1.本技术涉及折弯机的技术领域,尤其是涉及一种提高二次折弯板材定位精度的折弯机。
背景技术:
2.铝单板是指经过铬化等处理后,再采用氟碳喷涂技术加工形成的建筑装饰材料;折弯机是用于铝单板冷加工成型的加工设备之一,其是一种能够对薄板进行折弯的机器。
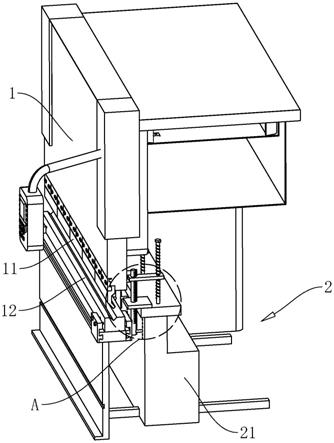
3.相关技术中的折弯机的工作部分如图1所示,其结构主要包括机架1,机架1上设有用于将板材折弯成型的凸模11和凹模12,机架1上且位于凹模12旁还设有用于对板材进行定位的定位台21和定位块22,定位块22位于定位台21靠近凹模12的一侧,定位台21与机架1相对滑移,当位于凹模12上的板材边缘与定位块22抵接时,板材的位置便被确定,凸模11可沿竖直方向朝向凹模12移动,凹模12与凸模11对板材相互挤压使得其成型。
4.对于如图2所示的边缘已有成型后的折弯部的板材,如需于此折弯部旁再次进行折弯加工,若此时仍以定位块22的位置作为板材的定位基准,则当板材与定位块22抵接时,首先板材被定位块22所抵接的位置受多种因素影响(如板材厚度、板材折弯角度、定位块22的厚度等)而无法轻易确定,其次,由于与定位块22抵接的板面为斜面,板材朝向定位块22移动至二者发生相互作用力时,板材必将沿斜面方向发生不定量的位移,定位精度无法保证,故折弯机对需二次折弯的板材工件的定位工作较为繁杂。
技术实现要素:
5.为了改善板材二次折弯加工的定位工作较为繁杂的问题,本技术提供一种提高二次折弯板材定位精度的折弯机。
6.本技术提供的一种提高二次折弯板材定位精度的折弯机采用如下的技术方案:
7.一种提高二次折弯板材定位精度的折弯机,包括机架,所述机架上设有凸模和凹模,所述凸模与凹模相对滑移,所述机架上且位于凹模的一侧滑移连接有定位台,所述定位台上设有定位块,所述定位台的滑移方向为水平面内靠近或远离凹模,还包括辅助定位组件,所示辅助定位组件包括定位杆,所述定位杆与定位块连接,所述定位杆的长度方向与凸模的滑移方向平行。
8.通过采用上述技术方案,对已有折弯结构的板材进行二次折弯成型加工时,将板材置于凸模与凹模之间并向定位杆推进,使板材的折弯部的边缘与定位杆抵接,由于定位杆和定位块连接,故定位杆与定位台的相对位置关系已知,定位杆也可用于板材的定位参考点,且工件与定位杆相抵接之处为工件的折弯部的最边缘处,位置确定度高;当定位杆与板材的折弯部边缘抵接时,二者发生横向抵接作用力,里的方向与板材的移动方向平行,板材便几乎不会发生其他方向上的位置偏移,以此提高板材在加工时的定位精确度和定位操作便捷程度。
9.可选的,所述辅助定位组件还包括抵接块,所述定位杆穿过抵接块,所述定位台上
还设有调节组件,所述调节组件用于使抵接块沿定位杆的长度方向滑移。
10.通过采用上述技术方案,由于折弯部与抵接块相互抵接,故操作者对板材施加的推进力将使板材的折弯部存在一定几率沿自身的折弯方向继续发生折弯,而抵接块于折弯部产生继续折弯趋势的方向对折弯部的边缘进行阻挡限位,减小折弯部的折弯变形量,进一步提高了工件的定位精度。
11.可选的,所述调节组件包括调节丝杆,所述调节丝杆与定位块转动连接,所述调节丝杆的长度方向与定位杆的长度方向平行,所述调节丝杆穿过抵接块且二者螺纹连接。
12.通过采用上述技术方案,调节丝杆转动从而使抵接块沿定位杆的长度方向滑移,调节丝杆静止不动也可使抵接块静止于定位杆上的某一固定位置。
13.可选的,所述定位杆与定位块相对滑移,且定位杆相对定位块的滑移方向为定位杆的长度方向,所述调节组件包括用于使定位杆和定位块相对固定的限位件。
14.通过采用上述技术方案,定位杆伸出定位块的高度可调节,从而使辅助定位组件可适应多种带有不同大小的折弯部的板材的定位。
15.可选的,所述限位件为限位销,所述限位销穿过定位杆,所述定位台上开设有若干限位孔,多个所述限位孔沿定位杆的长度方向排列。
16.通过采用上述技术方案,将限位销穿过定位杆并插入限位孔内,定位杆便被轴向固定。
17.可选的,所述定位杆上沿自身长度方向设有定位刻度。
18.通过采用上述技术方案,定位刻度为抵接块相对定位杆的高度位置提供直观参考,从而为抵接块相对定位杆的位置调节提供便利。
19.可选的,所述定位杆和抵接块的材料均为45钢。
20.可选的,所述定位杆上固定连接有加强筋条,所述加强筋条位于定位杆远离凹模的一侧。
21.通过采用上述技术方案,定位杆和抵接块采用较高刚度的材料可减小板材撞击时零件所发生的形变,加强筋条也对定位杆起到减小变形量的效果,从而提高辅助定位组件的零件的尺寸精度,以提高其对工件的定位精度。
22.综上所述,本技术包括以下至少一种有益技术效果:
23.1.通过辅助定位组件的设置,辅助定位组件对板材的折弯部进行抵接定位与止翻折限位,提高了具有折弯部的板材在进行二次折弯加工时于凹模上的放置位置的精准程度,从而提高板材折弯位置的定位精度;
