1.本发明属于金属管件连接技术领域,具体是涉及到一种应用磁脉冲成形技术连接电涡流阻尼器中双层圆管的装置、方法及电涡流阻尼器。
背景技术:
2.阻尼器是一种通过输出阻力来耗散运动能量的装置。广泛应用于航空、航天、军工、汽车、土木等行业。电涡流阻尼器是其中一种,具有结构简单、保养方便和工作寿命长等优点,有着广泛的应用前景。电涡流阻尼减振器的基本原理是:导体切割磁力线,导体中产生电涡流通过电阻热效应达到耗散振动能量的目的;同时,电涡流也会产生与原磁场方向相反的新磁场,产生阻碍导体运动的阻尼力,起到耗散振动能量的作用。目前用于结构减振的电涡流阻尼器可分为两类:一是平板式阻尼器,在平面内阻尼力不受方向限制,但存在漏磁问题;二是轴向力阻尼器,漏磁问题可得到有效解决。对一种双层圆管型轴向力电涡流阻尼器,强导电材料制成的内圆管与强导磁材料制成的外圆管组合成双层圆管结构,在内圆管内部布置圆形磁体,全部磁力线都会垂直切割导电内管而强磁导率的外圆管外侧不会出现磁力线,实现磁场的对外屏蔽、有效提高电涡流效率。
3.在阻尼减振过程中,内、外圆管的连接质量是保证阻尼器正常工作的一个重要因素。电涡流阻尼器的内圆管通常由铝合金制成,外圆管一般由钢制成,目前国内外针对这种非铁金属与钢铁以及异种非铁金属材料之间的连接方式大致分为机械连接和非机械连接。机械连接包括卡压式连接、环压式连接等;非机械连接,以焊接为代表。当内部铝管和外部钢管采用机械压接时,由于室温下铝合金成形性较差,容易导致连接时铝合金失效;当采用非机械的焊接时,钢、铝热物理性能差别明显,传统焊接方法在连接界面上容易出现很脆的金属间化合物产生较大的应力梯度,影响质量。
技术实现要素:
4.本发明要解决的技术问题是给双层圆管轴向力电涡流阻尼器中铝内管和钢外管的连接以及其他异种金属管材的连接提供一种安全、高效,能提高材料的成形极限,绿色环保低碳,焊接界面上不产生很脆的金属化合物,可保证连接强度的用于双层圆管的磁脉冲连接装置。
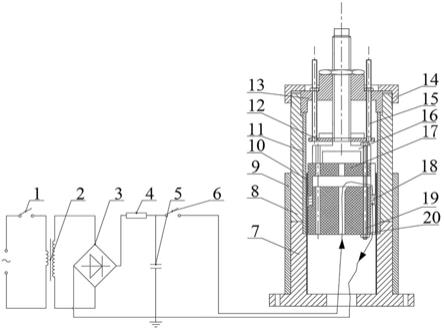
5.为了达到上述目的,本发明的技术方案如下,一种用于双层圆管的磁脉冲连接装置,包括充电开关、升压变压器、高压整流器、限流电阻、电容器、放电开关、内管支撑、外管支撑、保护套管、限位支撑、内压盘、外压盘、法兰、感应器;内管支撑设置三级阶梯孔,从底部开始第一级为第一通孔,用作导线通道,第二级用于为内管提供定位和径向支撑,第三级为环形定位槽,用于为外管提供定位,同时底部加工凸台为整个装置提供支撑;外管支撑设置两级阶梯孔,从底部开始第一级用于为外管提供径向支撑,第二级为内压盘提供定位和径向约束,同时上端部外侧有外螺纹用于与外压盘连接;
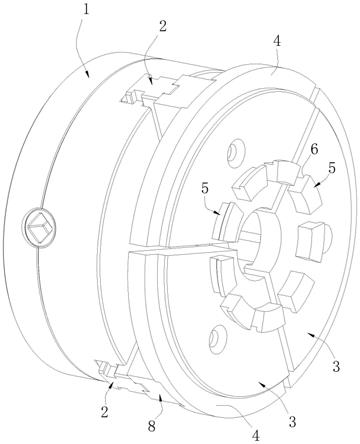
保护套管用于为内、外管支撑提供径向约束;内压盘与外压盘共同作用压紧外管,同时内压盘设置有三个通孔,中间通孔尺寸较大,两侧通孔尺寸较小;限位支撑在长轴方向上开设三个螺纹孔,中间螺纹孔尺寸较大,两侧尺寸较小;法兰分为法兰轴和法兰盘两个区域,轴上设置外螺纹,法兰盘区域沿圆周方向开始四个通孔;感应器包含两种,一种是线圈感应器,另一种是集磁器
‑
