1.本发明涉及一种保温软管打包装置,尤其涉及一种全自动保温软管(以下简称“软管”)上料、收卷、排管、脱离、捆扎打包装置。
背景技术:
2.目前国内,该软管材料的收卷、排管及捆扎打包工作全部由人工完成,尚未有全自动软管收卷排管捆扎打包装置实现人工替代。然而,人工收卷排管捆扎打包存在以下问题和缺点:1、工人劳动强度大,效率低,生产品质难以控制。2、企业用工成本高。
技术实现要素:
3.为了解决上述问题,本发明提供了一种全自动软管收卷、排管及捆扎打包方案。其目的在于,提供一种无需人工参与即能实现软管材料收卷、自动排管和捆扎打包的一体化自动装置,以降低企业用工成本,提高生产效率和产品质量。
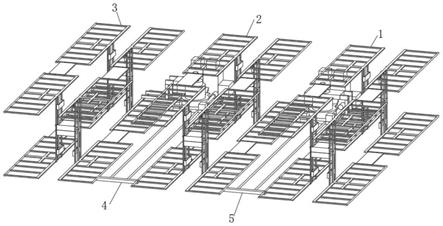
4.为实现上述目的,本发明提供的一种全自动软管收卷排管捆扎打包装置是这样实现的:(一)该全自动软管收卷排管打包装置主要由五个单元组成:1、上料排管单元;2、收卷脱离单元;3、平移机构;4、捆扎打包单元;5、电气控制单元。
5.(二)在plc电气控制单元控制下,各单元、机构动作步骤如下:
①
软管材料经上料排管单元上料,进入到收卷脱离单元。
②
收卷脱离单元中的收卷轴转动,同时,上料排管单元中的排管轴同步动作,实现收卷、排管作业。
③
收排管完成后,上料排管单元中的剪切部件动作,将软管切断,同时,收卷脱离单元执行上升脱离动作。
④
收排整齐的软管与收卷脱离单元中的收卷轴脱离结束后,平移机构将收排整齐的软管输送到打包工位进行捆扎打包。
⑤
捆扎打包的软管最后经由平移机构送至出料工位。至此,一个收卷、排管、捆扎打包循环周期结束。装置会自动开始下一个循环周期。
6.由于本发明采用全自动软管上料、收卷、排管、脱离、捆扎打包的结构,从而可以得到以下有益效果:1、采用全自动控制运行,降低了劳动强度,减少了劳动力需求,节约了用工成本。2、一个完整的收卷、排管、捆扎打包循环周期约为120秒钟,极大地提高了生产效率。3、打包好的产品外观标准统一,产品质量更可靠。4、上料、收卷、排管及平移采用气动控制技术和数字变频伺服驱动技术,不仅可靠性高,且节能环保,符合绿色发展理念。
附图说明
7.以下结合附图对本发明做进一步详细描述。
8.附图1是本发明(全自动软管收卷排管捆扎打包装置)的总体结构图;附图2是本发明(全自动软管收卷排管捆扎打包装置)的主视图;附图3是本发明(全自动软管收卷排管捆扎打包装置)的侧视图;附图4是本发明(全自动软管收卷排管捆扎打包装置)的俯视图;
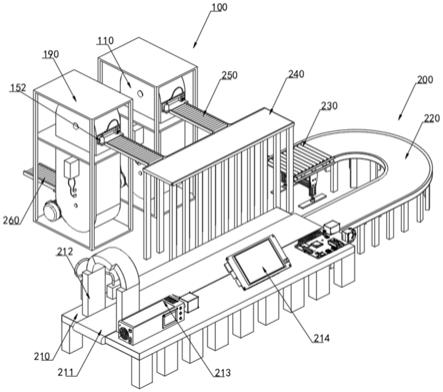
附图5是本发明(全自动软管收卷排管捆扎打包装置)的上料排管单元局部视图;附图5文字注释:8.排管伺服电机;9.排管轴(滑台);10.上料气缸;11.指夹气缸;12.软管上料导入及计米装置;13.剪刀气缸;14.上料管附图6是本发明(全自动软管收卷排管捆扎打包装置)的收卷脱离单元局部视图;附图6文字注释:15.收卷轴伺服电机;16.收卷轴;17.收卷轴(升降)脱离电机及减速器;18.收卷轴(升降)脱离丝杆;26.收卷轴(升降)脱离导轨附图7是本发明(全自动软管收卷排管捆扎打包装置)的平移机构局部视图;附图7文字注释:30.平移丝杆;31.平移导轨;34.平移小车;39.平移伺服电机附图8是本发明(全自动软管收卷排管捆扎打包装置)的具体实施图片一。附图9是本发明(全自动软管收卷排管捆扎打包装置)的具体实施图片二。附图10是本发明(全自动软管收卷排管捆扎打包装置)的具体实施图片三。
技术特征:
1.全自动软管收卷排管捆扎打包装置的结构及各单元构成。
技术总结
本发明为一种全自动软管收卷排管捆扎打包装置,所属技术领域是制冷设备保温材料整理及包装,要解决的是柔软的保温软管材料的全自动整齐收卷、排管及捆扎打包问题。本发明运用了PLC及触摸屏控制技术,电动与气动相结合的垂直收卷、排管及气动捆扎打包的技术方案,解决了该领域的人工收卷、排管及捆扎打包问题,实现了人工替代,提高了生产效率和产品包装质量。量。量。
技术研发人员:蔡红辉 柳卉
受保护的技术使用者:柳卉 湖北交通职业技术学院
技术研发日:2020.12.24
技术公布日:2021/11/14
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。