1.本实用新型涉及一种辅助装配装置,尤其涉及一种用于推杆组件的辅助装配装置。
背景技术:
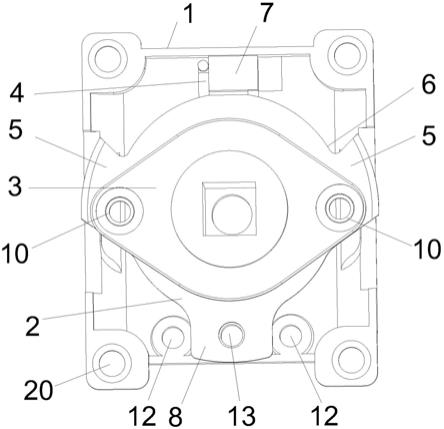
2.水平偏移指标的稳定性是周视瞄准具装调的难点之一,而推杆组件装配的好坏又是直接影响水平偏移稳定性的重要因数。推杆组件由支撑座和支杆组成,如图1所示,支撑座上开设有用于压入支杆5的装配孔,其中支杆5与支撑座6孔之间是过盈配合,即加热支撑座装配孔后,将支杆压入孔中,在压入的同时,还必须保证支杆上的开口槽7与支撑座缺口边8平行。目前的推杆组件装配方式主要是通过人工,精准度较差,装配速度低,还会经常造成产品的浪费,因此必须设计一种辅助装配装置,以保证推杆组件的支杆与支撑座加热压入装配时,满足支杆上的开口槽与支撑座缺口边平行的要求。
技术实现要素:
3.针对上述问题,本实用新型的目的是提供一种用于推杆组件的辅助装配装置。
4.为了实现上述目的,本实用新型采用如下技术方案:一种用于推杆组件的辅助装配装置,包括定位抱箍块、底座组件、压杆套筒、定位座组件,所述定位抱箍块为t型,在定位抱箍块的竖轴上开设有定位孔;所述底座组件包括底座台板,所述底座台板的中部安装有l型定位板和导向架,所述导向架上开设有方形槽,导向架的一侧安装有导向套一,导向套一的两端均安装有限位板;所述导向架的底部设置有活动块,所述活动块的一侧设置有连接轴,所述连接轴位于导向套一内,连接轴中部安装有弹簧;所述定位座组件的一端安装有定位架,定位架的中部设置有开口槽定位板,所述定位座组件的中部安装有导向套二。
5.进一步地,所述定位抱箍块的t型竖轴上设置有紧定螺钉,当推杆组件的支杆安装在定位孔内后,紧定螺钉可将定位抱箍块和支杆锁紧,从而确保后期装配的精准度。
6.进一步地,所述方形槽的大小与定位抱箍块的t型横轴的大小一致,推杆组件装配时,方形槽对定位抱箍块的下行进行导向。
7.进一步地,所述活动块的一侧设置为v型槽,v型槽设计更利于对推杆组件的支撑座进行限位。
8.进一步地,所述导向套一的顶部设置有窗口,窗口便于观察,以及对导向套一内进行日常维护。
9.进一步地,所述底座台板的边沿设置有安装孔,安装孔内通过螺钉可将底座台板固定在实施推杆组件装配的位置。
10.进一步地,所述压杆套筒包括多节组合套筒,每节组合套筒之间通过缧纹连接,可根据支杆的长度设置组合套筒的数量。
11.与人工装置方式相比,本实用新型的优点在于:在推杆组件支杆与支撑座加热压入装配时,能保证支杆上的开口槽与支撑座缺口边平行,且精准度高,减少产品浪费的同时
还能提高装配速度。
附图说明
12.图1为推杆组件的结构示意图;
13.图2为定位抱箍块的结构示意图;
14.图3为推杆组件与定位抱箍块的安装示意图;
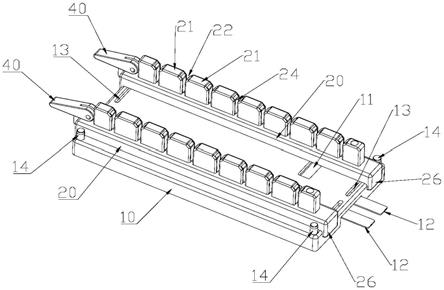
15.图4为推杆组件与压杆套筒的安装示意图;
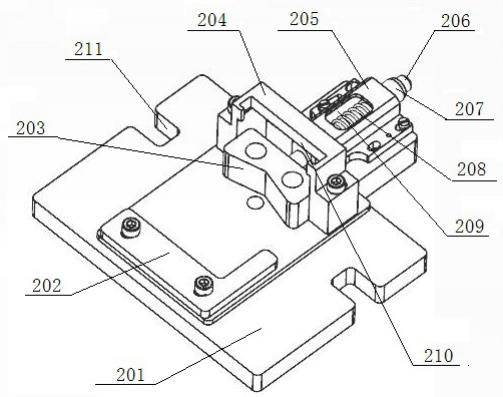
16.图5为底座组件的结构示意图;
17.图6为定位座组件的结构示意图。
18.图中:1、定位抱箍块,101、定位孔,102、紧定螺钉,2、底座组件,201、底座台板,202、l型定位板,203、活动块,204、导向架,205、导向套一,206、连接轴,207、限位板,208、弹簧,209、窗口,210、方形槽,211、安装孔,3、压杆套筒,301、组合套筒,4、定位座组件,401、定位架,402、开口槽定位板,403、导向套二,5、支杆,6、支撑座,7、开口槽,8、支撑座缺口边。
具体实施方式