线圈复合感应器。前者在绝缘材料制作的芯棒上缠绕导线轴向压紧,包裹绝缘材料,后者在线圈外部嵌套一个高强度、高电导率材料制成的集磁器并在外侧包裹绝缘材料;内管支撑放于工作平台上,内管与内管支撑第二级阶梯孔配合,外管定位于内管支撑第三级阶梯孔,外管支撑套于外管外部,底部与内管支撑上端接触,保护套管置于内管支撑外部并高于内管支撑,同时为内管支撑和外管支撑提供约束,法兰与感应器用绝缘螺栓连接,法兰轴外螺纹与限位支撑中心内螺纹孔配合后插入内压盘中心通孔,并通过螺母紧固,限位支撑与内压盘之间通过螺杆、螺母定位紧固,内压盘将外管压紧,通过外压盘与外管支撑的螺纹连接将内压盘压紧,感应器导线从内管支撑第一级阶梯孔穿过与充、放电回路连接;进一步地,充电回路包括变压器、高压整流器、限流电阻和电容器;放电回路包括电容器、放电开关、感应器;放电时,在充电回路中,电网中电能经升压变压器、整流器、限流电阻等部分储存在电容器;充电完成后,充电回路变为开路状态,闭合放电回路放电开关,电能瞬间释放在感应器。当对线圈感应器进行瞬态放电时,在线圈感应器与内管之间产生强磁场及磁压力,当磁压力大于内管材料的屈服极限时,内管沿径向外高速运动达到一定条件时,则在内、外管搭接区域产生磁脉冲连接。
6.当对集磁器
‑
线圈复合感应器进行瞬态放电时,流过线圈的脉冲电流在集磁器内表面产生与线圈电流方向相反的涡流,由于趋肤效应,涡流只在集磁器内表流动,并从集磁器开缝处流到外表,然后集中到集磁器有效工作区表面,此时涡流与线圈电流方向相同,该涡流磁场与内管感应电流磁场叠加,在集磁器和内管之间形成强磁场并产生磁脉冲压力,当脉冲压力大于内管材料的屈服极限时,内管向外膨胀并达到一定条件时则在内、外管搭接区域产生磁脉冲连接。
7.不论是线圈感应器还是集磁器
‑
线圈复合感应器,都能产生磁脉冲焊接双层连接管和磁脉冲胀接双层连接管。外管的内壁上不开设环形槽时,进行磁脉冲焊接时驱动内管高速撞击外管,当冲击速度达到阈值,两工件搭接区产生磁脉冲焊接双层连接管;外管的内壁上开设环形槽时,可进行磁脉冲胀接,内管撞击外管速度相对较小,内管发生塑性变形向外膨胀,与外管上预设的环形槽形成机械锁紧将两工件连接在一起,形成磁脉冲胀接双层连接管;外管的内壁上开设环形槽时亦可进行复合连接,内管冲击外管速度达到阈值,两工件搭接区产生磁脉冲焊接 机械锁紧的复合双层连接管。
8.本发明还提出了一种利用本发明所述装置对一种双层圆管轴向力电涡流阻尼器中铝内管和钢外管的连接方法,包括以下步骤:步骤1、准备内、外管件坯料,对连接区域进行除锈、去油、脱脂处理保证金属界面光亮整洁(进行磁脉冲胀接时,在外管相应位置处开设一定宽度和深度的环槽);步骤2、将内管支撑置于工作平台上,将步骤1准备好的内、外管件坯料分别置于内
管支撑第二级阶梯孔和第三级阶梯孔内;步骤3、完成外管支撑与外管、外管支撑与内管支撑的配合,同时将保护套管套于内、外管支撑外部;步骤4、将感应器与法兰盘连接;步骤5、完成限位支撑的中心内螺纹与法兰轴外螺纹配合,法兰轴穿过内压盘中心通孔,并通过螺杆、螺母完成限位支撑与内压板连接;步骤6、将步骤5中整体置于待加工的双层连接管中,感应器导线从内管支撑第一级孔内穿过,内压盘将外管压紧,通过调节螺杆、螺母使感应器至合适位置,并通过螺母紧固;步骤7、将外压盘与外管支撑通过螺纹配合连接,压紧内压盘;将感应器导线端与充、放电回路连接;步骤8、闭合充电开关,电网中交变电压通过升压器进行升压,电流流过整流器变为直流电,电阻使得充电回路中电流降低,直流电对电容器充电,断开充电开关,闭合放电开关,电容器将能量作用于感应器,产生足够的磁脉冲压力,使内、外管完成连接;步骤9、松开外压盘,取出连接件检查连接质量,重复步骤4~8,可在不同位置进行多道次放电。
9.本发明还提供一种电涡流阻尼器,包括上述连接方法制备的双层连接管。
