1.本实用新型属于模切技术领域,尤其涉及一种数码模切机。
背景技术:
2.传统模切说的是印刷品后期加工的一种裁切工艺,模切工艺可以把印刷品或者其他纸制品按照事先设计好的图形进行制作成模切刀版进行裁切,从而使印刷品的形状不再局限于直边直角。传统模切生产用模切刀根据产品设计要求的图样组合成模切版,在压力的作用下,将印刷品或其他板状坯料轧切成所需形状或切痕的成型工艺。随着电子行业不断快速的发展,模切不仅仅限制印刷品后期,是一种工业电子产品辅助材料的生产,常用产品应用于:电声、医疗保健、显示标志、安全防护、交通运输、办公用品、电子电力、通讯、工业制造、家庭休闲等行业。如,手机、mid、数码相机、汽车、lcd、led、fpc、ffc、rfid等产品方面,逐渐用于以上产品的粘接、防尘、防震、绝缘、屏蔽、导热、过程保护等方面。
3.目前的模切机,采用前后双牵引结构,保证切割张力,但是需要在切割单元的两侧设置两组牵引单元,提高了设备的生产成本。
技术实现要素:
4.本实用新型实施例的目的在于提供一种数码模切机,旨在解决现有的数码模切机的生产成本高的问题。
5.本实用新型实施例是这样实现的,一种数码模切机,包括依次设置的:
6.放卷单元;
7.纠偏单元;
8.覆膜单元;
9.主轴单元,所述主轴单元包括第一伺服电机、与所述第一伺服电机连接的主轴、设于所述主轴两侧的四个第一导辊、两个压辊,分别与两个所述压辊连接的两个摆臂,以及分别与两个所述摆臂连接的两个气缸,两个所述压辊分别设于所述主轴的左右两侧,四个所述第一导辊两两连接于所述主轴的两侧;
10.切割单元;
11.收废单元;
12.收卷单元,及
13.裁切单元。
14.更进一步的,所述切割单元包括:
15.切割刀头;
16.底刀,所述底刀设于所述切割刀头的下侧;
17.y轴移动机构,所述y轴移动机构与所述切割刀头连接;
18.z轴移动机构,所述z轴移动机构设于所述y轴移动机构的一侧。
19.更进一步的,所述收废单元与所述收卷单元之间设有后牵引单元。
20.更进一步的,所述后牵引单元包括:
21.牵引电机;
22.牵引轴,所述牵引轴与所述牵引电机连接。
23.更进一步的,所述y轴移动机构包括:
24.驱动电机;
25.驱动齿轮,所述驱动齿轮与所述驱动电机连接;
26.齿条,所述齿条与所述与驱动齿轮连接,所述齿条还与所述切割刀头的上端连接。
27.更进一步的,所述底刀通过安装板与所述切割刀头连接。
28.更进一步的,还包括横向缓冲单元,所述横向缓冲单元包括:
29.滑轨
30.第二导辊,所述第二导辊设有至少两个;
31.第一滑块,所述第一滑块纵向连接于所述滑轨上,所有的所述第二导辊设于所述第一滑块上;
32.第一转向辊,所述第一转向辊设有至少三个,至少三个所述第一转向辊纵设于所述滑轨的靠近所述覆膜单元的一侧;
33.第三导辊,所述第三导辊设有至少两个;
34.第二滑块,所述第二滑块纵向连接于所述滑轨上,所有的所述第三导辊设于所述第二滑块上;
35.第二转向辊,所述第二转向辊设有至少三个,至少三个所述第二转向辊纵设于所述滑轨的靠近所述收废单元的一侧。
36.更进一步的,所述第一滑块和所述第二滑块之间通过一个弹性件连接。
37.更进一步的,所述横向缓冲单元与所述覆膜单元之间设有前牵引单元。
38.本实用新型的有益效果是:上述数码模切机,切割时,物料依次从放卷单元、纠偏单元、覆膜单元传送至主轴单元,经主轴单元左侧的两个第一导辊导入切割单元进行模切,然后从主轴单元右侧的两个第一导辊导入收废单元,然后通过依次经过收废单元、收卷单元后经裁切单元切割成单个的成品,其中四个第一导辊通过第一伺服电机带动主轴转动,且因为四个第一导辊两两设于主轴的两侧,使得主轴能够使得主轴两侧的四个第一导辊两两正反转,以拉紧物料,确保切割张力,同时,只需一组主轴和第一伺服电机,减小了设备的生产成本,且提高了加工精度。
附图说明
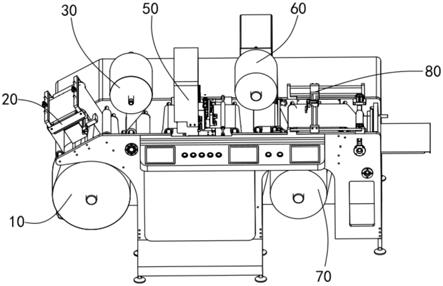
