1.本发明涉及中药饮片自动调剂技术领域,尤其涉及中药饮片全自动调剂方法。
背景技术:
2.中药方的配制,需要按照设定的计量将不同药材混合在一起。在中药自动调剂系统中,由程序控制多个单元机按照预先设定的处方自动称取各药材并混合,再将调剂饮片自动转移输出进行煎煮,在中药自动调剂系统中,需要设置上料模块根据消耗量对药材存量较少的单元机进行补料。
3.中国发明专利cn202011603340.5公开了一种中药自动调剂系统,包括:自动调剂柜,数量有多个,且并排排布,自动调剂柜包括螺旋式下料机构组和皮带式下料机构组;输出机构,设置在螺旋式下料机构组和皮带式下料机构组下方,并用于接收自螺旋式下料机构组和皮带式下料机构组称量后输出的药材;以及上料机构,包括安装在自动调剂柜顶部并可沿着自动调剂柜的排布方向和沿着垂直于排布方向自主移动的送料车,送料车被配置成可对螺旋式下料机构组和皮带式下料机构组进行补料。该中药自动调剂系统能够对药材进行自动下料和补料;此外,自动调剂柜通过采用螺旋式和皮带式下料机构组结合的方式对药材进行下料。
4.然而现有技术方案中,自动调剂生产工序间配合度差,生产流转耗时长、生产效率低下;自动调剂模块与前道调剂容器清洗模块以及后道重要煎煮模块之间的配合度差,导致生产工序不连续,无法满足自动化生产要求;某些特殊性质的药材无法通过自动调剂单元进行添加;此外,单元机自动上料效率低。
技术实现要素:
5.本发明的目的是针对现有技术的不足之处,提供中药饮片全自动调剂方法,自动调剂工序的前后端分别与调剂容器清洗工序以及中药煎煮工序相衔接实现连续生产,且自动调剂工序的输送前端与调剂容器清洗工序之间由调剂容器转移工序实现调剂容器快速交接,并在自动调剂模块输出端设置人工调剂模块对特殊性质药材进行单独调剂,此外配合自动调剂工序设置上料工序,通过低位供药和顶部上料的方式,实现精准高效的上料作业,整个生产工序配合度高,协调性好,自动化生产效率高,解决了现有技术中存在的前后道生产工序间协调配合度差、上料操作不合理等技术问题。
6.为实现上述目的,本发明提供一种中药饮片全自动调剂方法,包括调剂工序,所述调剂工序包括如下步骤:a,调剂容器转移:调剂容器转移模块抓取倒置的调剂容器后,通过单次翻转动作将倒置的调剂容器正置转移至输送模块上;b,调剂容器输送:上述步骤a完成后,所述输送模块将调剂容器输送至自动调剂模块对应的调剂单元’下方以承接调剂饮片;c,药材调剂:与上述步骤a和b同步的,调剂单元’的各单元机’按照预设处方对应
控制各中药饮片定量出料,得到调剂饮片;d,药材转移:上述步骤c得到的调剂饮片转移至所述调剂单元’下方的调剂容器内,承装有调剂饮片的调剂容器由所述输送模块传输输出。
7.作为优选,所述调剂工序还包括如下步骤:e,人工调剂:上述步骤d完成自动调剂后,人工将处方所需的其他药材补充添加至经输送模块传输输出的调剂饮片中。
8.f,落料除尘:上述步骤d中,调剂饮片转移至调剂容器内的过程中,除尘装置’从调剂容器顶部两侧对落料扬尘进行吸附。
9.作为优选,上述步骤a中,抓取机构从输出端a上抓取倒置的调剂容器后,转动机构驱动抓取机构翻转
°
,在翻转过程中,升降机构驱动转动机构下降,以将调剂容器正置放置于输入端上。
10.作为优选,上述步骤a中,倒置的调剂容器由调剂容器清洗生产线的输出端a传输输出,且输送模块的输入端与所述输出端a的输送方向相互垂直;所述输送模块的输入端的高度低于所述输出端a设置。
11.作为优选,上述步骤c中,各单元机’定量输出的中药饮片均转移至调剂单元’下方的缓存单元’进行汇集缓存,再由缓存单元’将调剂饮片转移至调剂容器内。
12.作为优选,上述步骤d中,输送模块的输出端b与中药煎煮生产线的输入端相对接,盛装有调剂饮片的调剂容器由输送模块输送至中药煎煮生产线进行煎煮。
