1.本实用新型涉及法兰板加工装置技术领域,具体为方形、圆形法兰端头板钻孔、冲孔、攻丝牙一体机。
背景技术:
2.法兰板(方形、圆形)的加工需要进行钻孔、冲大孔、冲过筋孔、攻丝四个步骤,现有工艺多为分段式加工,即上述四个工序分成三部、由三个不同工位依次进行加工,这种方法要求至少有三个工人进行操作,造成人工成本高,效率低下;另有一种加工装置,将钻孔、攻丝集于一台设备上,冲大孔、冲过筋孔集成在一台设备上,先完成钻孔和攻丝工作,再进行冲大孔、冲过筋孔的工作,其同样至少需要两个工人进行操作,人工成本依然较高,效率仍有提高的空间。
技术实现要素:
3.针对上述存在的技术不足,本实用新型的目的是提供方形、圆形法兰端头板钻孔、冲孔、攻丝牙一体机,其投入成本低,在提高生产效率的同时又能降低生产成本,有相当广泛的适用范围。
4.为解决上述技术问题,本实用新型采用如下技术方案:
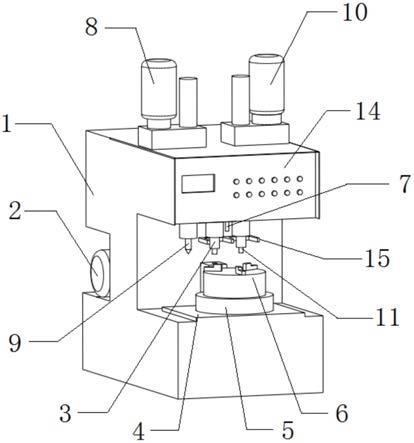
5.本实用新型提供方形、圆形法兰端头板钻孔、冲孔、攻丝牙一体机,包括数控冲床,与数控冲床驱动电机传动连接的可上下运动的冲刀固定杆,冲刀固定杆上可拆卸设有冲孔冲头;冲孔冲头下方设置有定位底板,定位底板上设有数控分度盘、卡盘,数控分度盘、卡盘由卡固组件固定,数控分度盘由分度盘驱动电机驱动;
6.还包括钻孔组件、攻丝组件和运动传感器,所述钻孔组件、攻丝组件设在上模组件上,所述钻孔组件包括钻孔驱动电机和钻头,所述攻丝组件包括攻丝驱动电机和丝锥,所述冲孔冲头包括一体设置的大孔冲头和过筋孔冲头,所述钻头、大孔冲头、过筋孔冲头、丝锥横向排列或者以数控分度盘的中心为圆心成弧形排列,所述数控冲床上还设有冲孔和攻丝定位压板;所述运动传感器设在所述上模组件底端并与数控冲床的控制电脑信号连接,所述分度盘驱动电机、数控冲床驱动电机与控制电脑电性连接。
7.优选地,所述钻孔驱动电机、攻丝驱动电机设在所述上模组件顶端。
8.优选地,所述卡盘采用回转油缸液压卡盘。
9.优选地,所述卡盘采用垂直压紧装置,垂直压紧装置包括定位柱、液压油缸和锁片,所述液压油缸设在定位底板上,所述定位柱设在液压油缸的顶部,所述锁片包括一圆盘,所述圆盘上开设有与所述定位柱插接的卡槽,所述定位柱顶部一体设有一压盖且所述压盖的直径大于所述卡槽的宽度,所述圆盘上还设有提手。
10.优选地,所述冲孔冲头替换成大孔冲头,所述钻头、大孔冲头、丝锥横向排列或者以数控分度盘的中心为圆心成弧形排列
11.本实用新型的有益效果在于:本设备通过将钻孔、冲大孔、冲过筋孔、攻丝四个加
工步骤集为一体,通过一台机器来完成上述四个加工步骤,有利于减轻劳动力、降低设备投入成本,具有高速高效高精准、加工噪音小、低维护成本、换模更换规格快的优势,适宜推广。
附图说明
12.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
13.图1为实施例1提供的方形、圆形法兰端头板钻孔、冲孔、攻丝牙一体机的结构示意图;
14.图2为实施例1中冲孔冲头的结构示意图;
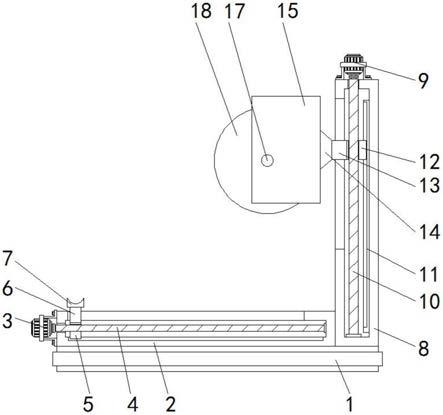
15.图3为定位柱的结构示意图;
16.图4为锁片的结构示意图。
