1.本实用新型涉及高频变压器制造技术领域,具体而言,涉及一种防止堵料的自动焊锡设备。
背景技术:
2.众所周知,在电表等电器技术领域,供电开关电源中的高频变压器是重要的零部件。现有的高频变压器由骨架、磁芯和线圈绕组等组成,比如:专利号为201620188537x的中国实用新型专利,就公开了一种变压器;专利号为2012206186763的中国实用新型专利,也公开了一种变压器骨架。
3.目前,高频变压器的制造过程是通过自动化设备进行。绕线工序结束后,通过自动焊锡机对变压器的引脚进行焊接,比如专利号为201922074591.8的实用新型专利就公开了一种自动焊锡机。
4.然而,大量变压器从振动盘输出到输送轨道上,多个变压器在输送轨道上一字排开,然后自动焊锡机的夹持机构将输送轨道上的多个变压器产品夹住并移动到锡炉位置,比如输送轨道上正常情况下一字排开10个变压器后夹持机构就动作将这10个变压器同时一次性取走,但是实际工作过程中,有时候会发生异常,当10个变压器被取走时,与第10个变压器紧挨着的第11个变压器会被拨动而翘起,从而第11个变压器不能正常向前移动而是停止移动,然后紧挨着第11个变压器的第12个变压器不能推动第11个变压器继续向前移动,此时就发生了堵料现象,导致设备不能正常运行。
技术实现要素:
5.本实用新型就是为了解决现有自动焊锡机的输送轨道上变压器容易发生堵料现象的技术问题,提供一种杜绝堵料现象的防止堵料的自动焊锡设备。
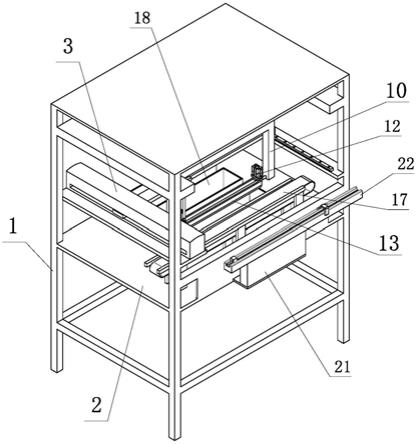
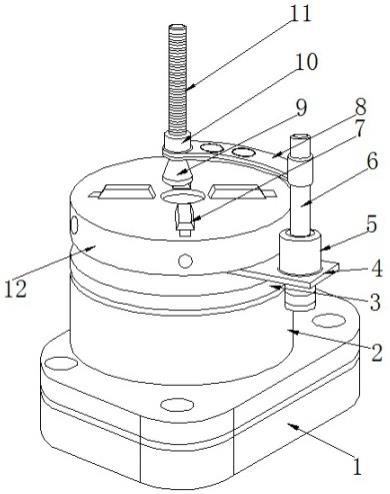
6.本实用新型的技术方案是,提供一种防止堵料的自动焊锡设备,包括机架、中部平台、x轴直线滑台模组、升降电机支架、升降电机、丝杠、第一导向杆、第二导向杆、升降板、手指气缸安装架、第一手指气缸、第二手指气缸、第一夹板、第二夹板、传送带、助焊剂槽、锡炉、输送轨道支架、输送轨道、压杆支架、压杆和接近开关,中部平台与机架的中部连接,x轴直线滑台模组与中部平台连接,升降电机支架与x轴直线滑台模组连接,升降电机与升降电机支架连接,丝杠与升降电机支架转动连接,升降电机的输出轴与丝杠连接,第一导向杆和第二导向杆沿垂直方向连接在升降电机支架上,升降板通过螺母与丝杠连接配合,第一导向杆和第二导向杆穿过升降板,手指气缸安装架与升降板固定连接,手指气缸安装架位于垂直方向,第一手指气缸与手指气缸安装架的左侧固定连接,第二手指气缸与手指气缸安装架的右侧固定连接;第一手指气缸设有y型手指夹爪,第二手指气缸设有y型手指夹爪;传送带与中部平台连接,助焊剂槽和锡炉分别与中部平台连接,输送轨道支架与机架固定连接,输送轨道与输送轨道支架固定连接,传送带靠近输送轨道,助焊剂槽位于锡炉和传送带之间;
7.手指气缸安装架的左侧和右侧之间通过连接轴连接,第一夹板的一端与第一手指气缸的第一手指固定连接,另一端与第二手指气缸的第一手指固定连接;第二夹板的一端与第一手指气缸的第二手指固定连接,另一端与第二手指气缸的第二手指固定连接;
8.压杆支架与输送轨道右部固定连接,压杆与压杆支架固定连接,压杆位于输送轨道上方,输送轨道设有端部挡块,接近开关与端部挡块连接。
9.优选地,中部平台上连接有风扇,风扇位于助焊剂槽和锡炉之间。
10.本实用新型的有益效果是,杜绝了输送轨道上的变压器半成品移动时的堵料现象,保证振动盘输出的变压器半成品顺畅地移动,确保设备正常运动。当输送轨道上的变压器半成品不能移动到端部挡块位置时,x轴直线滑台模组不会动作,并且设备发出报警信息。
