1.本发明涉及防水材料成型技术领域,特别涉及一种厚度可控防水材料成型装置及其生产方法。
背景技术:
2.防水材料是建筑物的围护结构要防止雨水、雪水和地下水的渗透;要防止空气中的湿气、蒸汽和其他有害气体与液体的侵蚀;分隔结构要防止给排水的渗翻。这些防渗透、渗漏和侵蚀的材料统称。
3.防水材料品种繁多,按其主要原料分为4类:
①
沥青类防水材料。以天然沥青、石油沥青和煤沥青为主要原材料,制成的沥青油毡、纸胎沥青油毡、溶剂型和水乳型沥青类或沥青橡胶类涂料、油膏,具有良好的粘结性、塑性、抗水性、防腐性和耐久性。
②
橡胶塑料类防水材料。以氯丁橡胶、丁基橡胶、三元乙丙橡胶、聚氯乙烯、聚异丁烯和聚氨酯等原材料,可制成弹性无胎防水卷材、防水薄膜、防水涂料、涂膜材料及油膏、胶泥、止水带等密封材料,具有抗拉强度高,弹性和延伸率大,粘结性、抗水性和耐气候性好等特点,可以冷用,使用年限较长。
③
水泥类防水材料。对水泥有促凝密实作用的外加剂,如防水剂、加气剂和膨胀剂等,可增强水泥砂浆和混凝土的憎水性和抗渗性;以水泥和硅酸钠为基料配置的促凝灰浆,可用于地下工程的堵漏防水。
④
金属类防水材料。薄钢板、镀锌钢板、压型钢板、涂层钢板等可直接作为屋面板,用以防水。薄钢板用于地下室或地下构筑物的金属防水层。薄铜板、薄铝板、不锈钢板可制成建筑物变形缝的止水带。金属防水层的连接处要焊接,并涂刷防锈保护漆。
4.防水材料在成型时,通常都是将防水材料放置在成型箱中进行静置成型,然后再对静置成型后的防水材料进行脱型,如cn213733529u公开的“一种快速冷却压实的防水材料成型装置”在对成型后的防水材料进行脱型时,都是通过液压缸和推料板的配合使用,从而将成型后的防水材料从成型箱的内部推出。
5.上述一种快速冷却压实的防水材料成型装置在进行脱型时,都是采用液压缸和推料板对成型后的防水材料进行脱型,然而,采用液压缸和推料板往往增大了防水材料成型装置脱型时的成本,使用起来具有一定的局限性,因此,现提出一种厚度可控防水材料成型装置及其生产方法用来解决此问题。
技术实现要素:
6.本发明的主要目的在于提供一种厚度可控防水材料成型装置及其生产方法,可以有效解决背景技术中采用液压缸和推料板往往增大了防水材料成型装置脱型时的成本,使用起来具有一定的局限性的问题。
7.为实现上述目的,本发明采取的技术方案为:本发明之一种厚度可控防水材料成型装置,包括底座,所述底座的上方设有成型箱,所述成型箱的内部设有脱型组件;
8.所述脱型组件包括底板、弹性柱、连接杆、第一弹簧、活动杆、支撑柱、第二弹簧和
调节杆,所述调节杆位于成型箱的上方,所述底板位于成型箱的内部,所述底板下表面的中部固定连接有弹性柱,所述弹性柱的一侧设置有第一弹簧,所述底板下表面的一侧设置活动杆,所述活动杆靠近底板一端的下方固定连接有支撑柱,所述支撑柱的一侧固定连接有第二弹簧。
9.优选地,所述底座的上方设置有支撑架,所述支撑架包括第一支撑杆、横板和第二支撑杆,所述第一支撑杆和第二支撑杆并排固定连接在底座的上表面,所述第一支撑杆和第二支撑杆的顶端固定连接有横板,通过第一支撑杆、第二支撑杆和横板,可以对气缸、固定板和压板进行支撑。
10.优选地,所述横板下方的中部固定连接有气缸,所述气缸的下方固定连接有固定板,所述固定板下方的中部固定连接有压板,所述压板的下表面固定连接有三个凸板,所述调节杆固定连接在固定板下方的一侧,通过三个凸板,可以有效的减少压板在下压过程中受到的阻力,使得压板下压的深度更高的同时也减少压板下压过程中对成型箱造成的压力,从而提高成型箱的使用寿命。
11.优选地,所述成型箱的内部分别开设有凹槽和调节槽,所述调节槽位于凹槽的一侧,所述凹槽的内径尺寸与压板的外径尺寸相适配,通过调节槽,便于调节杆的使用。
12.优选地,所述调节杆的下端螺纹连接有第一螺纹柱,所述第一螺纹柱的下端固定连接有第一加长杆,所述第一加长杆的下端螺纹连接有第二螺纹柱,所述第二螺纹柱的下端固定连接有第二加长杆,通过第一加长杆和第二加长杆,可以对调节杆的长度进行调节,从而使得该成型装置可以生产出多种厚度的防水材料。