17.附图标记说明:1
‑
数控冲床、2
‑
数控冲床驱动电机、3
‑
冲刀固定杆、4
‑
操作台、5
‑
数控分度盘、6
‑
回转油缸液压卡盘、7
‑
光感开关、8
‑
钻孔驱动电机、 9
‑
钻头、10
‑
攻丝驱动电机、11
‑
丝锥、12
‑
大孔冲头、13
‑
过筋孔冲头、14
‑
控制电脑、15
‑
冲孔和攻丝定位压板、16
‑
定位柱、17
‑
液压油缸、18
‑
圆盘、19
‑ꢀ
卡槽、20
‑
压盖、21
‑
提手。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
19.实施例1,如图1至图2所示,方形、圆形法兰端头板钻孔、冲孔、攻丝牙一体机,包括数控冲床1,与数控冲床驱动电机2传动连接的可上下运动的冲刀固定杆3,冲刀固定杆3上可拆卸设有冲孔冲头;冲孔冲头下方设置有操作台4,操作台上设有数控分度盘5、回转油缸液压卡盘6,数控分度盘5、回转油缸液压卡盘6由卡固组件固定,数控分度盘5由分度盘驱动电机驱动;
20.钻孔组件、攻丝组件设在上模组件上,钻孔组件包括钻孔驱动电机8和钻头9,攻丝组件包括攻丝驱动电机10和丝锥11,钻孔驱动电机、攻丝驱动电机设在上模组件顶端;
21.冲孔冲头包括一体设置的大孔冲头12和过筋孔冲头13,钻头9、大孔冲头12、过筋孔冲头13、丝锥11以数控分度盘5的中心为圆心成弧形排列,用于加工圆形法兰端头板,数控冲床上还设有冲孔和攻丝定位压板15;光感开关 7设在上模组件上并与数控冲床的控制电脑14信号连接,分度盘驱动电机、数控冲床驱动电机2与控制电脑14电性连接。
22.本机器工作过程如下:先将待加工法兰板固定在回转油缸液压卡盘6,然后启动机器,控制电脑14控制数控分度盘5做步进式转动,位于上模组件上的钻头9先完成沉头孔的钻孔,然后大孔冲头12、过筋孔冲头13一次冲压完成大孔和过筋孔的冲孔,同时,丝锥11完成攻丝牙工作,上述四个步骤一次性完成,加工完成后,控制电脑14停止数控分度盘5,打开
回转油缸液压卡盘 6,即可取出加工完成的法兰板。
23.实施例2,如图3
‑
4所示,本实施例的卡盘采用垂直压紧装置,除了卡盘与实施例1的回转油缸液压卡盘不同外,其他部分均匀实施例1相同,垂直压紧装置包括定位柱16、液压油缸17和锁片,液压油缸17设在定位底板上,定位柱16设在液压油缸17的顶部,锁片包括一圆盘18,圆盘18上开设有与定位柱16插接的卡槽19,定位柱16顶部一体设有一压盖20且压盖20的直径大于卡槽19的宽度,定位柱16和锁片配合将法兰板锁紧在数控分度盘5上,圆盘18上还设有提手21,方便提拉锁片。
24.在其他实施例中,也可以将冲孔冲头换成只有大孔冲头12的冲头,钻头9、大孔冲头12、丝锥11横向排列,用来加工方形法兰端头板,实现变只钻孔、冲大孔、攻丝牙的目的。
25.显然,本领域的技术人员可以对本实用新型进行各种改动和变型而不脱离本实用新型的精神和范围。这样,倘若本实用新型的这些修改和变型属于本实用新型权利要求及其等同技术的范围之内,则本实用新型也意图包含这些改动和变型在内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。