10.本发明的有益效果在于:1、具有高应变速率的成形特性,能提高材料的成形极限,可解决室温下采用常规方式进行连接时,铝合金内管极易在外管开槽处开裂失效的问题。
11.2、不会产生任何排放,整个过程无发热、无辐射、无烟、无废气、无火花、无冷凝水、无辅材消耗,绿色环保低碳,后续不需要继续热处理及清理工序等,在焊接界面上不产生很脆的金属化合物,可保证连接强度。
12.3、当磁脉冲设备频率不高时,用线圈感应器直接对双层连接管件施加磁压力,通过改变匝线截面和线圈匝数调整线圈电感,实现磁脉冲参数的优化,获得磁脉冲双层连接管;对高频磁脉冲设备,采用集磁器
‑
线圈复合感应器可提高感应器寿命,对不同直径、壁厚的管件,改变集磁器的几何特征,便可配合相同的线圈进行连接,显著提高管件磁脉冲连接的加工柔性,能适用于不同的连接条件,有着良好的推广前景。
附图说明
13.图1为本发明其中一实施例的结构示意图;图2为图1所示的芯盖的结构示意图;图3为图2所示的芯轴的结构示意图;图4为内管支撑的结构示意图;图5为图4所示的a
‑
a向剖视图;图6所示为外管支撑的结构示意图;图7为图6所示的b
‑
b向剖视图;图8为保护套管的结构示意图;图9为图8所示的c
‑
c向剖视图;
图10为内管与外观搭接的结构示意图;图11为限位支撑的结构示意图;图12为图11所示的d
‑
d向剖视图;图13为内压盘的结构示意图;图14为图13所示的e
‑
e向剖视图;图15为外压盘的结构示意图;图16为图15所示的f
‑
f向剖视图;图17为法兰的结构示意图;图18为图17所示的法兰另一视角的结构示意图;图19为图3所示的芯盖的结构示意图;图20为图19所示的芯盖另一视角的结构示意图;图21为图20所示的g
‑
g向剖视图;图22为图3所示的芯轴的结构示意图;图23为图22所示的芯轴另一视角的结构示意图;图24为图23所示的h
‑
h向剖视图;图25为环形槽的结构示意图;图26为本发明其另一实施例的结构示意图;图27为图26所示的集磁器的结构示意图;图28为图27所示的绝缘电木层的结构示意图;图29为图28所示的芯盖的结构示意图;图30为图29所示的芯盖另一视角的结构示意图;图31为图30所示的i
‑
i向剖视图;图32为图28所示的芯轴的结构示意图;图33为图32所示的芯轴另一视角的结构示意图;图34为图33所示的l
‑
l向剖视图;图35为图28所示的绝缘电木层的结构示意图;图36为图35所示的j
‑
j向剖视图;图37为图28所示的集磁器的结构示意图;图38为图37所示的k
‑
k向剖视图。
14.图中:1、充电开关;2、升压变压器;3、高压整流器;4、限流电阻;5、电容器;6、放电开关;7、内管支撑;71、第一通孔;72、环形定位槽;8、外管支撑;9、保护套管;10、内管;11、外管;111、环形槽;12、限位支撑;13、内压盘;14、外压盘;15、螺杆;16、法兰;161、法兰轴;162、限位螺母;17、芯盖;18、匝线;19、绝缘螺栓;20、芯轴;21、线圈感应器;23、绝缘电木层;25、集磁器;251、凸起;27、集磁器
‑
线圈复合感应器。
具体实施方式
15.下面结合附图和具体实施例,对本发明的技术方案作进一步具体的说明:请一并参阅图1
‑
3,本发明提供的用于双层圆管的磁脉冲连接装置,包括同轴设置的用于为内管10提供定位和径向支撑的内管支撑7和用于为外管11提供径向支撑的外管支
