1.本发明涉及一种用于制造冷却板的方法,该冷却板由带有非常好的导热能力的材料如铜、铝、其合金或类似物构成,在被冷却剂掠过的工作面上带有大致垂直地伸出超过基面的销钉,其中,销钉被基本上径向延伸的平整的周缘边缘包围,其中,冷却板在模具中借助于工件的变型来制造。
背景技术:
2.这样的冷却板例如在电池结构、逆变器、燃料电池、热敏的电气或电子元件例如芯片或类似物中得到应用。
3.通常,该类型形式的冷却板借助于锻造或切屑加工来制造,其中,大多数时候需要额外耗费的后处理。目前,这样的冷却板在制造上相对昂贵且大多数时候在加工带有非常好的导热能力的在生产成本上相对昂贵的材料的情形中也产生废料。
4.由de 10 2015 120 835 a1已知一种用于冷却板的制造方法,在其中扁平材料借助于辊压来加工。在此得出不规则变型的销钉,其须被充分间隔,以便于制造尽可能相同长度的销钉。此外,耗费的、尤其耗时的后处理是必要的。因此获得在工作面处的更小的销钉密度且冷却效果被降低。
5.ep 3 117 953 a1描述了一种用于制造冷却板的方法,该冷却板由带有非常好的导热能力的材料如铜、铝、其合金或类似物构成,在被冷却剂掠过的工作面上带有大致垂直地伸出超过基面的销钉,其中,销钉被基本上径向延伸的平整的功能必要的周缘边缘包围,且冷却板在模具中借助于工件的变型来制造。呈带有统一材料厚度的扁平材料毛坯(flachmaterialzuschnitt)形式的工件被置入到模具中,其包括与在模具中的销钉成型开口一起工作的用于制造销钉的冲模(stempel),其中,借助于该冲模通过挤压在与模具的销钉成型开口的共同作用中将销钉成型。
6.由jp 2012 227 365 a已知一种用于制造冷却板的方法,在其中不使用在扁平材料的外周缘区域中的压紧组件,因此材料不被阻碍“爬升”、即沿着冲模的向后流动挤压,由此在模具中刚好也不存在对于材料而言的流动阻碍。
7.由de 10 2018 005 265 a1已知一种用于制造冷却板的方法,在其中使用两分式的冲模,其中,在第一阶段中首先扁平材料的外周缘以外冲模被镦锻且被加宽,而销钉冲模充当压紧组件。
8.在第二阶段中,外冲模充当压紧组件且销钉冲模将销钉挤出到扁平材料处。在此不仅两个变型阶段被交换,而且其更确切地说可在两个变型阶段中使用相同的底模。
技术实现要素:
9.本发明旨在于且基于如下任务,即,提供一种用于制造该类型形式的冷却板的方法,其可为成本适宜的以及材料节省且资源节约的且以在工作面处较大的销钉密度具有极其有效的冷却效果。
10.该任务利用一种用于制造冷却板的方法来解决,冷却板由带有非常好的导热能力的材料如铜、铝、其合金或类似物构成,在被冷却剂掠过的工作面上带有大致垂直地伸出超过基面的销钉,其中,销钉被基本上径向延伸的平整的功能必要的周缘边缘包围,且冷却板在模具中借助于工件的变型来制造,其特征在于,工件以带有统一材料厚度的扁平材料毛坯形式被置入到模具中,该模具包括用于制造基本上平整的周缘边缘的至少一个外冲模(周缘边缘冲模)和与在模具中的销钉成型开口一起工作的用于制造销钉的内冲模(销钉冲模),在通过外冲模被压紧的工件的情形中在第一阶段中借助于销钉冲模通过挤压在与模具的销钉成型开口的共同作用中将销钉成型,且在第二阶段中在通过模具的内冲模被压紧的带有成型的销钉的工件的情形中借助于外冲模通过挤压将带有降低材料厚度的周缘边缘成型。
11.在本发明中,因此成本适宜的冷压或带有预先加热的压入得到使用,其中,在销钉在被冷却剂掠过的工作面上的构造的情形中一方面扁平材料毛坯或者置入件的材料直接通过变型被利用,从而利用根据本发明的制造基本上不产生材料损失或材料废料,因为其是一种材料节省的且资源节约的制造方式。在该方法的第一阶段的情形中,借助于内冲模(销钉冲模)在与销钉成型开口的共同作用中在模具中首先在中间区域中的销钉通过挤压被成型,其中,外冲模压紧扁平材料毛坯。在此在成型的销钉的区域中出现材料下沉,且关联于外冲模的周缘边缘在扁平材料毛坯处保持不变形。