13.作为优选,还包括上料工序,所述上料工序包括如下步骤:a,药斗转移:上料执行模块接收上料信号后,将盛装有需补种类饮片的药斗单元’定向转移至自动调剂模块的顶部;b,开盖上料:上述步骤a完成后,上料执行模块控制药斗单元’打开,以对自动调剂模块进行定点上料。
14.c,斗盖关闭:上述步骤b完成后,上料执行模块施加的外力解除,药斗单元’自动关闭;d,药斗复位:上料完成后,上料执行模块将药斗单元’转移放回低位。
15.e,斗盖解锁:上述步骤b中,上料控制组做合拢移动的过程中,先通过顶触作用解除斗盖的自锁,而后将斗盖打开。
16.f,斗盖锁定:上述步骤c完成后,上料控制组继续做展开移动并解除对药斗模块的顶触作用,两个斗盖自动锁定。
17.作为优选,上述步骤a中,上料执行模块从暂存台的零点位置处将药斗单元’进行转移。
18.作为优选,上述步骤a中,药斗单元定向转移至自动调剂模块的顶部后,对应的单元机顶部自动打开;药斗单元移开后,单元机顶部自动关闭。
19.作为优选,上述步骤a分为如下步骤:s1,药斗夹持:上料执行模块控制其夹爪单元’转移至低位的药斗单元’处后,药斗夹持组做合拢移动以将盛装有需补种类饮片的药斗单元’定位夹紧;s2,药斗转移:上述步骤s1完成后,上料执行模块控制其夹爪单元’及其携带的药斗单元’定向转移至需上料的单元机’顶部进行垂直落料;
作为优选,上述步骤b中,上料执行模块通过顶触作用控制药斗单元’打开;上料控制组做合拢移动并相向顶触药斗单元’的两个斗盖,以使该两个斗盖相互分离,将药斗单元’的出料端打开。
20.作为优选,上述步骤c中,上料控制组做展开移动并解除对斗盖的顶触作用,两个斗盖自动盖合复位,以将出料端封盖。
21.本发明的有益效果在于:(1)本发明中自动调剂工序的前后端分别与调剂容器清洗工序以及中药煎煮工序相衔接实现连续生产,且自动调剂工序的输送前端与调剂容器清洗工序之间由调剂容器转移工序实现调剂容器快速交接,并在自动调剂工序输出端设置人工调剂工序对特殊性质药材进行单独调剂,此外配合自动调剂工序设置上料工序,通过低位供药和顶部上料的方式,实现精准高效的上料作业,整个生产工序协调性好,自动化程度高;(2)本发明通过并排设置两组自动调剂模块并通过u形的输送模块相连接,上料执行模块布置于两组自动调剂模块之间进行补料,输送模块的输入端和输出端同侧设置且输入端垂直对接调剂容器清洗模块输出端,输出端分布于调剂容器清洗模块输出端下方,结构紧凑,节省空间;此外,人工调剂模块布置于靠近输送模块输出端一侧的一组自动调剂模块外侧,并将上料模块布置于远离调剂容器清洗模块输出端以及人工调剂模块的一角,整体布局优化紧凑,各功能区块独立作业不相干涉,且人工操作区域集中,人员配置需求少,操作便捷高效;(3)本发明中为适应狭小角落空间下完成调剂容器的垂直转移和翻转,将调剂容器转移模块的转动机构与两相互垂直的输送线呈45
°
相对设置,进一步将抓取机构与转动机构呈45
°
倾斜连接,以使转动机构带动抓取机构翻转180
°
即可同时完成调剂容器在两垂直输送线之间的转移以及调剂容器自身的的上下翻转,结构设置巧妙,转移效率高,且布置紧凑,空间占用率低;(4)本发明通过在自动调剂模块侧下方设置药斗模块并沿自动调剂模块长度方向设置上料执行模块,形成侧边低位补料及机械手转移的顶部加药的方式,药斗单元上料核验方便,此外上料执行模块的夹爪单元兼具药斗精准抱持以及自动化控制落料的双重功能,从而实现高效稳定的自动化上料作业;(5)本发明通过优化布局,将上料执行模块和药斗模块设置于自动调剂模块相邻的两侧,并在上料执行模块行程范围的两侧分布两组自动调剂模块,形成一对二上料模式,提高调剂效率且整体布局紧凑,上料供应方便;(6)本发明设置具有自锁功能的药斗单元,并配合设置由可分别做开合移动的药斗夹持组和上料控制组构成的夹爪单元,其中药斗夹持组可将药斗单元定位抱持用以定向转移,上料控制组在转移到位后通过顶触作用先将药斗单元解锁再将其斗盖顶开用以落料,可实现药斗的精准抱持以及自动化控制落料,结构巧妙且抱持和落料动作稳定可控。