11.本实用新型进一步的特征和方面,将在以下参考附图的具体实施方式的描述中,得以清楚地记载。
附图说明
12.图1是防止堵料的自动焊锡设备的立体图;
13.图2是防止堵料的自动焊锡设备的主视图;
14.图3是防止堵料的自动焊锡设备的俯视图;
15.图4是防止堵料的自动焊锡设备的左视图;
16.图5是防止堵料的自动焊锡设备的右视图;
17.图6是防止堵料的自动焊锡设备另一视角的立体图;
18.图7是两个手指气缸安装在手指气缸安装架的两侧的结构示意图;
19.图8是图7所示结构的主视图;
20.图9是图7所示结构的左视图;
21.图10是图7所示结构的仰视图;
22.图11是图7所示结构另一视角的立体图;
23.图12是输送轨道、压杆的连接示意图;
24.图13是变压器被推送到输送轨道上一字排开的示意图;
25.图14是图13所示结构另一视角的立体图;
26.图15是图13中,压杆位于变压器正上方的示意图;
27.图16是振动盘将物料送入输送轨道的结构示意图;
28.图17是第一夹板和第二夹板张开状态示意图;
29.图18图17所示结构的仰视图;
30.图19图17所示结构的左视图;
31.图20是17所示结构另一视角的立体图;
32.图21是输送轨道上的变压器半成品停止移动的状态示意图。
33.图中符号说明:
34.1.机架,2.中部平台,3.x轴直线滑台模组,4.升降电机支架,5.升降电机,6.丝杠,7.第一导向杆,8.第二导向杆,9.升降板,10.手指气缸安装架,11.第一手指气缸,12.第二手指气缸,13.第一夹板,14.第二夹板,15.连接轴,17.传送带,18.风扇,19.助焊剂槽,20.
锡炉,21.输送轨道支架,22.输送轨道,22
‑
1.端部挡块,23.压杆支架,24.压杆,25.接近开关,26.变压器半成品,27.振动盘,28.变压器半成品,29.变压器半成品。
具体实施方式
35.以下参照附图,以具体实施例对本实用新型作进一步详细说明。
36.如图1
‑
6所示,防止堵料的自动焊锡设备包括机架1、中部平台2、x轴直线滑台模组3、升降电机支架4、升降电机5、丝杠6、第一导向杆7、第二导向杆8、升降板9、手指气缸安装架10、第一手指气缸11、第二手指气缸12、第一夹板13、第二夹板14、连接轴15、传送带17、风扇18、助焊剂槽19、锡炉20、输送轨道支架21、输送轨道22、压杆支架23、压杆24、接近开关25。
37.中部平台2与机架1的中部连接,x轴直线滑台模组3与中部平台2连接,升降电机支架4与x轴直线滑台模组3连接,x轴直线滑台模组3动作能够带动升降电机支架4向前或向后移动。升降电机5固定安装在升降电机支架4上,丝杠6与升降电机支架4转动连接,升降电机5的输出轴与丝杠6连接,第一导向杆7和第二导向杆8沿垂直方向安装在升降电机支架4上,升降板9通过螺母与丝杠6连接配合,第一导向杆7和第二导向杆8穿过升降板9起导向作用,手指气缸安装架10与升降板9固定连接,手指气缸安装架10位于垂直方向,第一手指气缸11与手指气缸安装架10的左侧固定连接,第二手指气缸12与手指气缸安装架10的右侧固定连接。第一手指气缸11设有y型手指夹爪,第二手指气缸12设有y型手指夹爪。传送带17安装在中部平台2上,风扇18、助焊剂槽19、锡炉20分别安装在中部平台2上,输送轨道支架21与机架1固定连接,输送轨道22固定安装在输送轨道支架21上,传送带17靠近输送轨道22,助焊剂槽19、风扇18、锡炉20从外向内分布,风扇18位于助焊剂槽19和锡炉20之间。
38.如图7
‑
