1.本发明涉及重卡驱动桥半壳技术领域,具体地讲是一种半壳翻转机;是一种针对重卡驱动桥半壳的翻转输送专用设备。
背景技术:
2.冲焊驱动桥是公路运输用卡车关键安全部件,承担驱动、承载功能。其桥壳用半壳采用热压工艺制备。半壳热成型出模后为高温状态,需经过快速风冷工艺处理,一方面提高强度,另一方面满足后序连线生产节拍要求。通常需两人协作人工操作翻转半壳并推送至风冷机内;这种操作方式下半壳温度高,人员遭受高温炙烤、工作环境恶劣、劳动强度高、需要人员多、生产效率低并存在严重的安全隐患。
3.
技术实现要素:
本发明型的目的是克服上述已有的技术不足,而提供一种半壳翻转机;主要解决现有冲焊桥半壳翻转运送劳动强度高、用工多、生产效率低、存在安全隐患的问题。
4.本发明的技术方案是:一种半壳翻转机,包括机架总成;其特殊之处在于,所述的机架总成上设举升机构总成、传动输送机构总成、阻挡机构总成、控制柜总成、第一托板、第二托板、第三托板、第四托板、第一对射光电开关发射器、第一对射光电开关接收器、第二对射光电开关发射器、第二对射光电开关接收器;所述的举升机构总成包括举升梁、举升气缸、第一导柱、第二导柱;所述的举升梁上设第一固定套、第二固定套;所述第一固定套、第二固定套均与举升梁刚性连接;所述第一导柱、第二导柱分别装于第一固定套和第二固定套内;第一导柱、第二导柱分别与举升梁固定联接;所述第一导柱、第二导柱上分别设第一导套、第二导套;第一导套与第三横梁固定联接;第二导套与第二横梁固定联接;所述举升气缸上设第一感应开关)、第二感应开关;举升气缸顶端与举升梁铰接;举升气缸另一端与机架总成固定联接;所述传动输送机构总成包括动力源、第一输送辊、第二输送辊、第三输送辊、第四输送辊;所述动力源上设第一链轮,第一链轮与动力源固定联接;所述的第一输送辊、第二输送辊、第三输送辊、第四输送辊上分别设链轮和轴承座,链轮与输送辊一端固定连接,轴承座与机架总成上部联接;所述的链轮间分别设滚子链;所述阻挡机构总成包括阻挡臂、第一摆臂、第二摆臂、摆动气缸;所述阻挡臂分别与第一摆臂、第二摆臂铰接;第一摆臂、第二摆臂分别与机架总成上部铰接;所述的摆动气缸顶端与阻挡臂铰接,摆动气缸另一端与机架总成上部铰接;所述的摆动气缸上设第三感应开关、第四感应开关;所述的控制柜总成置于机架总成底部;控制柜总成内部设plc可编程控制器、电控部件和多个电控气阀;plc可编程控制器、电控部件与电控气阀、感应开关连接,电控气阀分别与气缸连接;plc可编程控制器接受控制和感应信号,并按预置程序控制各电控气阀动作,进而控制各气缸动作、动力源动作,驱动各运动部件实现顺序动作。
5.进一步的,所述的动力源可以为气动马达、液压马达或电机。
6.进一步的,所述的感应开关包括:第一对射光电开关发射器、第一对射光电开关接收器、第二对射光电开关发射器、第二对射光电开关接收器、第一感应开关、第二感应开关、第三感应开关、第四感应开关。
7.本发明具有突出的实质性特点和显著进步,1、工艺得到优化,采用一种半壳翻转机代替人工翻转及搬运,实现将半壳自动翻转并输送至下一工序,降低了劳动强度,提高了生产效率,解决了安全问题;2、采用plc程序控制,实现对半壳举升翻转、输送过程自动化。
附图说明
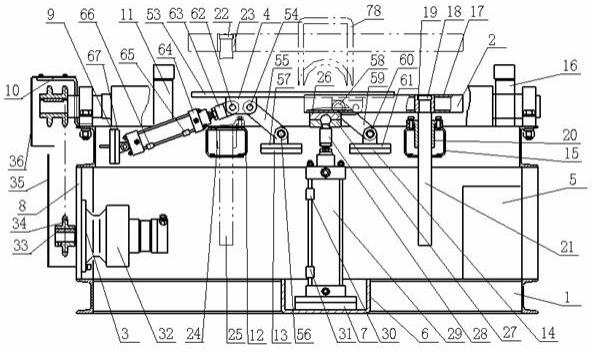
8.图1是本发明的结构示意图;图2是图1的俯视图;图3是图1的右视图。