13.优选地,所述第一弹簧内部的上方设置有连接杆,所述连接杆固定连接在底板的下表面,所述第一弹簧的数量有两个,两个所述第一弹簧关于底板的竖直中轴线对称,使得第一弹簧的使用效果更加良好。
14.优选地,所述第二弹簧固定连接在成型箱内部的下方,通过第二弹簧,便于支撑柱的使用。
15.一种厚度可控防水材料成型生产方法,包括以下步骤:
16.s1:将待成型的防水材料倒入成型箱中;
17.s2:启动气缸,气缸可以带动固定板和压板向下运动,直至压板将成型箱内部中的防水材料压实,待防水材料压实后,将其静置一段时间即可;
18.s3:将静置成型后的防水材料取出。
19.优选地,在压板向下运动时,固定板两侧的调节杆也向下运动,直至调节杆的底端与成型箱一侧调节槽的内底壁相贴合即可将气缸关闭,与此同时,压板的下方处于凹槽中,从而对凹槽中的防水材料进行压实,通过压板,可以对成型箱中的防水材料进行压实,从而减少防水材料中所含的气泡。
20.优选地,所述调节杆使用时,可以通过第一加长杆和第二加长杆对调节杆的长度进行调节,从而实现对防水材料厚度的把握,当需要较薄的防水材料时,使用者可以将第一加长杆和第二加长杆从在调节杆的下方拆下,此时,由于调节杆的长度变短从而使得压板与底板之间的距离变小,当需要较厚的防水材料时,使用者可以将第一加长杆和第二加长杆安装在调节杆的下方,此时,由于调节杆的长度变长从而使得压板与底板之间的距离变大,通过调节杆、第一加长杆和第二加长杆的配合使用,使得该装置可以根据实际所需对防
水材料的厚度进行调节。
21.优选地,将静置成型后的防水材料取出时,可以再次通过气缸从而使得压板向上运动,此时,底板下方的第一弹簧由于失去来自压板的压力,从而使得底板上方成型后的防水材料向上运动,与此同时,向上运动底板下方的活动杆在第二弹簧的作用下复位,从而对向上移动后的底板进行一定的支撑,便于对成型后的防水材料进行脱型。
22.与现有技术相比,本发明具有如下有益效果:
23.本发明通过设置脱型部件,在对成型后的防水材料进行脱型时,由于底板下方的第一弹簧失去来自压板的压力,此时,失去压力后的第一弹簧在自身作用下进行复位,从而使得底板上方成型后的防水材料可以随着底板向上运动,与此同时,第二弹簧失去来自调节杆的压力,从而进一步的使得底板向上运动,通过底板、第一弹簧、压板、活动杆、第二弹簧和支撑柱的配合使用,使得该成型装置脱型更加便捷的同时也在一定程度上降低了企业的生产成本,具有较好的实用性。
附图说明
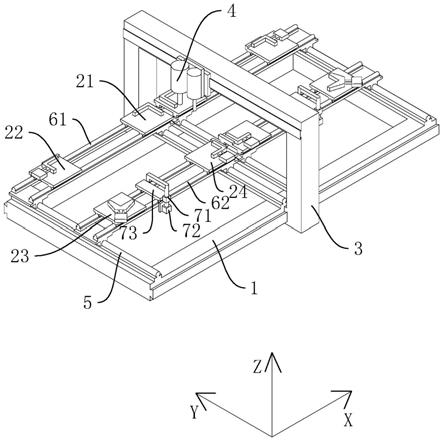
24.图1为本发明整体立体结构示意图;
25.图2为本发明压板和成型箱分离结构示意图;
26.图3为本发明成型箱剖视平面结构示意图;
27.图4为图3中b处放大结构示意图;
28.图5为图3中a处放大结构立体示意图;
29.图6为本发明调节杆、第一加长杆和第二加长杆连接结构示意图;
30.图7为本发明第一加长杆和第二加长杆立体结构示意图。
31.图中:1、底座;2、第一支撑杆;3、横板;4、第二支撑杆;5、气缸;6、固定板;7、压板;8、成型箱;9、凸板;10、活动杆;11、底板;12、调节槽;13、凹槽;14、弹性柱;15、第一弹簧;16、第二弹簧;17、支撑柱;18、调节杆;19、第一加长杆;20、第二加长杆;21、第一螺纹柱;22、第二螺纹柱;23、连接杆。
具体实施方式
32.为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
33.在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”“前端”、“后端”、“两端”、“一端”、“另一端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
34.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
35.请参照图1—7所示,本实施例包括底座1,底座1的上方设有成型箱8,成型箱8的内部设有脱型组件;