撑8,所述内管支撑7的一端设有用于穿过线圈感应器21的导线的第一通孔71,另一端设有与外管11适配的环形定位槽72,所述外管支撑8与内管支撑7的顶端连接,内管支撑7上套设有保护套管9,所述保护套管9沿轴向方向的高度不小于内管支撑7且对内管支撑7和外管支撑8提供径向约束,外管支撑8的顶端连接有用于压紧外管11的内压盘13,所述内压盘13上连接有可在内管支撑7内沿轴向方向滑动的法兰16,所述法兰16通过绝缘螺栓19连接有线圈感应器21,所述线圈感应器21包括芯盖17、芯轴20和匝线18,所述绝缘螺栓19依次贯穿法兰16、芯盖17与芯轴20连接,所述匝线18缠绕于芯轴20上且通过芯盖17压紧。
16.内管支撑7放于工作平台上,内管10置于内管支撑7内,外管11定位于内管支撑7的环形定位槽72内,外管支撑8套于外管11外部,底部与内管支撑7上端接触,保护套管9置于内管支撑7外部,同时对内管支撑7和外管支撑8提供约束,法兰16下端与线圈感应器21用绝缘螺栓19连接,法兰16上端外螺纹与限位支撑12中心内螺纹孔配合后插入内压盘13中心通孔并通过螺母紧固,内压盘13通过螺纹与外管支撑8的内侧壁连接,并将外管11压紧,线圈感应器21的导线从内管支撑7底面上的第一通孔71穿过,并与充、放电回路连接;充电回路包括充电开关1、变压器2、高压整流器3、限流电阻4和电容器5;放电回路包括电容5、放电开关6、感应器;放电时,在充电回路中,电网中电能经升压变压器2、高压整流器3、限流电阻4等部分储存在电容器5;充电完成后,充电回路变为开路状态,闭合放电回路放电开关6,电能瞬间释放,当对线圈感应器21进行瞬态放电时,在线圈感应器21与内管10之间产生强磁场及磁压力,当磁压力大于内管10材料的屈服极限时,内管10沿径向外高速运动达到一定条件时,则在内、外管搭接区域产生磁脉冲连接;通过高应变速率成形,可以提高材料的成形极限,可解决室温下采用常规方式进行连接时,铝合金内管极易在外管开槽处开裂失效的问题且不会产生任何排放,整个过程无发热、无辐射、无烟、无废气、无火花、无冷凝水、无辅材消耗,绿色环保低碳,后续不需要继续热处理及清理工序等,在焊接界面上不产生很脆的金属化合物,可保证连接强度。
17.更具体的,请参阅图25,所述外管11的内壁上开设有环形槽111,所述环形槽111设于外管11与内管10的搭接区域;环形槽111至少为一个,连接时,内管10向环形槽111内冲击形成机械锁紧结构,能提升搭接区域的连接强度。
18.更具体的,请一并参阅图26
‑
28,所述匝线18上套设有绝缘电木层23和集磁器25,所述绝缘螺栓19依次贯穿法兰16、芯盖17、绝缘电木层23、集磁器25与芯轴20连接;流过匝线18线圈的脉冲电流在集磁器25内表面产生与匝线18线圈电流方向相反的涡流,由于趋肤效应,涡流只在集磁器25内表流动,并从集磁器25开缝处流到外表,然后集中到集磁器25有效工作区表面,此时涡流与线圈电流方向相同,该涡流磁场与内管感应电流磁场叠加,在集磁器和内管之间形成强磁场并产生磁脉冲压力。
19.更具体的,所述集磁器25的有效工作区表面为向内管10延伸的凸起251,凸起251能精确控制连接区域的范围,比如对准外管11上的环形槽111,使得内管10与外观11在环形槽111区域连接时形成机械锁紧结构,能提升搭接区域的连接强度。
20.更具体的,请参阅图2,所述外管支撑8上连接有外压盘14,所述外压盘14通过内压盘13压紧外管11;采用此种结构时,内压盘13与外观支撑8的内侧壁滑动连接,且压在外管11的顶端,外压盘14与外观支撑8的外侧壁通过螺纹连接,并使得内压盘13压紧外管11。