39.图1是本实用新型实施例提供的数码模切机的第一视角下的立体结构示意图;
40.图2是本实用新型实施例提供的数码模切机的内部结构示意图;
41.图3是本实用新型实施例提供的数码模切机的剖面结构示意图;
42.图4为本实用新型实施例提供的数码模切机的第二视角下的立体结构示意图;
43.图5为图4中圈a处的放大结构示意图。
具体实施方式
44.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描
述。附图中给出了本实用新型的若干个实施例。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本实用新型的公开内容更加透彻全面。
45.需要说明的是,当元件被称为“固设于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
46.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
47.本实用新型提供了一种数码模切机,通过主控单元。解决了现有的数码模切机生产成本高的问题,通过设置切割单元,解决了采用手调整或者试切方式间断性调整切割刀头浪费时间长、浪费材料多的问题,x、y轴移动机构采用齿轮和齿条的连接方式,提高了运行刚性,保证切割速度。
48.以下通过具体实施例对本实用新型的具体实现进行详细描述。
49.实施例一
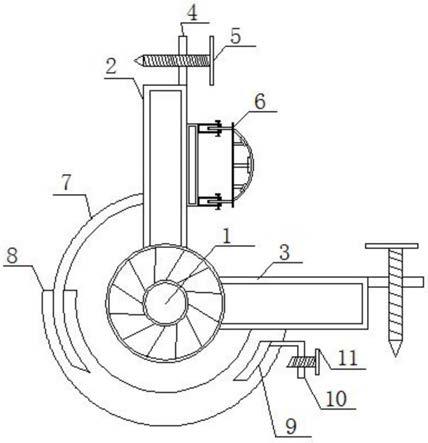
50.请参阅图1和图2,本实用新型第一实施例提供的一种数码模切机,包括依次设置的放卷单元10、纠偏单元20、覆膜单元30、主轴单元40、切割单元50、收废单元60、收卷单元70及裁切单元80,所述主轴单元40包括第一伺服电机(图未示出)、与所述第一伺服电机连接的主轴41、设于所述主轴41两侧的四个第一导辊42、两个压辊43,分别与两个所述压辊43连接的两个摆臂44,以及分别与两个所述摆臂44连接的两个气缸45,两个所述压辊43分别设于所述主轴43的左右两侧,四个所述第一导辊42两两连接于所述主轴41的两侧;
51.上述数码模切机,切割时,物料依次从放卷单元10、纠偏单元20、覆膜单元30传送至主轴单元40,经主轴单元40左侧的两个第一导辊42导入切割单元50进行模切,然后从主轴单元40右侧的两个第一导辊42导入收废单元60,然后通过依次经过收废单元60、收卷单元70后经裁切单元80切割成单个的成品,其中四个第一导辊42通过主轴41带动,主轴41由第一伺服电机带动,且因为四个第一导辊41两两设于主轴41的两侧,使得主轴41能够使得主轴41两侧的四个第一导辊41两两正反转,然后通过压辊43夹紧物料,以拉紧物料,确保切割张力,同时,只需一组主轴41和第一伺服电机,减小了设备的生产成本,且提高了加工精度。
52.具体的,在本实施例中,通过气缸45调整摆臂的角度,进而调整压辊43夹紧物料的压紧力度。
53.需要说明的是,在本实施例中,物料可以为纸。
54.具体的,在本实施例中,通过主轴41的正反转,实现物料在切割单元50的x轴方向的移动。
55.实施例二
56.在本实用新型的一个实施例中,请参阅图3至图5,所述切割单元50包括切割刀头51、底刀52、y轴移动机构53以及z轴移动机构54,所述底刀52设于所述切割刀头51的下侧,
所述y轴移动机构53与所述切割刀头51连接,所述z轴移动机构54设于所述y轴移动机构53的一侧。
57.具体的,z轴移动机构54可以采用导电式自动压力调节装置系统,z轴移动机构54向下运动时,切割刀头51的刀尖通过和底刀52接触,采集通电信号,作为基准零点,再通过控制器控制z轴移动机构54向上运动设置纸张间隙,达到自动调整切割厚度功能。相较于采用手调整或者试切方式间断性调整的方式,节省了加工时间,减小了材料的浪费。
58.实施例三