12.在需要时在另一模具中被实施的第二阶段中,然后周缘材料突出在借助于模具的内冲模被压紧的带有成型的销钉的工件的情形中通过挤压借助于外冲模将带有降低材料厚度的周缘边缘成型,从而在此获得基本上平整的功能必要的周缘边缘,其在销钉的成型之后基本上齐平地过渡到材料下沉区域中。在此如下是有利的,即,在两个步骤中在模具中实现扁平材料毛坯或置入件的一种自对齐。在第一方法步骤中,该对齐通过模具的工件容纳腔在被置入的扁平材料毛坯的情形中的完全包围实现,而在第二方法步骤中当借助于外冲模将周缘边缘压紧和成型时,该对齐通过在模具中的销钉成型开口中的成型的销钉实现。
13.另一优点可由此得出,即,在第二方法步骤中的挤压力明显小于在第一方法步骤中,从而为此需要时可使用不与对于销钉的成型一样高性能的挤压。由此相应地可使用匹配、协调于需要的挤压力的变型加工机器。由此可产生较小的运行成本和加工成本。
14.借助于出坯装置(auswurfeinrichtung),模具的相邻于周缘边缘的销钉成型开口中的至少一些到一销钉排之前且以一销钉排偏移地在成型中可被封闭。
15.优选地在根据本发明的方法中,销钉由其自由端部出发被精整(kalibrieren)。在精整的情形中,销钉的自由端部被平整地挤压或被镦锻(aufgestaucht)。此外,在销精整钉的情形中同样可制造反锥形的构造,当由销钉的自由端部出发实现这样的精整时,即,销钉的直径由自由端部出发在底面的方向上变得越来越小。
16.备选地,借助于精整同样可设置有锥形的构造,当由销钉的自由端部出发实现这样的精整时,即,销钉的直径由自由端部出发在底面的方向上变得越来越大。
17.适宜地,扁平材料毛坯四边形地构造。尤其地其可以是矩形的扁平材料毛坯。
18.优选地,扁平材料毛坯由经辊压或挤压的材料、尤其由经辊压的铜构成。
19.概括来说,在根据本发明的方法的情形中如下是重要的,即,带有销钉的冷却板仅
通过变型来制造。
附图说明
20.本发明的另外的细节、特征和优点在参考附图的情形下在不带有限制的特征的情形中从优选的实施例的下面的说明得出。其中:图1是根据本发明的冷却板的应用示例的示意性的截面视图;图2至10是用于表明在根据本发明的冷却板的制造方法的情形中的方法流程的示意性的透视的部分截面视图;图11和图12是在图10中所显示的冷却板的各个销钉的剖面放大,且图13至15最后作为示例示意性地显示了销钉的另外的设计形式。
具体实施方式
21.在附图的图中,相同或类似的零件设有相同的参考标记。
22.在图1中示意性地显示了对于总体上标以1的冷却组件的应用示例。在待冷却的构件2、如电气或电子构件处安装有带有与销钉相对而置的面的冷却板3。如所显示的那样,冷却板3包括在被冷却剂掠过的工作面5上的销钉4。借助于密封件6,在所示出的示例的情形中遮盖件7流体密封地与基本上径向延伸的平整的包围销钉4的周缘边缘w如此地相连接,即使得在遮盖件7与冷却板3的销钉4之间构成间隙8,其被冷却剂9、例如冷却液或冷却流体穿流。
23.借助图2至10进一步说明了用于制造由带有非常好的导热能力的材料构成的冷却板的根据本发明的方法流程。
24.在图2中以部分截面示图示意性地示出了模具w,其在底部处具有多个成型开口20。借助于出坯装置21,相邻于周缘边缘u的成型开口20中的至少一些被封闭。相隔于模具w示意性地显示了作为毛坯10或置入件的扁平材料毛坯形式的工件ws。该工件ws在图2中具有统一的或相同大小的材料厚度。
25.如由图3可见的那样,工件ws或扁平材料毛坯10或置入件在其底部上放平地置入到模具w中且在模具w中被完全包围。这是针对在第一阶段中的变型加工的初始状态。
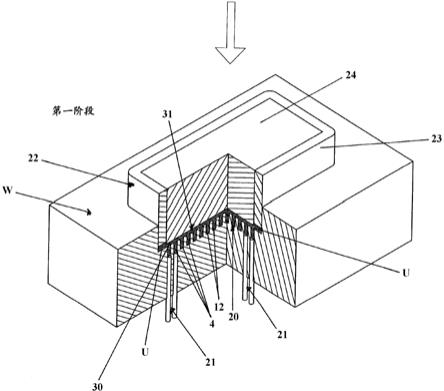
26.在图4中以部分截面示图示意性地显示了在第一阶段中被用于变型加工的冲模组件,其总体上以22来标明。冲模组件22包括至少一个外冲模或者周缘边缘冲模23和内冲模或者销钉冲模24。
27.冲模组件22如根据图5以箭头所显示的那样如此地被移动到扁平材料毛坯10上,即使得在通过外冲模23被压紧的工件ws或者10的情形中借助于内冲模通过挤压在与销钉成型开口20的共同作用中在第一阶段中将销钉4成型。