21.更具体的,所述法兰16上设有法兰轴161,所述法兰轴161与内压盘13滑动连接,法
兰轴161伸出内压盘13的一端设有限位螺母162;限位螺母162能限定线圈感应器21的行程,避免线圈感应器21过度向下移动超出搭接区域,保证生产正常进行。
22.更具体的,所述内压盘13上连接有限位支撑12,所述限位支撑12设于内压盘13与法兰16之间;限位支撑12通过多根螺杆15与内压盘13连接,一方面能避免法兰16晃动,为磁脉冲连接提供稳定的工作调节,另一方面能避免法兰16与直接内压盘13碰撞,避免绝缘螺栓19损坏,导致拆卸不便。
23.一种利用磁脉冲连接装置进行连接的方法,包括以下步骤:步骤1、准备内、外管件坯料,对连接区域进行除锈、去油、脱脂处理保证金属界面光亮整洁,根据生产需要,可在外管搭接相应位置处开设一定宽度和深度的环形槽;步骤2、将内管支撑置于工作平台上,将步骤1准备好的内、外管件坯料分别置于内管支撑和环形定位槽内;步骤3、完成外管支撑与外管、外管支撑与内管支撑的配合,同时将保护套管套于内、外管支撑外部;步骤4、将感应器与法兰连接;步骤5、完成限位支撑的中心内螺纹与法兰轴外螺纹配合,法兰轴穿过内压盘中心通孔,并通过螺杆完成限位支撑与内压盘连接;步骤6、将步骤5中整体置于待加工的双层连接管中,线圈感应器的导线从内管支撑第一通孔内穿过,内压盘将外管压紧,通过调节螺杆和/或限位螺母使线圈感应器移动至合适位置;步骤7、将外压盘与外管支撑通过螺纹配合连接,压紧内压盘;将线圈感应器的导线端与充、放电回路连接;步骤8、闭合充电开关,电网中交变电压通过升压变压器进行升压,电流流过高压整流器变为直流电,限流电阻使得充电回路中电流降低,直流电对电容器充电,断开充电开关,闭合放电开关,电容器将能量作用于线圈感应器,产生足够的磁脉冲压力,使内、外管完成连接。
24.线圈感应器和集磁器
‑
线圈复合感应器都能产生磁脉冲焊接双层连接管和磁脉冲胀接双层连接管。当外管的内侧壁上不开设环形槽时,用线圈感应器直接对双层连接管件施加磁压力进行磁脉冲焊接,通过改变匝线截面和线圈匝数调整线圈电感,实现磁脉冲参数的优化,驱动内管高速撞击外管,当冲击速度达到阈值,内外管搭接区与产生磁脉冲焊接获得双层连接管;当外管的内侧壁上开设环形槽时,可采用线圈感应器直接对双层连接管件施加磁压力进行磁脉冲胀接,内管撞击外管速度相对较小,内管发生塑性变形向外膨胀,与外管上预设的环形槽形成机械锁紧将两工件连接在一起,产生磁脉冲胀接获得的双层连接管;亦可采用集磁器
‑
线圈复合感应器进行磁脉冲胀接,集磁器驱动内管冲进环形槽,内管与外管在环形槽处形成机械锁紧结构进行连接,这种连接方式可提高感应器寿命,对不同直径和壁厚的管件,改变集磁器的几何特征,便可配合相同的线圈进行连接,显著提高管件磁脉冲连接的加工柔性,能适用于不同的连接条件,有着良好的推广前景;还可以采用集磁器
‑
线圈复合感应器进行复合连接,集磁器将内管冲进环形槽,形成机械锁紧结构,同时内管高速撞击外管情况下,外管与内管搭接处产生磁脉冲焊接产生复合双重双层连接管,能进一步增加双层连接管的连接强度,从而保证电涡流阻尼器的可靠性。
25.更具体的,连接方法还包括:步骤9、松开外压盘,取出连接件检查连接质量,重复步骤4
‑
步骤8,可在内、外管搭接区域的不同位置进行多道次放电,以保证连接的可靠性。
26.一种电涡流阻尼器,包括上述的连接方法制备的双层连接管,所述双层连接管连接稳固,能保证电涡流阻尼器工作可靠性,延长电涡流阻尼器的使用寿命,有着广泛的应用前景。