11所示,连接轴15连接于手指气缸安装架10的左侧和右侧之间,防止手指气缸安装架10长时间使用而变形。第一夹板13的一端与第一手指气缸11的第一手指固定连接,另一端与第二手指气缸12的第一手指固定连接。第二夹板14的一端与第一手指气缸11的第二手指固定连接,另一端与第二手指气缸12的第二手指固定连接。
39.如图2、3和12所示,压杆支架23与输送轨道22右部固定连接,压杆24与压杆支架23固定连接,压杆24位于输送轨道22上方一定高度位置,输送轨道22设有端部挡块22
‑
1,接近开关25安装在端部挡块22
‑
1上。
40.下面介绍防止堵料的自动焊锡设备的工作过程:
41.如图13
‑
16所示,将大量完成绕线的变压器半成品放入振动盘27中,启动振动盘27,振动盘27将变压器半成品一个一个地输出到输送轨道22上,如图16所示,变压器半成品26从右向左移动(向端部挡块22
‑
1方向移动),在振动盘27的作用下,后面的变压器半成品向左推动前面的变压器半成品,推力是比较小的,因此输送轨道22上的变压器半成品的移动速度是比较慢的。
42.当接近开关25检测到有变压器半成品贴近时(如图16所示的最左端的变压器半成品贴近接近开关25的状态),接近开关25反馈信号给控制器,控制器指令x轴直线滑台模组3将手指气缸安装架10移动到输送轨道22正上方,然后第一手指气缸11和第二手指气缸12的手指同时张开使第一夹板13、第二夹板14张开(如图17、18、19、20所示),下一步升降电机5动作使手指气缸安装架10向下移动,手指气缸安装架10带动第一夹板13、第二夹板14向下
移动到输送轨道22上一排变压器半成品26位置,再下一步,第一手指气缸11和第二手指气缸12的手指同时闭合从而带动第一夹板13、第二夹板14闭合,第一夹板13和第二夹板14闭合就将输送轨道22上的一排变压器半成品26夹住,再下一步升降电机5反向旋转使第一夹板13、第二夹板14向上移动进而将输送轨道22上的一排变压器半成品26向上取出,这一排变压器半成品26脱离输送轨道22,从图16可以看出这一排变压器半成品的数量是21个(也就是压杆24左边的21个,结合图13、15和16,变压器半成品29是该一排中的第21个,变压器半成品29被两个夹板向上提起时,由于变压器半成品28和变压器半成品29紧挨着,变压器半成品29会向上拨动变压器半成品28,此时由于压杆24的阻挡,变压器半成品28不会向上翘起而是保持正常嵌入输送轨道22中的状态,变压器半成品28会正常地慢慢向左移动,杜绝了变压器半成品28向上翘起而停留堵住后面变压器半成品的堵料现象),最后x轴直线滑台模组3和升降电机5配合动作从而让第一夹板13、第二夹板14带动一排变压器半成品的引脚先在助焊剂槽19蘸助焊剂,再在锡炉20进行焊接,然后将焊接完成的一排变压器移动到传送带17正上方,再然后两个手指气缸的手指张开使第一夹板13、第二夹板14张开,变压器自由落体掉到传送带17上。
43.风扇18用于给焊接完成的变压器降温,需要说明的是也可以不设该风扇18。
44.如图21所示,当变压器半成品26发生翘起等异常而停留不动时,接近开关25没有检测信号,此时控制器不会控制x轴直线滑台模组3动作,控制器会指示报警器发出报警信息。
45.接近开关25具体可以采用光电式接近开关。
46.第一夹板13和第二夹板14开合动作稳定可靠,保证稳定可靠地抓取、放下变压器产品。两个夹板长时间使用需要更换时,将和手指气缸的手指连接部位的螺钉拆掉,再安装上新的夹板用螺钉固定即可,方便、快捷。
47.以上所述仅对本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。