28.由图5结合图6可见如下,即,在第一加工阶段或第一变型阶段结束时所获得的构件30在借助于内冲模24在与成型开口20的共同作用中所构造的销钉4的区域中具有凹腔状的凹入部31。
29.从该在第一加工阶段结束时所获得的构件30出发,该构件在图6中为了在第二阶段中的变型加工如此地布置在模具w中,即使得销钉4伸入到相关联的销钉成型开口20中,且由此构件30在模具w中在置入时被居中。
30.由图7可见如下,即,构件30如此地布置在模具w中,即使得在模具w的侧面的周缘极限与构件30的外周缘之间在周缘方向上维持经预先确定的间距a。
31.如由所有图2至10的附图可见的那样,出坯装置21中的部分以优选的方式封闭相邻于周缘边缘u的销钉成型开口20中的至少一些。由此可有效地防止如下,即,在为了周缘边缘u的成型的挤压加工的情形中构件30的材料同样到达到成型开口20中。
32.图6至9用于说明第二加工变型阶段。
33.如由图8可见的那样,冲模组件22至少包括外冲模或者周缘边缘冲模23和内冲模或者销钉冲模24。根据图8和9,在第二阶段中在借助于内冲模24被压紧的构件30的情形中借助于外冲模或者周缘边缘冲模23如此地压紧周缘边缘u的区域,即使得带有经成型的销钉4的区域与周缘边缘齐平地封闭或过渡到该周缘边缘中。因此获得基本上径向延伸的平整的周缘边缘,其因此需要时可有效地与密封件一起工作。
34.在第二阶段中的加工之后于是获得冷却板3,其在图10中示意性地以透视视图显示,且其具有在工作面5上的非常紧密地彼此相邻的销钉4。周缘边缘u包围销钉4且与销钉4的底部区域构成共同的基面。
35.在图11中以示意性的放大示图显示了两个销钉,其成型如在内冲模24的图2至图5以及图6和图10中那样在挤压过程中在与销钉成型开口20的共同作用中形成。在图12中表明了带有销钉4'的在精整之后的冷却板3。如由图11和12可见的那样,销钉4,4'在根据图5的第1阶段中的变型中的成型之后具有自由端部12,其略微向外拱曲。在根据图12的精整的情形中,这些自由端部12被平整地挤压,或同样可被镦锻。
36.借助图13至15最后示意性地显示了销钉4的设计形式的另外的实施例。
37.图13显示了圆柱形构造的销钉4'。在图14中作为示例表明了销钉4''的反锥形的构造,其然而仅大约在相应的销钉4''的高度的一半上延伸。在这样的反锥形的构造的情形中,由销钉4''的自由端部出发进行这样的精整,即,销钉4''的直径由自由端部12出发在底面的方向上变得越来越小。
38.同样在图15中表明了销钉4''的这样的反锥形的构造的示例。在此,反锥形的构造到达几乎直至销钉4''的底部区域。备选地,销钉4总体上可锥形或部分锥形地构造。这借助于相应的精整处理来实现。在这样的情况中,由销钉4的自由端部12出发进行这样的精整,即,销钉4的直径由自由端部12出发在底面的方向上变得越来越大。
39.本发明自然不被限制于所示出的实施例,而是本领域技术人员在需要时将采取的大量的变化和修改是可行的,而不离开该发明思想。尤其地,销钉4,4',4'',4'''取决于相应的应用领域通过精整同样可具有不同于所示出的实施例的设计形式,或同样包括在图11至15中所显示的实施例的组合。虽然在所示出的示例中由矩形的扁平材料毛坯10出发,其自然同样通常可四边形地或卵形地或类似地构造,且同样可以是正方形外形的扁平材料毛坯。
40.优选地,扁平材料毛坯可由经辊压或挤压的材料、尤其由经辊压的铜构成。在此其是带有非常好的导热能力的材料。
41.附图标记列表1 总的冷却组件2 待冷却的构件
3 冷却板4 图11中的销钉4' 图12 13中的销钉4'' 图14中的销钉4''' 图15中的销钉5 工作面6 密封件7 遮盖件8 间隙9 冷却剂10 作为毛坯或工件ws的扁平材料毛坯12 销钉4的自由端部20 销钉成型开口21 出坯装置22 总的冲模组件23 外冲模24 内冲模30 在第一阶段中通过变型加工的工件31 在销钉4的区域中的凹腔状的凹入部a 间距u 周缘边缘w 模具ws 工件。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。