19.下面结合附图,对本实用新型的具体实施方式详细说明如下:
20.参见图2
‑
6,本实施例的一种用于推杆组件的辅助装配装置,包括定位抱箍块1、底座组件2、压杆套筒3、定位座组件4。
21.如图2和3所示,定位抱箍块1为t型,在定位抱箍块1的竖轴上开设有定位孔101,定位抱箍块1的t型竖轴上设置有紧定螺钉102,当推杆组件的支杆5安装在定位孔101内后,紧定螺钉102可将定位抱箍块1和支杆5锁紧,从而确保后期装配的精准度。
22.如图5所示,底座组件2包括底座台板201,底座台板201的中部安装有l型定位板202和导向架204,导向架204上开设有方形槽210,导向架204的一侧安装有导向套一205,导向套一205的两端均安装有限位板207;导向架204的底部设置有活动块203,活动块203的一侧设置有连接轴206,连接轴206位于导向套一205内,连接轴206中部安装有弹簧208。
23.如图2和5所示,方形槽210的大小与定位抱箍块1的t型横轴的大小一致,推杆组件装配时,方形槽210对定位抱箍块1的下行进行导向。
24.如图5所示,活动块203的一侧设置有v型槽,v型槽设计更利于对推杆组件的支撑座6进行限位,导向套一205的顶部设置有窗口209,窗口209便于观察,以及对导向套一205内进行日常维护;底座台板201的边沿设置有安装孔211,安装孔211内通过螺钉可将底座台板201固定在实施推杆组件装配的位置。
25.如图4所示,压杆套筒3包括多节组合套筒301,每节组合套筒301之间通过缧纹连接,可根据支杆5的长度设置组合套筒301的数量。
26.如图6所示,定位座组件4的一端安装有定位架401,定位架401的中部设置有开口槽定位板402,定位座组件4的中部安装有导向套二403。
27.推杆组件具体装配步骤如下:
28.1、根据推杆组件装配所需的长度,设置定位座组件4上定位架401与导向套二403的位置,将推杆组件的支杆5穿过导向套二403,支杆5端部的开口槽7卡入开口槽定位板402,从而完成支杆5上开口槽7水平方向的定位。
29.2、将定位抱箍块1通过定位孔101安装在支杆5轴上,同时定位抱箍块1的端面紧贴导向套二403的端面,锁紧紧定螺钉102,即可完成定位抱箍块1与支杆5之间的定位。
30.3、将安装了定位抱箍块1的支杆5撤离定位座组件4,将压杆套筒3套在支杆5上,压杆套筒3的底面紧贴定位抱箍块1端面,同时将压杆套筒3顶部通过螺钉锁紧,确保支杆5不从压杆套筒3掉出即可。
31.4、推动活动块203,通过压缩弹簧208可使连接轴206在导向套一205内前后移动,从而使得支撑座6放置在l型定位板202和活动块203之间,且支撑座缺口边8需要位于l型定位板202的底边,确保支撑座缺口边8与导向架204平行;支撑座6的装配孔端则位于活动块203的v型槽内。
32.5、将安装了压杆套筒3和定位抱箍块1的支杆5放置在导向架204上,定位抱箍块1的t型横轴位于导向架204上方形槽210内,压杆套筒3的上部安装在压力机夹头上,加热支撑座6的装配孔,下压压力机手柄,使压杆套筒3带着定位抱箍块1、支杆5向下垂直移动,移动过程中,定位抱箍块1的t型横轴通过导向架204上的方形槽210导向,使得支杆5顺利垂直进入支撑座6的装配孔。
33.通过本实用新型辅助装配装置安装的推杆组件,即能满足支杆5上的开口槽7与支撑座缺口边8的平行要求,又能满足支杆5与支撑座6的垂直要求,大大提高了推杆组件的装配质量,为水平偏移指标稳定性的提高打下了部件装调的工艺基础。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。