36.脱型组件包括底板11、弹性柱14、连接杆23、第一弹簧15、活动杆10、支撑柱17、第二弹簧16和调节杆18,调节杆18位于成型箱8的上方,底板11位于成型箱8的内部,底板11下表面的中部固定连接有弹性柱14,弹性柱14的一侧设置有第一弹簧15,底板11下表面的一侧设置活动杆10,活动杆10靠近底板11一端的下方固定连接有支撑柱17,支撑柱17的一侧固定连接有第二弹簧16。
37.底座的上方设置有支撑架,支撑架包括第一支撑杆、横板和第二支撑杆,第一支撑杆和第二支撑杆并排固定连接在底座的上表面,第一支撑杆和第二支撑杆的顶端固定连接有横板,通过第一支撑杆、第二支撑杆和横板,可以对气缸、固定板和压板进行支撑。
38.横板下方的中部固定连接有气缸,气缸的下方固定连接有固定板,固定板下方的中部固定连接有压板,压板的下表面固定连接有三个凸板,调节杆固定连接在固定板下方的一侧,通过三个凸板,可以有效的减少压板在下压过程中受到的阻力,使得压板下压的深度更高的同时也减少压板下压过程中对成型箱造成的压力,从而提高成型箱的使用寿命。
39.成型箱的内部分别开设有凹槽和调节槽,调节槽位于凹槽的一侧,凹槽的内径尺寸与压板的外径尺寸相适配,通过调节槽,便于调节杆的使用。
40.调节杆的下端螺纹连接有第一螺纹柱,第一螺纹柱的下端固定连接有第一加长杆,第一加长杆的下端螺纹连接有第二螺纹柱,第二螺纹柱的下端固定连接有第二加长杆,通过第一加长杆和第二加长杆,可以对调节杆的长度进行调节,从而使得该成型装置可以生产出多种厚度的防水材料。
41.第一弹簧内部的上方设置有连接杆,连接杆固定连接在底板的下表面,第一弹簧的数量有两个,两个第一弹簧关于底板的竖直中轴线对称,使得第一弹簧的使用效果更加良好。
42.第二弹簧固定连接在成型箱内部的下方,通过第二弹簧,便于支撑柱的使用。
43.一种厚度可控防水材料成型生产方法,包括以下步骤:
44.s1:将待成型的防水材料倒入成型箱8中;
45.s2:启动气缸5,气缸5可以带动固定板6和压板7向下运动,直至压板7将成型箱8内部中的防水材料压实,待防水材料压实后,将其静置一段时间即可;
46.s3:将静置成型后的防水材料取出。
47.在压板7向下运动时,固定板6两侧的调节杆18也向下运动,直至调节杆18的底端与成型箱8一侧调节槽12的内底壁相贴合即可将气缸5关闭,与此同时,压板7的下方处于凹槽13中,从而对凹槽13中的防水材料进行压实,通过压板7,可以对成型箱8中的防水材料进行压实,从而减少防水材料中所含的气泡。
48.调节杆18使用时,可以通过第一加长杆19和第二加长杆20对调节杆18的长度进行调节,从而实现对防水材料厚度的把握,当需要较薄的防水材料时,使用者可以将第一加长杆19和第二加长杆20从在调节杆18的下方拆下,此时,由于调节杆18的长度变短从而使得压板7与底板11之间的距离变小,当需要较厚的防水材料时,使用者可以将第一加长杆19和第二加长杆20安装在调节杆18的下方,此时,由于调节杆18的长度变长从而使得压板7与底板11之间的距离变大,通过调节杆18、第一加长杆19和第二加长杆20的配合使用,使得该装
置可以根据实际所需对防水材料的厚度进行调节。
49.将静置成型后的防水材料取出时,可以再次通过气缸5从而使得压板7向上运动,此时,底板11下方的第一弹簧15由于失去来自压板7的压力,从而使得底板11上方成型后的防水材料向上运动,与此同时,向上运动底板11下方的活动杆10在第二弹簧16的作用下复位,从而对向上移动后的底板11进行一定的支撑,便于对成型后的防水材料进行脱型。
50.本发明的工作原理为:使用时,首先,将防水材料倒入成型箱8中,倒好后,启动气缸5,此时,气缸5可以带动固定板6和压板7向下运动,直至压板7将成型箱8内部中的防水材料压实,待防水材料压实后,将其静置一段时间即可将成型后的防水材料取出,当成型后的防水材料取出时,可以通过气缸5从而使得压板7向上运动,此时,底板11下方的第一弹簧15由于失去来自压板7的压力,从而使得底板11上方成型后的防水材料向上运动,与此同时,向上运动底板11下方的活动杆10在第二弹簧16的作用下复位,从而对向上移动后的底板11进行一定的支撑。
51.以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。