22.综上所述,本发明具有布局紧凑、模块间协调配合度高、自动化程度好等优点,尤其适用于中药饮片自动调剂技术领域。
附图说明
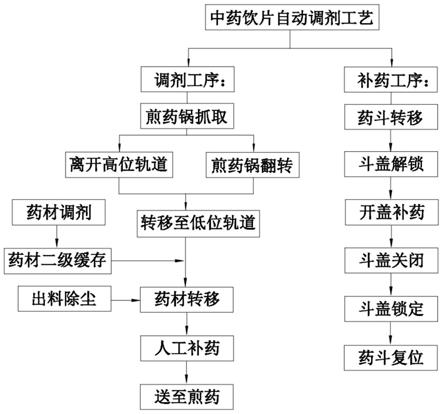
23.图1为本发明工艺流程图;
图2为本发明整体结构示意图;图3为本发明整体结构俯视图;图4为图3中a处放大图;图5为本发明调剂容器转移模块转移调剂容器的状态示意图一;图6为本发明抓取机构与转动机构连接结构俯视图;图7为本发明调剂容器转移模块转移调剂容器的状态示意图二;图8为本发明调剂单元的整体结构示意图;图9为本发明自动调剂模块、药斗模块以及上料执行模块分布示意图;图10为图9中b处放大图;图11为本发明药斗单元与夹爪单元连接结构示意图;图12为本发明药斗单元与夹爪单元连接结构侧视图;图13为图12中d处剖视图;图14为图12中局部放大图;图15为本发明夹爪单元整体结构示意图;图16为图11中c处放大图;图17为本发明自锁机构的结构示意图;图18为本发明夹爪单元夹持并打开药斗单元时的状态示意图;图19为本发明防尘组件的结构示意图;图20为本发明除尘装置的设置结构示意图。
具体实施方式
24.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
26.实施例一如图1所示,中药饮片全自动调剂方法,包括调剂工序,所述调剂工序包括如下步骤:a,调剂容器转移:调剂容器转移模块500抓取倒置的调剂容器40后,通过单次翻转动作将倒置的调剂容器40正置转移至输送模块400上;b,调剂容器输送:上述步骤a完成后,所述输送模块400将调剂容器40输送至自动
转移至药斗单元20’处,药斗夹持组5的两个开合臂30相向移动,定位销51匹配插合于定位孔15内,以将药斗模块200定位夹紧,再由机械手臂带动定向转移至需补料的调剂柜10’顶部。
37.作为优选,上述步骤b中,上料执行模块300通过顶触作用控制药斗单元20’打开。
38.作为优选,上述步骤b中,上料控制组3做合拢移动并相向顶触药斗单元20’的两个斗盖2,以使该两个斗盖2相互分离,将药斗单元20’的出料端10打开。
39.作为优选,所述上料工序还包括如下步骤:c,斗盖关闭:上述步骤b完成后,上料执行模块300施加的外力解除,药斗单元20’自动关闭;d,药斗复位:上料完成后,上料执行模块300将药斗单元20’转移放回低位。
40.上述步骤d中,机械手臂302带动药斗单元20’转移放回至暂存台61上,而后药斗夹持组5的两个开合臂30相向移动与药斗单元20’分离,并复位。
41.作为优选,上述步骤c中,上料控制组3做展开移动并解除对斗盖2的顶触作用,两个斗盖2自动盖合复位,以将出料端10封盖。
42.上述步骤c中,上料控制组3的两个开合臂30向背移动,在移动过程中,第一顶触部32先与第一顶开部21分离,以使两个斗盖2自动相向转动盖合,将出料端10封盖。
43.作为优选,所述上料工序还包括如下步骤:e,斗盖解锁:上述步骤b中,上料控制组3做合拢移动的过程中,先通过顶触作用解除斗盖2的自锁,而后将斗盖2打开。
44.上述步骤e中,上料控制组3的两个开合臂30相向移动,在移动过程中,第二顶触部33先与锁定件42相顶触以解除该锁定件42与锁定板22的扣合。
45.上述步骤e中,斗盖自锁解除后,上料控制组3继续做合拢移动并相向顶触两个斗盖2,以使该两个斗盖2相互分离,出料端10打开以对自动调剂模块100进行补料。由于第二顶触部33进行顶触动作时发生收缩,由此第一顶触部32得以在斗盖解锁后与第一顶开部21相顶触,以使两个斗盖2相背转动分离,将出料端10打开,图18示出斗盖打开状态。
46.作为优选,所述上料工序还包括如下步骤:f,斗盖锁定:上述步骤c完成后,上料控制组3继续做展开移动并解除对药斗模块200的顶触作用,两个斗盖2自动锁定。
