1.本技术涉及成型机的技术领域,尤其是涉及一种用于防烧断平皮带成型的成型机。
背景技术:
2.防烧断平皮带采用背布结构,由多层胶料缠绕,这一过程需要用到成型机,用来缠绕多层胶料,从而形成胶筒,后续切割成皮带。
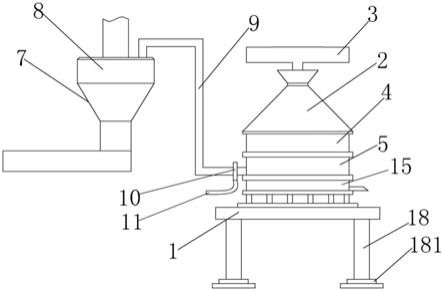
3.参照图1,现有的成型机通常包括机架100、收卷辊200和压杆300,收卷辊200转动安装于机架100上,压杆300转动安装于机架100上,在收卷辊200上缠绕胶料,缠绕完成后,压杆300靠近收卷辊200、并抵接在胶料上,然后转动收卷辊200,压杆300对胶料上的褶皱进行压平。
4.针对上述中的相关技术,发明人认为存在有以下缺陷:
5.上述胶料在进行定型加工后形成胶筒,后续还要进行切割工序,将长筒状的胶筒切割成环形的皮带,较为麻烦。
技术实现要素:
6.为了解决胶料定型加工后需要切割工序较为麻烦的问题,本技术提供一种用于防烧断平皮带成型的成型机。
7.本技术提供的一种用于防烧断平皮带成型的成型机采用如下的技术方案:
8.一种用于防烧断平皮带成型的成型机,包括机架、收卷辊和压平机构,所述收卷辊转动安装于所述机架,所述压平机构安装于所述机架,所述压平机构包括压杆和若干刀具,所述压杆安装于所述机架,所述压杆平行于所述收卷辊设置,若干刀具均安装于所述机架,所述压杆与所述刀具均抵接于所述收卷辊,所述机架上设置有驱动件,所述驱动件驱动所述压平机构远离/靠近所述收卷辊。
9.通过采用上述技术方案,压平机构包括压杆和刀具,在收卷辊转动的同时,压平机构向靠近收卷辊的方向运动,直至压杆和刀具与收卷辊上的胶料抵接,压杆将胶料上的褶皱压平,同时刀具对胶料进行切割,使胶料呈带状形成皮带,后续无需再进行切割步骤,节省了能源和人力。
10.可选的,所述机架设置有两个连接杆,两所述连接杆平行设置、且均转动连接于所述机架,所述压杆的两端分别连接于两所述连接杆,所述驱动件为伺服电机,所述伺服电机与所述连接杆连接并驱动连接杆转动。
11.通过采用上述技术方案,伺服电机驱动连接杆转动,从而带动压杆远离/靠近收卷辊,由于电能易得且较为清洁,因此以伺服电机作为驱动件较优。
12.可选的,所述连接杆上设置有安装杆,所述安装杆的一端连接于其中一个所述连接杆,所述安装杆的另一端悬空设置,若干所述刀具可拆卸连接于所述安装杆。
13.通过采用上述技术方案,刀具可拆卸连接于安装杆,便于刀具的拆装更换。
14.可选的,所述刀具包括刀片和安装块,所述刀片连接于所述安装块,所述刀片与所述收卷辊抵接,所述安装块周向限位、轴向滑移连接于所述安装杆。
15.通过采用上述技术方案,刀片可通过安装块进行滑移,从而调节对胶料的切割位置。
16.可选的,所述安装杆设置有螺纹,所述安装杆的一端与所述连接杆转动连接,所述安装杆的另一端设置有施力部,所述安装块螺纹连接于所述安装杆,所述安装块截面呈方形且端部抵接于所述压杆。
17.通过采用上述技术方案,在施力部上施力,使安装杆转动,由于安装块螺纹连接于安装杆,且安装块的一端被抵接,安装块无法发生周向转动。因此在螺纹的作用下,安装块沿安装杆的轴向进行滑移。
18.可选的,所述施力部最长部位的长度小于或等于所述安装杆的直径。
19.通过采用上述技术方案,为了使安装块从安装杆的端部套入、螺纹安装至安装杆上,施力部的截面不能比安装杆截面大,否则会干涉到安装块的安装。
20.可选的,所述安装杆沿轴向滑移设置有若干标识件,所述安装杆中空设置,若干所述标识件均滑移设置于所述安装杆内,所述安装杆沿轴向开设有用于显示所述标识件位置的观察槽,所述标识件与所述刀具一一对应。
