于,所述进口端阀芯第一区、所述出口端阀芯第一区、进口端阀座第一区和出口端阀座第一区位于靠近阀杆的一端,所述进口端阀芯第二区、所述出口端阀芯第二区、进口端阀座第二区和出口端阀座第二区位于远离阀杆的一端。3.根据权利要求1所述的用于一体化球阀的维修方法,其特征在于,所述涂层材料为碳化铬。4.根据权利要求1所述的用于一体化球阀的维修方法,其特征在于,使用步骤一中的厚度检测仪检测涂层厚度,控制涂层厚度为大于等于0.2mm。5.根据权利要求1所述的用于一体化球阀的维修方法,其特征在于,所述阀座的堆焊位置位于涂层与阀座的基体之间。
6.根据权利要求1所述的用于一体化球阀的维修方法,其特征在于,所述硬质合金沿阀芯的球体表面均匀堆焊。7.根据权利要求1所述的用于一体化球阀的维修方法,其特征在于,所述涂层在喷涂前进行试验,采用金相法检测涂层硬度,采用拉伸试验法检测涂层强度。8.根据权利要求1所述的用于一体化球阀的维修方法,其特征在于,所述弹性元件为内部镂空的圆台状。9.根据权利要求1所述的用于一体化球阀的维修方法,其特征在于,所述高温为大于等于650摄氏度。
技术总结
本发明公开了用于一体化球阀的维修方法,涉及阀门维修技术领域,使用了扳手、吊机、维修台、硬度检测仪、车床、焊料、焊接工具、厚度检测仪和研磨装置,将待维修的球阀进行部件损伤分类并测量损伤的尺寸,并根据损伤的位置和程度进行结构性分析和材料分析,再根据结构性分析和材料分析加工球阀的部件,维修过程中利用仪器检测相关参数来佐证推测,针对性强,维修方案科学合理,维修效果好、效率高。效率高。效率高。
技术研发人员:汪春臣 郑益丰 李芳 任飞龙 杨才平
受保护的技术使用者:五洲阀门股份有限公司
技术研发日:2021.08.19
技术公布日:2021/11/21
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。