47.上述步骤c中,两个开合臂30向背移动的过程中,压缩的第二顶触部33逐渐复位,并在两个斗盖2盖合后与锁定件42分离,以使锁定件42自动复位以与锁定板22相扣合。
48.作为优选,所述药斗模块200通过扫码识别方式配合控制所述上料执行模块300将药斗单元20’内的中药饮片上料至自动调剂模块100中需加料的单元机内。
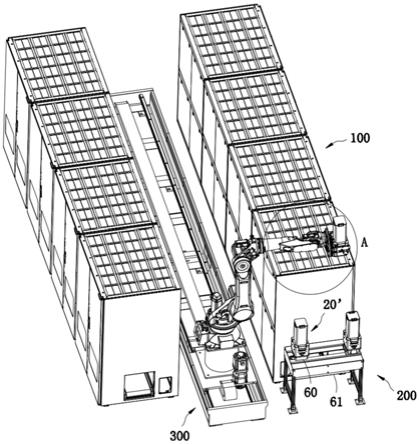
49.实施例三中药饮片自动调剂生产线,如图2
‑
3及图9所示,包括:自动调剂模块100,以及输送模块400,所述输送模块400从所述自动调剂模块100下方传输经过并接收由该自动调剂模块100配置的调剂饮片,还包括:药斗模块200,以及上料执行模块300,所述药斗模块200包括若干个药斗单元20’,所述上料执行模块300将盛装有需补种类饮片的药斗单元20’转移至自动调剂模块100的顶部进行定点上料。
50.作为优选,所述药斗模块200低位设置于所述自动调剂模块100的侧部下方。
51.作为优选,所述药斗模块200与上料执行模块300分设于所述自动调剂模块100的两个相邻侧部。
52.作为优选,所述自动调剂模块100包括:若干个排布设置的调剂单元101’,所述上料执行模块300沿所述调剂单元101’的排布方向移动设置。
53.在本实施例中,通过在自动调剂模块100侧下方设置药斗模块200,将药斗单元20’低位设置,使得对其进行上料以及药材种类的核验操作更加方便,并配合设置可沿调剂单元101’的排布方向进行移动的上料执行模块300,能够将药斗单元20’准确转移至各个需上料的单元机10’顶部,上料执行模块300兼具药斗精准抱持以及自动化控制药斗落料的双重功能,从而实现高效稳定的自动化上料作业。
54.作为优选,如图9所示,所述上料执行模块300包括:行程覆盖所述自动调剂模块100总长度的轨道301,滑动设置于所述轨道301上的机械手臂302,以及安装于所述机械手臂302自由端部的夹爪单元30’。
55.在本实施例中,机械手臂302能够携带夹爪单元30’进行多轴移动,精准转移至各个单元机10’正上方进行上料。
56.作为优选,如图3
‑
4所示,所述输送模块400的输入端401与调剂容器清洗生产线的输出端a402相对接并接收由调剂容器清洗生产线清洗完毕的调剂容器40,所述输送模块400的输出端b403与中药煎煮生产线的输入端相对接以将所述调剂饮片送去煎煮。
57.在本实施例中的中药饮片自动调剂生产线,通过其输送模块400的前后端分别与调剂容器清洗模块以及中药煎煮模块相衔接,由中药饮片自动调剂生产线调配的药材并煎药一同转移至中药煎煮模块进行煎煮,中药煎煮模块用完的调剂容器转送至调剂容器清洗生产线进行清洗,清洗干净的调剂容器再转送回中药饮片自动调剂生产线,从而实现自回转连续式中药调剂、煎煮生产。
58.作为优选,所述输出端a402与所述输出端b403之间呈高低分布设置。
59.作为优选,所述输出端a402位于所述输出端b403的上方。
60.作为优选,如图2所示,还包括:调剂容器转移模块500,所述调剂容器转移模块500设置于所述输出端a402与输入端401之间以对所述调剂容器40进行转移。
61.作为优选,所述输出端a402与输入端401的输送方向相垂直设置,所述调剂容器转移模块500通过单次翻转动作将所述输出端a402上倒置的调剂容器40正置放置于所述输入端401上。
62.作为优选,还包括:人工调剂模块600,所述人工调剂模块600供人工将药材添加至经输送模块400传输输出的调剂饮片中。
63.作为优选,所述人工调剂模块600位于所述输送模块400的输出端b403一侧。
64.在本实施例中,人工调剂模块600设置在输送模块400的输出端b403处,调剂容器4承载调剂饮片向着中药煎煮模块传输的过程中,通过人工调配,将有毒性质等不适合放在调剂单元101’内进行自动调配的药材进行补充添加,设置合理。