27.实施例一请参阅图1
‑
3,本实施例提供的用于双层圆管的磁脉冲连接装置,为一种线圈做感应器的双层圆管轴向力电涡流阻尼器中铝内管和钢外管磁脉冲焊接装置,包括:充电开关1、升压变压器2、高压整流器3、限流电阻4、电容器5、放电开关6、内管支撑7、外管支撑8、保护套管9、内管10、外管11、限位支撑12、内压盘13、外压盘14、螺杆15、法兰16、芯盖17、匝线18、绝缘螺栓19、芯轴20、线圈感应器21。
28.具体的,如图1,闭合充电开关1,变压器2将来自电网中的交流电压上升到几千伏,高压整流器3将交流电变为直流电,经过限流电阻4降低回路电流后对电容器5进行充电,当电容器5充电到阈值,断开充电开关1,闭合放电开关6,强大电流瞬间作用于线圈感应器21,在线圈感应器21与内管10之间形成强磁场及磁压力,当磁压力大于内管10材料的屈服极限时,内管10沿径向向外高速运动并与外管11发生冲击接触,当该冲击速度超过阈值时,则在内、外管搭接区域产生磁脉冲焊接。
29.具体的,请参阅图4、图5,内管支撑7设置三级阶梯孔,从底部开始第一级为第一通孔71,用作穿过线圈感应器21的导线通道;第二级为内管10提供定位和径向支撑,第三级为环形定位槽72,用于为外管11提供定位,同时底部设置沿径向外伸出的凸台为整个装置提供支撑。
30.具体的,请参阅图6、图7,外管支撑8设置两级阶梯孔,从底部开始第一级用于为外管11提供径向支撑,其内径为128mm,第二级为内压盘13提供定位和径向约束,同时上端部外侧有外螺纹用于与外压盘14连接。
31.具体的,请参阅图8、图9,保护套管9为厚壁圆管用于为内管支撑7和外管支撑8提供径向约束。
32.具体的,如图10,内管10材料为6063铝合金,其外径116mm,壁厚1mm,高度150mm,外管11材料为q235钢,其外径128mm,壁厚5mm,高度150mm, 内外管搭接区域长度100mm,内、外管之间间隙1mm。
33.具体的,请参阅图11、图12,限位支撑12在长轴方向上开设三个螺纹孔,中间螺纹孔尺寸较大,两侧尺寸较小;中间螺纹孔与法兰轴161适配,两侧螺纹孔与螺杆15适配。
34.具体的,请参阅图13、图14,内压盘13中部设置有三个通孔,中间通孔尺寸较大,两侧通孔尺寸较小;中间螺纹孔与法兰轴161适配,两侧螺纹孔与螺杆15适配。
35.请参阅图15、图16,,外压盘14的内侧壁上开设与外管支撑8适配的内螺纹,中部设置通孔,通孔的内径大于螺杆15之间的最大间距,便于调节螺杆15使得线圈感应器21升降,小于内压盘13的外径,使得内压盘13压紧外管11。
36.具体的,请参阅图3
‑
24,线圈感应器21在绝缘材料制作的芯轴20上缠绕匝线18,包裹绝缘材料并用芯盖17压紧,匝线18外侧包裹绝缘材料,选择截面5
×
7mm的紫铜匝线,匝数为3,线圈外径110mm,有效工作区域轴向长度15mm,放电能量45kj。
37.具体的,内管支撑7放于工作平台上,内管10置于内管支撑7的第二级阶梯孔内,内管10沿轴向方向的高度不小于内管支撑7的高度,外管11定位于内管支撑7的环形定位槽72内,外管支撑8套于外管11外部,底部与内管支撑7上端接触,保护套管9置于内管支撑7外部,保护套管9沿轴向方向的高度不小于内管10的高度,同时对内管支撑7和外管支撑8提供约束,法兰16下端与线圈感应器21用绝缘螺栓19连接,法兰轴162上的外螺纹与限位支撑12中心内螺纹孔配合后插入内压盘13中心通孔并通过限位螺母162紧固,限位支撑12与内压盘13之间通过螺杆15、螺母定位紧固,内压盘13将外管11压紧,通过外压盘14与外管支撑8的螺纹连接将内压盘13压紧,线圈感应器21的导线从内管支撑7的第一通孔71穿过与充、放电回路连接,整个工装完成装配。
