1.本实用新型涉及一种磨床,尤其涉及一种发动机气门锥面磨削加工磨床中对气门的支承装置。
背景技术:
2.气门的加工质量是发动机性能的重要的影响因素,气门通过其上的锥面与气门座配合来保持发动机燃烧室的密封,气门与气门座的密封锥面必须严密贴合,这就必须保证气门锥面的磨削质量。在气门锥面的磨削过程中,砂轮对气门的磨削力将形成沿气门径向与轴向两个方向的分力,其径向分力将会导致气门在磨削过程中产生弯曲变形,而其轴向分力将使气门在磨削过程中产生大端端面跳动的趋势,这都将对磨削质量带来极大的影响,而要消除这一影响,通过减少磨削过程中的磨削量来降低磨削力是一种可行的方案,但这将会使磨削过程的生产效率大为降低。
技术实现要素:
3.针对现有技术所存在的上述不足,本实用新型所要解决的技术问题是提供一种高精密气门磨床气门辅助支承装置,它能减少磨削过程中气门的弯曲变形,提高磨削质量,保证生产效率。
4.为了解决上述技术问题,本实用新型的一种高精密气门磨床气门辅助支承装置,包括支承基座,在所述支承基座上沿横向滑动支承有滑座,该滑座与支承基座之间设有支承驱动装置,在滑座上支承有纵向调节座,在纵向调节座上支承有横向调节座,在横向调节座上沿竖直方向固连有上下两辅助支承件,该辅助支承件的外伸端为弧面支承部。
5.在上述结构中,由于在所述支承基座上沿横向滑动支承有滑座,该滑座与支承基座之间设有支承驱动装置,则本气门辅助支承装置由支承驱动装置驱动自动进入支承位置对磨削加工中的气门加以支承,支承用构件通过滑座沿横向(即磨床工件主轴的径向)运动进入或退出支承位置,动作快捷、效率高。
6.又由于在滑座上支承有纵向调节座,在纵向调节座上支承有横向调节座,则支承用构件可以通过纵向调节座和横向调节座精准调节所在位置,保证进入支承位置时支承用构件能与被支承的气门保持良好的接触而防止磨削时的切削力对气门造成弯曲变形,并且不会对气门产生过大的推力。
7.还由于在横向调节座上沿竖直方向固连有上下两辅助支承件,该辅助支承件的外伸端为弧面支承部,则支承用构件为在横向调节座上沿竖直方向固连的上下两辅助支承件,用两辅助支承件对磨削过程中的气门加以辅助支承,支承稳定性高,两辅助支承件沿竖直方向上下排列,可以将两辅助支承件的弧面支承部在磨削力的径向分力的对面上下对称分布,弧形的支承面可保证与气门被磨削的锥面接触良好、接触点小,弧面支承部与气门的接触部位为气门被磨削的锥面,在支承驱动装置的驱动下,两弧面支承部保持对被磨削锥面的支承推力,该支承推力所产生的径向分力会与砂轮磨削力的径向分力方向相对,在气
门锥面的磨削余量被磨削完后,磨削力也相应减少,此时,两弧面支承部在支承驱动装置的驱动下也到达了行程的终点位置,两弧面支承部仅保持与气门锥面的接触,不会产生过大的支承推力,从而使气门避免或减少由于磨削力而可能产生的弯曲变形,提高磨削质量,也避免了为了降低摩擦力而减小切削用量所带来的生产效率的降低。