65.作为优选,如图9所示,所述药斗模块200还包括:暂存台61,所述暂存台61上放置有若干个盛放不同种类中药饮片的所述药斗单元20’,所述暂存台61上设置有零点位置60,所述上料执行模块300从零点位置60处将药斗单元20’进行转移。
66.在本实施例中,调剂容器可优选为煎药锅。
67.在本实施例中,所述暂存台61的零点位置60处设置有扫码识别装置,所述药斗单元20’上相对的两侧面上分布设置有可识别的数字标识,例如,均布设置有二维码,通过扫码识别装置扫码识别药斗单元20’上的数字标识来判断药斗单元20’内盛装何种中药饮片,再反馈给中控系统,由中控系统控制上料执行模块300将其夹持的药斗单元20’对应转移至盛装相对应中药饮片的单元机上方,进行上料作业。
68.实施例四本实施例中与上述实施例相同或相应的部件采用与上述实施例相应的附图标记,为简便起见,下文仅描述与上述实施例的区别点。该实施例与上述实施例的不同之处在于:作为优选,如图9所示,所述自动调剂模块100并排设置有两组,所述上料执行模块300设置于两组所述自动调剂模块100之间并对该两组自动调剂模块100进行上料。
69.作为优选,所述输送模块400位于其输入端401与输出端b403之间的传输段404呈“u”字形连接于两组所述自动调剂模块100之间。
70.作为优选,所述药斗模块200设置于至少一组所述自动调剂模块100的侧部。
71.作为优选,所述药斗模块200设置于远离输送模块400的输出端b403的一侧。
72.作为优选,所述药斗模块200设置于远离人工调剂模块600的一组自动调剂模块100侧部。
73.在本实施例中,通过优化布局,将上料执行模块300和药斗模块200设置于自动调剂模块相邻的两侧,并在上料执行模块300行程范围的两侧分布两组自动调剂模块100,形成一对二的上料模式,提高调剂效率且整体布局紧凑,上料供应方便。
74.在本实施例中,通过并排设置两组自动调剂模块100并通过u形的传输段404相连接,上料执行模块300布置于两组自动调剂模块100之间,输入端401和输出端b403同侧设置且输入端401垂直对接输出端a402,输出端b403分布于输出端a402下方,结构紧凑,节省空间;此外,人工调剂模块600布置于靠近输出端b403一侧的一组自动调剂模块100外侧,并将药斗模块200布置于远离输出端a402以及人工调剂模块600的一角,整体布局优化紧凑,各功能区块独立作业不相干涉,且人工操作区域集中在远离输出端b403一侧的一组自动调剂模块100外侧,使得所需配置的人员数量减少,且操作便捷高效。
75.实施例五本实施例中与上述实施例相同或相应的部件采用与上述实施例相应的附图标记,为简便起见,下文仅描述与上述实施例的区别点。该实施例与上述实施例的不同之处在于:作为优选,如图5所示,所述调剂容器转移模块500包括:转动机构71;以及用于抓取所述调剂容器40并由所述转动机构71驱动进行转动的抓取机构72;如图4所示,所述转动机构71的转轴70与所述输出端a402以及所述输入端401的输送方向之间的夹角均为α,α=45
°
,所述抓取机构72与所述转轴70的夹角为β,β=45
°
;结合图5及图7所示,所述抓取机构72从输出端a402上抓取调剂容器40后,转动机构71驱动抓取机构72及调剂容器翻转180
°
,以转移至输入端401正上方。
76.作为优选,如图5所示,所述输出端a402与输入端401之间呈高低分布设置;所述调剂容器转移模块500还包括:驱动所述转动机构71竖直升降的升降机构73。
77.在本实施例中,调剂容器清洗生产线的输出端a402与输送模块400的输入端401相互垂直设置,两者对接处的空间狭小,且调剂容器清洗生产线将调剂容器40呈倒置状态输
出,转移至调剂模块前需要将其翻转过来,而通过将调剂容器转移模块500的转动机构71与上述两相互垂直的输送线呈45