38.使用该装置对双层圆管轴向力电涡流阻尼器中铝内管和钢外管进行磁脉冲焊接时,包括以下步骤:步骤1、准备需要连接的一定尺寸的内、外管件坯料,对连接区域进行除锈、去油、脱脂处理保证金属界面光亮整洁;步骤2、将内管支撑7置于工作平台上,将步骤1准备好的内、外管件坯料分别置于内管支撑8的第二级阶梯孔和环形定位槽72内;步骤3、将外管支撑8套于外管11外部使其内壁与外管11外壁接触,同时外管支撑8底部与内管支撑7顶部接触,将保护套管9套于内、外支撑管外部;步骤4、将线圈感应器21与法兰16下端的法兰盘用绝缘螺栓19连接,保证感应器21、法兰16同轴,同时保证感应器21与法兰16之间有足够绝缘;步骤5、限位支撑12中心内螺纹与法兰轴162上的外螺纹配合整体穿过内压盘13中心通孔,并通过螺杆15、螺母完成限位支撑12与内压盘13连接,保证法兰16与内压盘13同轴的同时,实现法兰16在轴向的定位;步骤6、将步骤5中整体置于待连接的双层连接管中,线圈感应器21的导线从内管支撑7的第一通孔71内穿过,内压盘13将外管11压紧,通过调整螺杆15、螺母调节感应器21位置,保证线圈感应器21的工作区与内、外管的搭接区相对,在法兰轴161上通过限位螺母162紧固;步骤7、将外压盘14与外管支撑8通过螺纹配合连接,压紧内压盘13;将线圈感应器21进、出导线端与充、放电回路连接;步骤8、闭合充电开关1,电网中交变电压通过升压变压器2进行升压,电流流过高压整流器3变为直流电,限流电阻4使得充电回路中电流降低,直流电对电容器5充电,当能量达到45kj,断开充电开关1,闭合放电开关6,电容器5将能量作用于线圈感应器21,产生足够的磁脉冲压力,使内、外管完成连接形成双层连接管;步骤9、松开外压盘14,取出连接件检查连接质量,重复步骤4
‑
步骤8,可在内、外管搭接区域的不同位置进行多道次放电。
39.实施例二请参阅图25,本实施例提供的技术方案与实施例一基本相同,不同之处在于:改变外管11的直径,并在外管11搭接位置的内壁上开设环形槽111,改变外管支撑8第一级阶梯孔的内径,改变放电能量。
40.具体的,内管10材料为6063铝合金,其外径116mm,壁厚1mm,高度150mm,外管11材
料为q235钢,其外径126mm,壁厚5mm,高度150mm,外管在距上端部48mm处开设宽度4mm,深度1mm的环槽,内外管搭接区域长度100mm,内、外管之间接触,外管支撑第一级阶梯孔内径126mm,选择截面5
×
7mm的紫铜匝线,匝数3,线圈外径110mm,有效工作区域轴向长度15mm,放电能量30kj。
41.具体的,闭合充电开关1,变压器2将来自电网中的交流电压上升到几千伏,高压整流器3将交流电变为直流电,经过限流电阻4降低回路电流后对电容器5进行充电,当电容器5充电到30kj,断开充电开关1,闭合放电开关6,强大电流瞬间作用于线圈感应器21,在线圈感应器21与内管10之间形成强磁场及磁压力,当电磁压力大于内管10材料的屈服极限时,内管10发生塑性变形沿径向向外膨胀与外管11预设槽发生机械锁紧将两工件连接在一起,产生磁脉冲胀接双层连接管。
42.实施例三请参阅图26
‑