21.通过采用上述技术方案,刀具在安装杆上滑移安装时,较难判断其位置的准确程度,因此在安装杆内设置标识件,先用手或借助杆状物从观察槽中拨动标识件,将标识件滑移至相应位置,然后依次将安装块从安装杆端部套入,将刀具滑移至标识件所对应的位置,这样在安装刀具的时候便于定位。
22.可选的,所述施力部周向限位、轴向滑移可拆卸连接于所述安装杆的端部。
23.通过采用上述技术方案,将施力部沿安装杆的轴向拆下,然后可以将标识件装入安装杆内部,或将标识件从安装杆内部取出。
24.综上所述,本技术包括以下至少一种有益技术效果:
25.1.压平机构在将胶料上的褶皱压平的同时,对胶料进行切割,减少后续工序,节省能源和人力;
26.2.刀具可拆卸安装于安装杆,便于拆装更换。
附图说明
27.图1是现有技术的成型机结构示意图。
28.图2是本技术的成型机整体结构示意图。
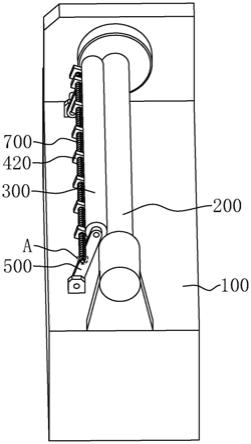
29.图3是本技术的收卷辊结构示意图。
30.图4是图3中的a部放大结构示意图。
31.图5是本技术的标识件剖视结构示意图。
32.附图标记:100、机架;200、收卷辊;300、压杆;400、刀具;410、刀片;420、安装块;500、连接杆;600、伺服电机;700、安装杆;710、施力部;720、标识槽;721、滑移槽;730、盖板;800、标识件;810、标识杆;820、抵接块;830、弹簧;900、观察槽。
具体实施方式
33.以下结合附图2
‑
5对本技术作进一步详细说明。
34.本技术实施例公开一种用于防烧断平皮带成型的成型机,参照图2和图3,包括机架100、收卷辊200和压平机构,收卷辊200用于缠绕胶料,收卷辊200水平设置,收卷辊200的两端均转动安装于机架100,压平机构安装于机架100,压平机构用于将胶料表面的褶皱压平。
35.机架100上设置有两连接杆500,两连接杆500的一端分别转动连接于机架100两端,连接杆500的转动轴水平设置,两连接杆500相互平行,其中一个连接杆500的转动轴处连接有用于驱动连接杆500转动的驱动件,驱动件为伺服电机600,伺服电机600安装在机架100上。
36.压平机构包括压杆300,压杆300的两端分别固定连接于两连接杆500,压杆300平行于收卷辊200,伺服电机600驱动连接杆500转动,从而带动压杆300靠近收卷辊200直至抵接于收卷辊200的胶料表面,收卷辊200转动,压杆300抵接于收卷辊200进行压平,在压平工作完成后,伺服电机600驱动连接杆500转动,带动压杆300远离收卷辊200。
37.参照图2和图3,在压杆300对收卷辊200的胶料压平的同时,需要同时对胶料进行切割,压平机构还包括若干刀具400,刀具400包括刀片410和安装块420,在连接杆500上设置有安装杆700,安装杆700的一端转动连接于连接有伺服电机600的连接杆500上,安装杆700的另一端悬空设置。
38.安装杆700平行于收卷辊200设置,刀片410固定连接于安装块420,安装杆700设置有螺纹,安装块420从安装杆700悬空的一端套入、螺纹连接于安装杆700。
39.参照图3和图4,安装杆700悬空的一端设置有用于施力使安装杆700转动的施力部710,施力部710最长部位的长度小于或等于安装杆700的直径。
40.参照图2和图3,刀片410位于压杆300的下方,安装块420的截面呈方形,安装块420的顶面抵接于压杆300,使安装块420的周向被限位,通过转动安装杆700,使安装块420沿安装杆700轴向滑移,从而将刀具400滑移至相应位置。当压杆300抵接于收卷辊200的胶料表面时,刀片410也抵接于收卷辊200的胶料表面,压杆300抵接于收卷辊200对胶料进行压平时,刀片410同时对胶料进行切割。