9.图中,1机架总成,2举升机构总成,3传动输送机构总成,4阻挡机构总成,5控制柜总成,6第一横梁,7第一安装板,8第二安装板,9第一安装座,10第一支架,11第二支架,12第二横梁,13第二安装座,14第三安装座,15第三横梁,16第三支架,17举升梁,18第一压盖,19第一固定套,20第一导套,21第一导柱,22第二压盖,23第二固定套,24第二导套,25第二导柱,26球头连接座,27球头压盖,28第一连接头,29举升气缸,30第一感应开关,31第二感应开关,32气动马达,33第一键,34第一链轮,35第一护罩,36第二护罩,37第一输送辊,38轴承座,39轴承,40弹性挡圈,41第二链轮,42第二键、43第一滚子链、44第二滚子链,45第三链轮,46第二输送辊,47第三滚子链,48第三输送辊,49第四链轮,50第四滚子链,51第四输送辊,52第五链轮,53阻挡臂,54第一轴,55第一摆臂,56、第二轴,57第四安装座,58第三轴,59第二摆臂,60第四轴,61第五安装座,62第五轴,63第二连接头,64摆动气缸,65第三感应开关,66第四感应开关,67第六安装座,68第一对射光电开关发射器,69第一对射光电开关接收器,70第二对射光电开关发射器,71第二对射光电开关接收器,72第一托板,73第二托板,74第三托板,75第四托板,76第四支架,77第五支架,78半壳。
具体实施方式
10.为了更好地理解与实施,下面结合附图详细说明本发明。
11.如图1、2、3所示,一种半壳翻转机,包括机架总成1,在机架总成1上安装举升机构总成2、传动输送机构总成3、阻挡机构总成4、控制柜总成5;根据设计需要加工制成第一横梁6、第一安装板7、第二安装板8、第一安装座9、第一支架10、第二支架11、第二横梁12、第二安装座13、第三安装座14、第三横梁15、第三支架16,与槽钢件刚性连接,形成机架总成1;选择合适的举升气缸29,在举升气缸29上安装第一感应开关30、第二感应开关31,顶端安装第一连接头28;在举升梁17上安装第一导柱21和第二导柱25,并分别用第一压盖18和第二压盖22联接,第一导柱21安装在第一固定套19内,第二导柱25安装在第二固定套23内;第一固定套19、第二固定套23均与举升梁17刚性连接;第一导套20、第二导套24分别与第二横梁12、第三横梁15联接;第一导柱21、第二导柱25分别装入第一导套20、第二导套24内;第一连接头28通过球头压盖27与球头连接座26联接,实现与举升梁17铰接;举升气缸
29另一端通过螺钉与机架总成1的第一安装板7联接,形成举升机构总成2;举升机构总成2用于对半壳78进行举升翻转;选择合适的摆动气缸64,设计制成阻挡臂53、第一摆臂55、第二摆臂59、摆动气缸64、第四安装座57、第五安装座61、第六安装座67;在第二安装座13上安装第四安装座57,在第三安装座14上安装第五安装座61;将第一摆臂55、第二摆臂59一端分别通过第一轴54、第三轴58铰接安装在阻挡臂53上;将第一摆臂55、第二摆臂59另一端分别通过第二轴56、第四轴60与第四安装座57、第五安装座61铰接连接;在摆动气缸64上安装第三感应开关65和第四感应开关66,摆动气缸64一端安装第二连接头63,第二连接头63通过第五轴62与阻挡臂53铰接;将第六安装座67安装在第一安装座9上;摆动气缸64另一端安装在第六安装座67上,实现铰接,构成阻挡机构总成4;用于阻挡半壳78,防止其滑过预定位置导致半壳78无法翻转;选择合适的动力源、第一滚子链43、第二滚子链44、第三滚子链47、第四滚子链50,动力源可为气动马达、液压马达、电机等,本实施方式采用气动马达32;设计制成第一输送辊37、第二输送辊46、第三输送辊48、第四输送辊51、第一链轮34、第二链轮41、第三链轮45、第四链轮49、第五链轮52;将气动马达32安装在第二安装板8上;将第一链轮34通过第一键33与气动马达32联接;将轴承39装于轴承座38内,通过弹性挡圈40与轴承座38固定,并安装到第一输送辊37上;将第二链轮41安装在第一输送辊37上