24.2.通过限位销和限位孔的设置,定位杆伸出定位块的长度可调节,从而使辅助定位组件可适应带有多种折弯部大小的板材的定位工作。
附图说明
25.图1是相关技术中用于体现折弯机的定位原理的示意图。
26.图2是相关技术中的折弯机应用于二次折弯板材的定位时的工况示意图。
27.图3是本技术实施例中用于体现提高二次折弯板材定位精度的折弯机的结构示意图。
28.图4是图3中a部的局部放大图。
29.图5是本技术实施例中用于体现折弯机对板材的定位原理示意图。
30.附图标记说明:1、机架;11、凸模;12、凹模;2、定位机构;21、定位台;211、限位孔;22、定位块;23、辅助定位组件;231、定位杆;2311、定位刻度;2312、加强筋条;232、抵接块;24、调节组件;241、调节丝杆;242、限位销。
具体实施方式
31.以下结合附图1
‑
5对本技术作进一步详细说明。
32.本技术实施例公开一种提高二次折弯板材定位精度的折弯机,如图3所示,包括机架1,机架1上安装有用于对板材工件进行折弯加工的凸模11与凹模12,机架1内置有驱动源(图中未示出),驱动源可使凸模11于竖直方向上朝向或远离凹模12移动,机架1上且位于凹模12的一侧设置有用于对板材进行定位的定位机构2。
33.如图3和4所示,定位机构2包括定位台21和定位块22,驱动源也可驱动定位台21于水平方向上朝向或远离凹模12移动;定位块22安装于定位台21上且位于靠近凹模12的一侧,定位机构2的工作原理为:先将定位台21移动至指定的位置,此时定位块22与凸模11和凹模12的中心位置的距离便被固定,将板材放置于凹模12上,使定位块22与板材的边缘贴合抵接,此时凸模11中心正对的板材位置便为板材可被加工成型出的折弯位置。
34.如图4和5所示,对于一些需要在已有折弯部分旁再度进行同向的折弯加工的板材,定位块22由于位置的局限性而无法进行板材定位,故定位机构2还包括辅助定位组件23和调节组件24。辅助定位组件23包括定位杆231和抵接块232,定位杆231穿设于定位块22上,即定位杆231的长度方向与凸模11的移动方向一致、与定位台21的移动方向垂直。抵接块232套设在定位杆231外且二者过渡配合,即抵接块232可沿定位杆231的长度方向与定位杆231相对滑移。
35.如图4和5所示,调节组件24包括限位销242和调节丝杆241,限位销242用于使定位杆231和定位台21相对固定:定位台21上且位于定位块22的下方开设有若干限位孔211,限位孔211的排列方向为定位杆231的长度方向,每两个限位孔211之间的孔心距离为5cm。限位孔211的长度方向与定位杆231的长度方向垂直,定位杆231上开设有供限位销242穿过的孔,限位销242穿过定位杆231并插入限位孔211内,从而实现定位杆231与定位台21、定位块22的相对位置固定。调节丝杆241转动连接于定位台21上,且调节丝杆241位于定位杆231远离凹模12的一侧,且调节丝杆241的长度方向与定位杆231的长度方向一致,调节丝杆241穿过抵接块232且二者螺纹配合,抵接块232在调节丝杆241的推进作用下可沿定位杆231的长度方向移动。抵接块232与定位杆231的相交处形成供板件的折弯部的边缘抵接的直角区域。
36.如图5所示,进行板材加工之前,需先根据图纸或通过计算得出x和y的尺寸大小,而后根据x的长度移动定位台21,并根据y的尺寸调节抵接块232与定位杆231的相对位置(定位块222背离定位台21的一侧与凹模12的水平高度差需考虑在内),随后将待加工的板材带有折弯部的一侧推进至与定位杆231抵接,此时抵接块232朝向定位块22的一侧也与工件的边缘,并以此对板材的折弯部形成竖直方向上的限位。为了使抵接块232相对定位杆231的位置调节更加便利,定位杆231上刻有定位刻度2311,定位刻度2311的测量长度方向与定位杆231的长度方向一致,操作者可根据定位刻度2311的显示值对抵接块232的位置进
行快速调节。定位杆231和抵接块232均采用刚度较大的45钢制成,从而减小板材与辅助定位组件23相互撞击时对其造成的变形。同时,定位杆231背离凹模12的一侧焊接固定有加强筋条2312,加强筋条2312的长度方向与定位杆231的长度方向一致,其也起到减小定位杆231的变形量的作用。
37.本技术实施例一种提高二次折弯板材定位精度的折弯机的实施原理为:
38.先根据板材的具体尺寸及加工要求将定位台21和抵接杆的位置进行调节,将待加工的板材放置于凹模12上,而后将板材朝向定位机构2平推,直至板材的折弯部的边缘同时与抵接块232和定位杆231抵接,此时板材便被准确定位,随即便可直接通过凸模11与凹模12相互配合进行折弯加工。
39.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。