1.本发明涉及刀具磨损修复技术领域,特别涉及一种盾构机刀盘的修复方法。
背景技术:
2.盾构机在施工掘进过程中,刀盘旋转切削掌子面。由于受力不均匀,刀盘容易出现磨损。刀盘的大圆环在异常工况下磨损过大,使得刀盘难以正常工作。因而,需要对刀盘大圆环进行修复。
3.现有技术中,刀盘大圆环的修复采用在磨损部位使用耐磨焊丝堆焊修复,但是堆焊花费时间久,耗费人力物力较多,而且会使得大圆环过多受热,易破坏刀盘内部结构。
技术实现要素:
4.本发明的主要目的是提供一种盾构机刀盘的修复方法,旨在解决现有技术中刀盘修复易破坏刀盘内部结构的技术问题。
5.为实现上述目的,本发明提出一种盾构机刀盘的修复方法,包括如下步骤:
6.预制若干弧形组件;
7.将所述若干弧形组件焊接至既有大圆环,以形成新大圆环。
8.可选地,在所述将所述若干弧形组件焊接至既有大圆环,以形成新大圆环的步骤之前,所述盾构机刀盘的修复方法还包括:对所述既有大圆环的磨损面进行打磨,使得所述弧形组件与所述既有大圆环贴合。
9.可选地,所述预制若干弧形组件的步骤之后,所述盾构机刀盘的修复方法还包括:在每一所述弧形组件上开设缺口;在所述将所述若干弧形组件焊接至既有大圆环,以形成新大圆环的步骤s02之后,所述盾构机刀盘的修复方法还包括:s04,在所述缺口处焊接第一刀箱;提供第一刀具,并将所述第一刀具固定至所述第一刀箱内。
10.可选地,所述盾构机刀盘包括多个沿径向延伸的辐条,每一辐条上均设置有辐条筋板;在所述将所述若干弧形组件焊接至既有大圆环,以形成新大圆环的步骤之前,所述盾构机刀盘的修复方法还包括:定位所述刀盘的端向侧面;以所述辐条筋板的位置尺寸为参考尺寸对所述既有大圆环进行径向定位。
11.可选地,在所述将所述若干弧形组件焊接至既有大圆环,以形成新大圆环的步骤之前,所述盾构机刀盘的修复方法还包括:将所述新大圆环与所述多个沿径向延伸的辐条焊接。
12.可选地,所述盾构机刀盘的修复方法还包括:拆除位于所述辐条的径向末端的第二刀箱内的第二刀具;将第三刀具安装至所述第二刀具的安装位置。
13.可选地,所述辐条筋板的径向侧面焊接有加强板。
14.可选地,在所述将所述若干弧形组件焊接至既有大圆环,以形成新大圆环的步骤之后,所述盾构机刀盘的修复方法还包括:在所述新大圆环的外周壁焊接耐磨板;在所述新大圆环外周壁的未焊接所述耐磨板处堆焊耐磨网格。
15.可选地,每一弧形组件包括至少两个弧形板,其中,所述缺口构造于所述至少两个弧形板中的一个;所述预制若干弧形组件的步骤包括:预制所述至少两个弧形板;将所述至少两个弧形板焊接,以预制所述若干弧形组件。
16.可选地,所述盾构机刀盘还包括泡沫喷嘴;所述盾构机刀盘的修复方法还包括:刨除所述泡沫喷嘴的既有保护块;在所述泡沫喷嘴的入口侧焊接新保护块。
17.本发明实施例的技术方案中,在实施焊接之前,预先制作若干弧形组件,而后将若干弧形组件焊接至既有大圆环而形成新大圆环。若干弧形组件是焊接之前就预制好的,在将其焊接至既有大圆环之时,无需在既有大圆盘处进行大面积环形堆焊操作,能够减少堆焊层的施工量,以减少堆焊产生的过热而破坏大圆环的内部结构。
附图说明
18.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
19.图1为本发明的盾构机刀盘的修复方法的第一实施例流程示意图;
20.图2为本发明的盾构机刀盘的修复方法的第二实施例流程示意图;
21.图3为本发明的盾构机刀盘的修复方法的第三实施例流程示意图;
22.图4为本发明的盾构机刀盘的修复方法的第四实施例流程示意图。
23.本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
24.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.需要说明,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
26.在本发明中,除非另有明确的规定和限定,术语“连接”、“固定”等应做广义理解,例如,“固定”可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