41.参照图4和图5,在安装刀具400时,根据所需皮带的宽度,需要将若干刀具400相隔一定的距离排布,但由于安装块420为手动安装至安装杆700上,若干安装块420的间距难以通过人工观察来把握,安装块420最终滑移到的位置与所设计的可能出现偏差,但人眼难以发现安装块420位置的偏移,因此将安装杆700沿轴向开设有标识槽720,在标识槽720内滑移穿设有若干标识件800,安装杆700沿轴向开设有用于显示标识件800位置的观察槽900,观察槽900与标识槽720连通,标识件800与刀具400一一对应。
42.标识槽720贯穿开设于安装杆700悬空设置的端部,施力部710固定连接有盖板730,盖板730的截面与标识槽720截面相契合,盖板730周向限位嵌于标识槽720的开口处。
43.标识件800包括标识杆810、抵接块820和弹簧830,标识杆810位于标识槽720内,标识杆810垂直于安装杆700,安装杆700悬空设置的端部沿轴向开设有滑移槽721,滑移槽721平行于标识槽720、并与标识槽720连通,标识杆810的一端穿入滑移槽721内、并沿垂直于安装杆700的方向于滑移槽721内滑移,标识杆810的另一端抵接于标识槽720对向的侧壁。
44.抵接块820固定连接于标识杆810的杆身上,弹簧830套设于标识杆810,弹簧830的一端紧抵于抵接块820、另一端紧抵于滑移槽721所在一端的标识槽720侧壁上。
45.安装标识件800时,先将盖板730取下,将弹簧830套设到标识杆810上,然后将标识杆810穿入标识槽720,此时标识杆810的一端伸入滑移槽721内,用手或借助杆状物将标识杆810沿标识槽720推入,根据所需皮带的宽度,用手或借助杆状物从标识槽720的开口处或观察槽900中拨动标识件800,将标识杆810滑移至相应位置后,由于弹簧830对抵接块820的作用力,弹簧830将标识杆810远离滑移槽721的一端压紧在标识槽720内壁上,使标识杆810不会因安装杆700的转动而轻易发生滑移。
46.依次将所有标识件800排设好后,通过观察槽900观察标识件800所在的位置,将安装块420套在安装杆700上,然后滑移至相应的标识件800所在的位置,从而使刀具400的位置较为准确。
47.本技术实施例一种用于防烧断平皮带成型的成型机的实施原理为:
48.首先将施力部710沿安装杆700的轴向取下,然后将若干标识件800依次装入安装杆700内部,再将施力部710装上,用手或借助杆状物从标识槽720的开口处或观察槽900中拨动标识件800,将标识件800滑移至相应位置,然后依次将安装块420从安装杆700悬空的端部套入,转动安装杆700,安装块420会沿安装杆700轴向滑移,将刀具400滑移至标识件800所对应的位置。
49.然后运行收卷辊200,收卷辊200转动并且缠绕胶料,胶料缠绕完毕后,运行伺服电机600,伺服电机600驱动连接杆500转动,连接杆500带动压杆300和刀具400靠近收卷辊200,直至压杆300和刀具400与收卷辊200上的胶料抵接,在收卷辊200转动的过程中,压杆300将胶料上的褶皱压平,同时刀具400对胶料进行切割,使胶料呈带状形成皮带。
50.若需要对刀具400进行拆卸更换,直接转动安装杆700,使安装块420从安装杆700悬空的一端滑出,若需要改变安装杆700内部标识件800的数量,将施力部710沿安装杆700的轴向拆下,从安装杆700悬空的端部将标识件800装入或取出,然后重新装回施力部710。
51.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。