°
相对设置,进一步将抓取机构72与转动机构71呈45
°
倾斜连接,由此,转动机构71带动抓取机构72翻转180
°
的过程,不仅能够恰好将输出端a402上的调剂容器40转移至输入端401正上方,同时能够完成调剂容器自身的上下翻转而转换成正置状态,再配合设置升降机构73将调剂容器40稳定放置到输送模块400上,结构设置巧妙,转移效率高,且布置紧凑,空间占用率低。
78.实施例六本实施例中与上述实施例相同或相应的部件采用与上述实施例相应的附图标记,为简便起见,下文仅描述与上述实施例的区别点。该实施例与上述实施例的不同之处在于:作为优选,如图8所示,所述自动调剂模块100还包括:缓存单元102’,所述调剂单元101’由若干个排布设置的单元机10’组成,所述缓存单元102’设置于若干个所述单元机10’下方,以承接和汇集由各单元机10’输出的药材,并集中转移至所述输送模块400上对应位置的调剂容器40内。
79.在本实施例中,通过设置缓存单元102’,能够对调剂饮片进行集中混合和暂存;此外,所述缓存单元102’包括缓存斗以及设置于所述缓存斗下部用于控制缓存斗下料的开合控制机构。
80.作为优选,如图8及图20所示,所述缓存单元102’的底部出料端与其下方的调剂容器40顶部之间还设置有除尘装置103’。
81.在本实施例中,除尘装置103’包括设置于缓存单元102’的底部出料端两侧的吸尘部以及与所述吸尘部相连通的吸尘管道,所述吸尘管道与抽风装置相连接,通过负压抽风作用将出料端的扬尘进行吸附,保持车间洁净度。
82.作为优选,如图10所示,所述单元机10’的顶部设置有补料口101,所述药斗单元20’的底部可匹配坐落放置于所述补料口101上。
83.实施例七本实施例中与上述实施例相同或相应的部件采用与上述实施例相应的附图标记,为简便起见,下文仅描述与上述实施例的区别点。该实施例与上述实施例的不同之处在于:作为优选,如图11
‑
13所示,所述药斗单元20’的底部开设出料端10,所述上料执行模块300可做开合移动,所述上料执行模块300通过顶触作用于所述药斗单元20’上,以控制所述出料端10打开;顶触作用解除,所述出料端10自动关闭。
84.作为优选,结合图14所示,所述药斗单元20’包括:底部开设出料端10的斗体1,以及两个对称安装于所述出料端10上以对其进行封盖的斗盖2。
85.作为优选,如图12所示,所述夹爪单元30’包括:可分别做开合移动的上料控制组3以及药斗夹持组5;所述上料控制组3通过相向顶触两个所述斗盖2以使其相互分离;所述药斗夹持组5对所述药斗单元20’进行定位抱持。
86.需要补充说明的是,所述斗盖2通过铰接点a20转动安装于所述出料端10上,所述斗盖2设置为可自动复位结构,从而实现夹爪单元30’施加的外力撤去后斗盖2可自动相向转动盖合,进而保持常闭状态,防止漏料。该自动复位结构可设置为扭簧转轴结构,如图14所示,或在两个所述斗盖2之间连接设置有带动两个斗盖2自动盖合复位的弹性件c26。
87.如图15所示,上料控制组3以及药斗夹持组5均包括:开合机构31,所述开合机构31
包括两个左右对称设置且可相对移动的开合臂30,以进行上述开合移动。
88.在本实施例中,所述斗盖2上位于所述铰接点a20的外侧位置设置有第一顶开部21,所述上料控制组3的两个所述开合臂30相对内侧上的第一顶触部32;两个所述开合臂30相向移动以使所述第一顶触部32对应顶触于所述第一顶开部21上。
89.实施例八本实施例中与上述实施例相同或相应的部件采用与上述实施例相应的附图标记,为简便起见,下文仅描述与上述实施例的区别点。该实施例与上述实施例的不同之处在于:作为优选,如图14
‑
15所示,所述药斗单元20’还包括:对应设置于所述斗盖2外侧且对该斗盖2进行转动限位的自锁机构4。