,通过第二键42与第一输送辊37联接;轴承座38与机架总成1联接;第二输送辊46、第三输送辊48、第四输送辊51的设置和联接结构同第一输送辊37;将第一滚子链43安装在第一链轮34和第二链轮41上;将第二滚子链44安装到第二链轮41和第三链轮45上;将第三滚子链47安装到第三链轮45和第四链轮49上;将第四滚子链50安装到第四链轮49和第五链轮52上;将第一护罩35安装到机架总成1上,将第二护罩36与第一支架10联接;形成传动输送机构总成3,用于翻转后的半壳78向下一工序输送;将第一托板72、第二托板73、第三托板74、第四托板75安装到机架总成1的第二横梁12,第三横梁15上,用于对翻转前半壳78的辅助支撑,防止半壳78与辊子碰撞无法前进或跌落;将第四支架76、第五支架77装到机架总成1上;再将第一对射光电开关发射器68装在第二支架11上,将第一对射光电开关接收器69装在第三支架16上;将第二对射光电开关发射器70装在第四支架76上,将第二对射光电开关接收器71装在第五支架77上;用于检测半壳78的有无;将控制柜总成5置于机架总成1底部;控制柜总成5设plc可编程控制器、电控部件和多个电控气阀;多个电控气阀与plc可编程控制器、电控部件间实施安全隔离;plc可编程控制器、电控部件与多个电控气阀、多个感应开关连接,感应开关包括:第一对射光电开关发射器68、第一对射光电开关接收器69、第二对射光电开关发射器70、第二对射光电开关接收器71、第一感应开关30、第二感应开关31、第三感应开关65、第四感应开关66;多个电控气阀分别与多个气缸及气动马达连接;plc可编程控制器接受和控制感应信号,并按预置程序控制各电控气阀动作,控制气动马达动作,进而控制各气缸动作、气动马达动作,驱动各运动部件实现顺序动作。
12.本发明的一种半壳翻转机,其工作过程如下:
人工启动半壳翻转机运行程序;半壳78从模具出来后,以平躺状态向半壳翻转机上滑行,当半壳78前端进入第二对射光电开关发射器70和第二对射光电开关接收器71之间检测区域,检测到半壳78进入,并发送信号给控制系统,控制系统控制气动马达32和摆动气缸64启动;气动马达32驱动第一输送辊37、第二输送辊46、第三输送辊48、第四输送辊51转动;摆动气缸64活塞杆开始顶出推动阻挡臂53升起,当阻挡臂53到达位置,第三感应开关65检测到摆动气缸64的活塞到位,并发出感应信号给控制系统,摆动气缸64活塞杆顶出停止,该气路锁止;半壳78继续前进,到达阻挡臂53,并半壳78前端位于第一对射光电开关发射器68和第一对射光电开关接收器69之间检测区域,检测到半壳78到位,并发送信号给控制系统,控制系统按设定延时控制气动马达32停止,各输送辊停止,同时摆动气缸64的活塞杆回缩,带动阻挡臂53落下;第四感应开关66检测到摆动气缸64的活塞到位,并发出感应信号给控制系统,摆动气缸64活塞杆回缩停止。控制系统收到气动马达32和摆动气缸64都停止的信号后,发信号启动举升气缸29,活塞杆开始推动举升梁17升起,翻转半壳78,当第一感应开关30检测到举升气缸29的活塞到位,发出感应信号给控制系统,控制系统控制举升气缸29活塞杆延时回缩,此时半壳78被翻转呈立起状态;第二感应开关31检测到举升气缸29的活塞到位,发出感应信号给控制系统,举升气缸29停止,同时延时启动气动马达32,半壳78在立起状态下向下一工序输送,当半壳尾端移出第一对射光电开关发射器68、第一对射光电开关接收器69检测区域后,发出感应信号给控制系统,控制系统控制动力源32停止,至此一个工作循环结束。等待下一个半壳78到来,启动下一工作循环。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。