59.在本实用新型的一个实施例中,请参阅图2,所述收废单元60与所述收卷单元70之间设有后牵引单元61a,以保证切割张力,并实现连续走纸。
60.实施例四
61.在本实用新型的一个实施例中,请参阅图2,所述后牵引单元61a包括可以为牵引电机(图未示出)和牵引轴(图未示出),所述牵引轴与所述牵引电机连接,通过牵引电机带动牵引轴转动,使得牵引轴拉动纸张,以保证切割张力,并实现连续走纸。
62.在本实施例中,所述收废单元60与所述收卷单元70之间还设有主动排废单元62,以排除模切过程中产生的废料。具体的,可以在收废单元60输出端的导向辊的两侧设置切割片,以切割掉纸张两侧多余的部分。
63.实施例五
64.所述y轴移动机构53可以包括驱动电机(图未示出)、驱动齿轮(图未示出)以及齿条(图未示出),所述驱动齿轮与所述驱动电机连接,所述齿条与所述与驱动齿轮连接,所述齿条还与所述切割刀头51的上端连接。
65.在本实用新型的其他实施例中,所述y轴移动机构53还包括多个第二伺服电机(图未示出)和控制装置(图未示出),所述控制装置分别与多个所述第二伺服电机,相应的,每个第二伺服电机均与一个切割刀头51连接,以实现自动寻找切割起切点,与人工调整的方式相比,极大的提高了加工效率,其中,控制装置可以为plc控制器。
66.实施例六
67.在本实用新型的一个实施例中,请参阅图5,所述底刀52通过安装板55与所述切割刀头51连接。保证切割刀头51和底刀52相对静止,有利切割压力稳定,使得生产制造精度得到保证。
68.实施例七
69.在本实用新型的一个实施例中,请参阅图3,还包括横向缓冲单元90,所述横向缓冲单元90包括滑轨91、第二导辊92、第一滑块93、第一转向辊94、第三导辊95、第二滑块96以及第二转向辊97,所述第二导辊92设有两个,所述第一滑块93纵向连接于所述滑轨91上,所有的所述第二导辊92设于所述第一滑块93上,所述第一转向辊94设有三个,三个所述第一转向辊94纵设于所述滑轨91的靠近所述覆膜单元30的一侧,所述第三导辊95设有两个,所述第二滑块96纵向连接于所述滑轨91上,所有的所述第三导辊95设于所述第二滑块96上,所述第二转向辊97设有三个,三个所述第二转向辊97纵设于所述滑轨91的靠近所述收废单元60的一侧。加工时,纸张通过三个第一转向辊94和两个第二导辊92实现五次横向弯折,起到缓冲的作用,同理,通过三个第二转向辊97和两个第三导辊95,实现将加工完的纸张进行五次横向弯折,起到缓冲的作用,同时,通过第一滑块93和第二滑块96设置在滑轨91上,当
纸张拉紧过度时,第一滑块93和第二滑块96向滑轨91的两侧滑动,减小纸张的张紧力,避免纸张拉断。
70.可以理解的,在本实用新型的其他实施例中,可以根据需求增加第二导辊92和第三导辊95的数量,并相应增加第一转向辊94和第二转向辊97的数量。
71.实施例八
72.在本实用新型的一个实施例中,请参阅图3,所述第一滑块93和所述第二滑块96之间通过一个弹性件(图未示出)连接,以使得第一滑块93和第二滑块96之间具有一个相互拉紧的力,使得第一滑块93和第二滑块96,能够复位,提高了横向缓冲单元90的缓冲效果。
73.在本实用新型的其他实施例中,还包括吸风装置(图未示出),以供工作状态时对纸张产生吸力,防止y方向切割时产品的跑位从而影响切割精度,进而防止切割图像变形。
74.实施例九
75.在本实用新型的一个实施例中,所述横向缓冲单元90与所述覆膜单元30之间设有前牵引单元61b,前牵引单元61b包括可以为牵引电机(图未示出)和牵引轴(图未示出),所述牵引轴与所述牵引电机连接,通过牵引电机带动牵引轴转动,使得牵引轴拉动纸张,以保证切割张力,并实现连续走纸。且在切割单元50进行切割完成时,前牵引单元61b和后牵引单元61a配合主轴单元40实现送料和收料。
76.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。