8.本实用新型的一种优选实施方式,在所述支承基座上沿横向通过直线导轨副滑动支承有滑座。采用该实施方式,直线导轨副支承精度高、运动灵敏,能保证对辅助支承件的精确传动要求。
9.本实用新型的另一种优选实施方式,所述支承驱动装置为气缸或油缸。采用该实施方式,气缸或油缸控制方便,可通过气缸的气压或油缸的油压来控制所驱动的辅助支承件对气门的支承推力,能保证对气门精密磨削时的支承要求。
10.本实用新型的又一种优选实施方式,所述气缸或油缸为行程可调型气缸或油缸。采用该实施方式,可以便于准确调节气缸或油缸的行程而保证在磨削完成时辅助支承件对气门锥面的接触状态。
11.本实用新型进一步的优选实施方式,在所述滑座上通过梯形导轨支承有纵向调节座。采用该实施方式,梯形导轨能使纵向调节座与滑座之间无间隙地配合支承,结构稳定。
12.本实用新型另一进一步的优选实施方式,在所述滑座上固连有梯形导轨座,所述梯形导轨设置于梯形导轨座上,所述纵向调节座通过梯形导轨可滑动支承在梯形导轨座上,在梯形导轨座上沿纵向插接有连接轴,在梯形导轨座上连接轴安装孔的上方设有长螺栓孔,该长螺栓孔沿纵向设置,所述纵向调节座通过穿过长螺栓孔的连接螺栓与连接轴固连。采用该实施方式,纵向调节座通过连接轴与滑座固连,便于纵向调节座的位置调节。
13.本实用新型又一进一步的优选实施方式,在所述纵向调节座上通过燕尾导轨支承有横向调节座。采用该实施方式,燕尾导轨支承连接结构稳定,且通过相应的间隙调整装置来调整燕尾导轨的间隙,能保证横向调节座位置调节方便并保证位置精度。
14.本实用新型更进一步的优选实施方式,在所述纵向调节座与横向调节座之间设有横向位置调节装置。采用该实施方式,横向调节座的位置通过横向位置调节装置来调节,可以更精确地保证在磨削完成时辅助支承件对气门锥面的接触状态。
15.本实用新型另一更进一步的优选实施方式,在所述横向调节座上通过支承安装座固连有两辅助支承件。采用该实施方式,两辅助支承件通过支承安装座安装固连在横向调节座上,可简化横向调节座的结构以便于加工。
16.本实用新型又一更进一步的优选实施方式,所述辅助支承件的外伸端为pcd贴片制成的弧面支承部。采用该实施方式,pcd贴片为聚晶金刚石材料制品,具有优异的耐磨性能,能保证辅助支承件的使用寿命。
附图说明
17.下面结合附图和具体实施例对本实用新型高精密气门磨床气门辅助支承装置作进一步的详细说明。
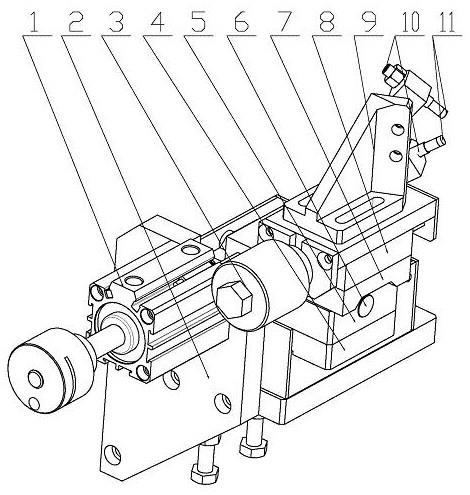
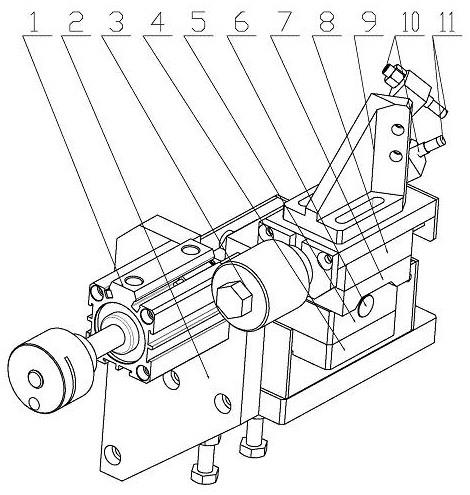
18.图1是本实用新型高精密气门磨床气门辅助支承装置一种具体实施方式的立体结构示意图;
19.图2是图1所示结构的侧面视图;
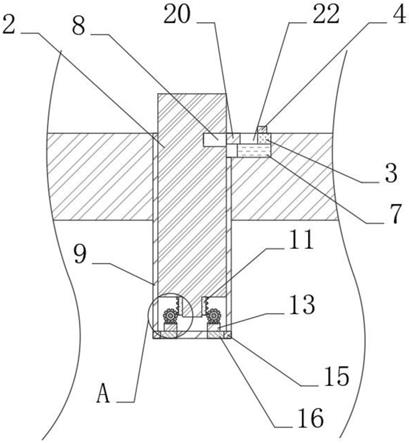
20.图3是图2所示结构中a
‑
a部位的剖视图;