27.另外,若本发明实施例中有涉及“第一”、“第二”等的描述,则该“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,全文中出现的“和/或”的含义,包括三个并列的方案,以“a和/或b”为例,包括a方案、或b方案、或a和b同时满足的方案。另外,各个实施例之间的技术方案可以相互结合,但
是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
28.本发明用于盾构机在施工中刀盘大圆环及磨损严重后,对刀盘大圆环进加弧形组件进行强化处理的修复方法。现有技术中,普遍采用堆焊的方式对刀盘大圆环进行修复:在磨损量小的部位,采用耐磨焊丝堆焊;在磨损量大的部位采用堆焊修复时,会造成大圆环的局部过渡受热,导致大圆环原有内部结构收到破坏,比如易产生热裂纹或者导致内部金属晶体变化,破坏刀盘的整体性,使得刀盘的使用寿命大打折扣,加速刀盘损坏。
29.为此,本发明实施例的技术方案中,针对于上述技术问题,提出的一种盾构机刀盘的修复方法,旨在解决在异常工况下,刀盘大圆环出现异常磨损时,对刀盘大圆环进行修复,以减少堆焊量,防止原有结构被过多加热。
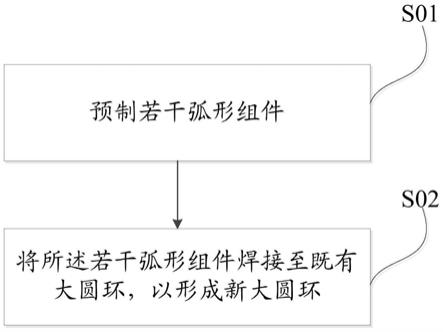
30.具体地,所述盾构机刀盘的修复方法,图1至4所示,至少包括如下步骤:
31.s01:预制若干弧形组件;
32.s02:将所述若干弧形组件焊接至既有大圆环,以形成新大圆环。
33.本发明实施例的技术方案中,在实施焊接之前,预先制作若干弧形组件,而后将若干弧形组件焊接至既有大圆环而形成新大圆环。若干弧形组件是焊接之前就预制好的,在将其焊接至既有大圆环之时,无需在既有大圆盘处进行大面积环形堆焊操作,能够减少堆焊层的施工量,以减少堆焊产生的过热而破坏大圆环的内部结构。
34.具体实施过程中,弧形组件的弯曲程度与既有大圆环的弯曲程度为一致的,也即:弧形组件的半径与既有大圆环的半径一致,且在将弧形组件焊接至既有大圆环之后,弧形组件的圆心与既有大圆环的圆心同心(理论上同心;但是由于公差等原因,实际上满足一定的同心度即可)。假设弧形组件的弧度为x度,那么所需的弧形组件的个数为360/x个。一般情况下,x取为被360整除,比如15度、30度、或者45度等。为了能够减少堆焊量以及减少弧形组件的预制成本(弯曲成本),x建议取值20度,也即需要18个弧形组件。弧形组件在焊接至既有大圆环时,首尾相接形成环形的新大圆环。
35.作为上述实施例的可选实施方式,在所述将所述若干弧形组件焊接至既有大圆环,以形成新大圆环的步骤s02之前,图2所示,所述盾构机刀盘的修复方法还包括:s03:对所述既有大圆环的磨损面进行打磨,使得所述弧形组件与所述既有大圆环贴合。一方面,对磨损面进行打磨有利于清理既有大圆环上的油漆、油污、铁锈以及水分等杂质,漏出金属光泽,便于环形组件能够与既有大圆环焊接;而另一方面,既有大圆环的磨损位置、磨损程度各处均不相同,通过对磨损面的打磨,使得各处的磨损面的形状能够满足弧形组件的贴合要求,使得弧形组件在焊接之前能够很好的预装在既有大圆环上,避免焊接不到位等情况的发生,以及避免因为各处待焊量不同而导致既有大圆环的受热不均带来的大圆环结构的内部产生热应力集中。
36.作为上述实施例的可选实施方式,所述预制若干弧形组件的步骤之后,所述盾构机刀盘的修复方法还包括:在每一所述弧形组件上开设缺口;在所述将所述若干弧形组件焊接至既有大圆环,以形成新大圆环的步骤s02之后,所述盾构机刀盘的修复方法还包括:s04,在所述缺口处焊接第一刀箱;提供第一刀具,并将所述第一刀具固定至所述第一刀箱内。一方面,既有大圆环上本身具有刀具,由于磨损需要更换刀具;或者另一方面,为了提高新的大圆环的耐磨能力,通过设置第一刀具以刮切掌子面,而降低掌子面与新的大圆环的
摩擦接触机会。因而,在弧形组件上预先设置缺口,该缺口用于安装刀箱,将刀箱焊接至缺口内,而再将第一刀具焊接固定至刀箱内。另外的,若既有大圆环之前设置有既有刀具,则该缺口用于避让之前的刀具为,不过如果该既有刀具具有磨损或者用于设置刀具的刀箱内部结构,如刀箱侧座板,也需要对其进行更换。以刀箱侧座板为例,更换时,需要刨除刀座板,并对外侧导向板贴板补焊;将更换的刀座板与连接板提前焊好,并保证底部平齐,将第一刀具焊接至刀箱内。
37.一般情况下,第一刀具为贝壳刀。