90.作为优选,所述上料控制组3还包括:对应安装于两个所述开合臂30相对内侧上的第二顶触部33;两个所述开合臂30相向移动以使所述第二顶触部33对应顶触于所述自锁机构4上,从而解除斗盖2的转动限位。
91.在本实施例中,设置具有自锁功能的药斗单元20’,并配合在上料控制组3上设置第二顶触部33,可将药斗单元20’进行顶触解锁,外力撤去后,自锁机构4弹性复位自动将斗盖2重新锁上,结构巧妙且落料稳定可控,不会漏料。
92.作为优选,所述第二顶触部33为可伸缩结构,所述第二顶触部33处于复位状态的伸出长度大于第一顶触部32的伸出长度,以使所述第二顶触部33和第一顶触部32先后进行顶触动作。
93.进一步的,第二顶触部33设置为可伸缩结构,通过调节第一顶触部32和第二顶触部33的伸出长度来实现两顶触功能的先后顺序,上料控制组3的开合臂30相向移动的过程中,第二顶触部33先与自锁机构4相抵触以解除斗盖2转动限位,由于第二顶触部33为可伸缩结构,其与自锁机构4顶触后即收缩变短,而后第一顶触部32与斗盖2相顶触以打开出料端,从而上料控制组3可实现先解除斗盖2自锁再将其打开以落料的功能,结构巧妙,操作可控性好。
94.作为优选,所述第二顶触部33水平设置,其包括:伸缩杆,以及限位套设于所述伸缩杆331上的弹性件a;所述弹性件a的两端分别由开合臂2内壁和伸缩杆端部进行限位。
95.需要补充说明的是,如图17所示,所述自锁机构4包括:固定安装于所述斗体1上的安装座41,转动安装于所述安装座41上的锁定件42,所述锁定件42的转轴水平设置,以及连接设置于所述锁定件42与安装座41之间的弹性件b43;如图16所示,所述斗盖2上位于所述第一顶开部21的位置处设置有锁定板22,所述锁定件42在所述弹性件b43的弹力所用下以与所述锁定板22相扣合,实现自锁。解锁时,第二顶触部33顶触在锁定件42下部,使得弹性件b43压缩,锁定件42发生转动使其上部与锁定板22分离,从而解锁。
96.作为优选,如图6所示,所述斗体1包括:底部设置所述出料端10的落料斗11,以及固定套设于所述落料斗11外部的罩体12,所述斗盖2以及自锁机构4均位于所述罩体12内;罩体12与斗盖2之间设置有安装和动作空间,所述自锁机构4位于该空间内并固定安装于罩体12的内壁上。
97.如图14所示,所述罩体12上开设有供所述第一顶触部32伸入的第一顶孔13,所述罩体12上开设有供所述第二顶触部33伸入的第二顶孔14。
98.需要说明的是,所述罩体12的底部对应坐落于所述补料口101上。
99.需要补充说明的是,如图16所示,所述药斗夹持组5的两个开合臂30相对内侧上设置有定位销51,所述所述斗体1的外壁上对应开设有可匹配插合所述定位销51的定位孔15。定位销51能够插合于定位孔15中,从而实现抱取时的定位,可有效防止误抱或松抱掉落,实现精准抱持。
100.实施例九本实施例中与上述实施例相同或相应的部件采用与上述实施例相应的附图标记,为简便起见,下文仅描述与上述实施例的区别点。该实施例与上述实施例的不同之处在于:作为优选,所述补料口101上设置有对该补料口101进行防尘的防尘组件102,所述防尘组件102受药斗单元20’顶动而打开,所述药斗单元20’撤去后,该防尘组件102自动关闭。
101.需要补充说明的是,如图9所示,所述防尘组件102包括导向斗103以及两个对称铰接安装于所述导向斗103顶部的封板104;所述封板104对该导向斗103封闭,所述封板104通过扭簧105与所述导向斗103弹性连接,所述封板104受到外力作用向着所述导向斗103内翻动打开,外力撤去后,封板104在扭簧105的弹力作用下复位,将导向斗103关闭。
102.需要进一步说明的是,所述罩体12可对应坐落于所述导向斗103上,且罩体12的底部可向下伸入导向斗103并顶开封板104。
103.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。