21.图4是图1所示结构中支承驱动装置部位的沿其轴向的剖视图。
22.图中:1
‑
支承驱动装置、2
‑
支承基座、3
‑
横向位置调节装置、4
‑
滑座、5
‑
梯形导轨座、6
‑
连接轴、7
‑
纵向调节座、8
‑
横向调节座、9
‑
支承安装座、10
‑
辅助支承件、11
‑
弧面支承部、12
‑
梯形导轨、13
‑
燕尾导轨、14
‑
长螺栓孔、15
‑
连接螺栓、16
‑
直线导轨副。
具体实施方式
23.在图1和图2所示的高精密气门磨床气门辅助支承装置中,支承基座2为整个装置的支承构件,并用以与磨床之间的安装连接。在支承基座2上沿横向滑动支承有滑座4,该横向在磨床上为工件主轴的径向,滑座4与支承基座2之间设有支承驱动装置1,在滑座4上支承有纵向调节座7,在纵向调节座7上支承有横向调节座8,在横向调节座8上沿竖直方向固连有上下两辅助支承件10,该辅助支承件10的外伸端为弧面支承部11。作为优选实施方式,参见图3和图4,在支承基座2上沿横向通过两直线导轨副16滑动支承有滑座4,直线导轨副16的导轨安装在滑座4底部,直线导轨副16的滑块安装有支承基座2上;在滑座4上通过梯形导轨12支承有纵向调节座7,梯形导轨12设置于梯形导轨座5上,梯形导轨座5固连在滑座4上,纵向调节座7通过梯形导轨12可滑动支承在梯形导轨座5上,在梯形导轨座5上沿纵向插接有连接轴6,在梯形导轨座5上连接轴安装孔的上方设有长螺栓孔14,该长螺栓孔14沿纵向设置,纵向调节座7通过穿过长螺栓孔14的连接螺栓15与连接轴6固连,这样纵向调节座7及连接轴6可以根据需要在纵向调节安装位置并通过连接螺栓15及连接轴6与滑座4固连;如图4所示,支承驱动装置1为气缸,当然也可以是油缸,气缸的缸体固连在支承基座2上,气缸的活塞杆端固连在与滑座4固连的梯形导轨座5上,以驱动滑座4移位,气缸或油缸为行程可调型气缸或油缸;在纵向调节座7上通过燕尾导轨13支承有横向调节座8,燕尾导轨13的燕尾形导轨设置在横向调节座8的底部,燕尾导轨13的燕尾槽设置在与纵向调节座7固连的燕尾槽座上,当然也可以直接设置的纵向调节座7上,在纵向调节座7与横向调节座8之间设有横向位置调节装置3,横向位置调节装置3可简单地采用螺杆螺母调节装置,螺杆螺母调节装置的螺母固连在燕尾槽座上,在横向调节座8上设有螺杆支块,螺杆转动支承在螺杆支块上,为了提高调节精度,螺杆采用细牙螺纹,旋转螺杆即可调节横向调节座8的位置,在位置调节完成后通过并紧螺母固定位置;在横向调节座8上通过支承安装座9固连有两辅助支承件10,辅助支承件10的外伸端为pcd贴片制成的弧面支承部11。
24.以上仅列举了本实用新型的一些优选实施方式,但本实用新型并不局限于此,还可以作出许多的改进和变换。只要是在本实用新型基本原理基础上所作出的改进与变换,均应视为落入本实用新型的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。