28,本实施例提供的技术方案与实施例一基本相同,不同之处在于:所述匝线18上套设有绝缘电木层23和集磁器25,所述绝缘螺栓19依次贯穿法兰16、芯盖17、绝缘电木层23、集磁器25与芯轴20连接;芯盖17、匝线18、绝缘电木层23、集磁器25和芯轴20构成集磁器
‑
线圈复合感应器27。
43.具体的,内管10材料为6063铝合金,其外径116mm,壁厚1mm,高度150mm,外管11材料为q235钢,其外径128mm,壁厚5mm,高度150mm,内外管搭接区域长度100mm,内、外管之间间隙1mm,外管支撑第一级阶梯孔内径128mm。
44.具体的,请参阅图28
‑
38,集磁器
‑
线圈复合感应器27在绝缘材料制作的芯轴20上缠绕匝线18,用芯盖17压紧,匝线18包裹绝缘材料,选择截面5
×
7mm的紫铜匝线,匝数为9,线圈外径59mm,有效工作区域轴向长度45mm,集磁器25最大直径113mm,有效工作区域为凸起251,凸起251沿轴向方向的长度8mm,放电能量30kj。
45.具体的,如图26,闭合充电开关1,变压器2将来自电网中的交流电压上升到几千伏,高压整流器3将交流电变为直流电,经过限流电阻4降低回路电流后对电容器5进行充电,当电容器5充电到30kj,断开充电开关1,闭合放电开关6,强大电流瞬间作用于集磁器
‑
线圈复合感应器27,流过匝线18的脉冲电流在集磁器25内表上产生电流方向相反的涡流,根据趋肤效应,涡流在集磁器25内表流动,并在集磁器25开缝处转到外表、然后集中到集磁器25有效工作区表面流动,此时涡流方向与线圈电流相同,该涡流磁场与内管10感应电流磁场叠加,在集磁器25外壁有效工作区和内管10之间形成强磁场并产生脉冲磁压力,当磁压力大于内管10材料的屈服极限时,内管10沿径向向外高速运动并与外管11发生冲击接触,当该冲击速度超过阈值时,则在内、外管搭接区域产生磁脉冲焊接,形成磁脉冲焊接双层连接管。
46.实施例四请参阅图25,本实施例提供的技术方案与实施例三基本相同,不同之处在于:参照实施例3中装置,改变外管11直径,并在外管11搭接位置的内壁上开设环形槽111,改变外管支撑8第一级阶梯孔的内径,改变放电能量。
47.具体的,内管10材料为6063铝合金,其外径116mm,壁厚1mm,高度150mm,外管11材料为q235钢,其外径126mm,壁厚5mm,高度150mm,外管在距上端部48mm处开设宽度4mm深度1mm环槽,内外管搭接区域长度100mm,内、外管之间接触,外管支撑第一级阶梯孔内径
126mm,选择截面5
×
7mm的紫铜匝线,匝数为9,线圈外径59mm,有效工作区域轴向长度45mm,集磁器最大直径113mm,有效工作区域为凸起251,凸起251的沿竖直方向的高度8mm,放电能量25kj。
48.具体的,闭合充电开关1,变压器2将来自电网中的交流电压上升到几千伏,高压整流器3将交流电变为直流电,经限流电阻4降低回路电流后对电容器5进行充电,当电容器5充电到25kj,断开充电开关1,闭合放电开关6,强大电流瞬间作用于集磁器
‑
线圈复合感应器27,集磁器
‑
线圈复合感应器27与内管10之间形成强磁场及磁压力,当磁压力大于内管10材料的屈服极限时,内管10发生塑性变形沿径向向外膨胀与外管11预设槽发生机械锁紧将两工件连接在一起,形成磁脉冲胀接双层连接管。
49.以上实施例仅用于说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。