38.作为上述实施例的可选实施方式,所述盾构机刀盘包括多个沿径向延伸的辐条,每一辐条上均设置有辐条筋板;在所述将所述若干弧形组件焊接至既有大圆环,以形成新大圆环的步骤s02之前,图4所示,所述盾构机刀盘的修复方法还包括:s05:定位所述刀盘的端向侧面;以所述辐条筋板的位置尺寸为参考尺寸对所述既有大圆环进行径向定位。具体实施过程中,多个径向延伸的辐条的最外侧的辐条筋板的尺寸作为径向定位的参考,主要是因为辐条筋板的一般磨损量较少,且多个辐条的辐条筋板沿刀盘的周向布置,能够作为参考准确地进行定位;而且所述刀盘的端向侧面即:刀盘的切削面的相对面,该面为平面,以此作为基准面对刀盘进行定位,此时可以在辐条的底部焊接定位块。
39.作为上述实施例的可选实施方式,在所述将所述若干弧形组件焊接至既有大圆环,以形成新大圆环的步骤之前,所述盾构机刀盘的修复方法还包括:将所述新大圆环与所述多个沿径向延伸的辐条焊接。比如,辐条沿刀盘的周向间隔布置,此时辐条的径向远端(远离刀盘形心)通过焊接的方式与新的大圆盘进行焊接,形成整体构造,提升刀盘的整体性。
40.作为上述实施例的可选实施方式,所述盾构机刀盘的修复方法还包括:拆除位于所述辐条的径向末端的第二刀箱内的第二刀具;将第三刀具安装至所述第二刀具的安装位置。一般情况下,由于既有大圆环的磨损较大,导致靠经其的刀盘辐条径向末端的第二刀具的磨损随之增大,因而需要将刀盘辐条径向的末端的第二刀具进行更换,由于无法安装刀模,将第二刀具进行切割拆除后,第三刀具焊接第二刀具焊缝切割痕迹处。
41.一般情况下,第二刀具和第三刀具均为贝壳刀。
42.作为上述实施例的可选实施方式,所述辐条筋板的径向侧面焊接有加强板。通过焊接加强板能够增加辐条筋板的强度,提升整个刀盘的抗冲击性。该加板的厚度板的厚度为40mm。
43.作为上述实施例的可选实施方式,在所述将所述若干弧形组件焊接至既有大圆环,以形成新大圆环的步骤之后,所述盾构机刀盘的修复方法还包括:在所述新大圆环的外周壁焊接耐磨板;在所述新大圆环外周壁的未焊接所述耐磨板处堆焊耐磨网格。耐磨板可以为hardox耐磨板,沿掘进方向分为多层,提高新大圆环的耐磨性。且,在耐磨板未覆盖的区域,堆焊耐磨网格,此时即使堆焊了耐磨网格,但是相比较于现有技术全部堆焊而言,其产生的热影响区小,堆焊面积小,但是耐磨性更高,对刀盘结构的整体性更小。
44.作为上述实施例的可选实施方式,每一弧形组件包括至少两个弧形板,其中,所述缺口构造于所述至少两个弧形板中的一个;所述预制若干弧形组件的步骤包括:预制所述至少两个弧形板;将所述至少两个弧形板焊接,以预制所述若干弧形组件。首先,弧形组件的预制弯曲具有一定的难度,因而每个弧形组件采用至少两个弧形板焊接而成,来减少预
制弯曲成本;其次,弧形组件是在完成之后再焊接至既有大圆环的,此时,预制弧形组件焊接的热影响区不会破坏刀盘的整体性结构,以此来降低成本并提高刀盘的力学性能。
45.如图4所示,步骤s01、步骤s03和步骤s05在时间上可以并行处理。另一种优选实施方式中,步骤s01、步骤s03和步骤s05也可以顺序处理,比如按照步骤s01、步骤s03和步骤s05的顺序执行。
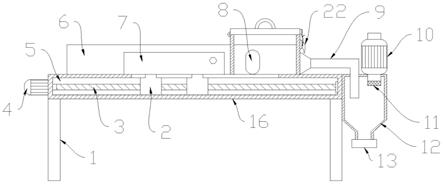
46.作为上述实施例的可选实施方式,所述盾构机刀盘还包括泡沫喷嘴;所述盾构机刀盘的修复方法还包括:刨除所述泡沫喷嘴的既有保护块;在所述泡沫喷嘴的入口侧焊接新保护块。泡沫喷嘴的既有保护块也是刀盘上的易磨损结构,因而需要更换,更换时刨除既有保护块,并设置在泡沫喷嘴的两侧设置焊接坡口,以焊接新保护块在泡沫注入口两侧(垂直于泡沫注入口到中心连接线),来提高泡沫喷嘴的耐磨性。
47.进一步地,根据盾构机刀盘的磨损情况下,还需要对刀盘搅拌棒进行磨损修理,对搅拌棒的磨损侧打磨后,贴40mm厚钢板,并焊接角焊缝。
48.在本发明实施的过程中,根据实际的情况,可以选择不同的焊接工艺,比如:混合气体保护焊。根据不同的焊接位置,可以采用平焊、横焊、立焊、仰焊或者耐磨堆焊。其具体的参数可以参照下表:
[0049][0050]
并且,在焊接之时,
[0051]
所有待焊接的坡口面及两侧20~50mm范围内应打磨去除油漆、油污、铁锈、水分等杂质,露出金属光泽;切割沟槽应进行打磨,保证沟槽深度<3mm,沟槽内的油污、油漆等清除干净;有探伤要求的ⅰ、ⅱ级焊缝,必须严格清除坡口面的油漆、油污等,不得有尺寸≥3mm的漆点;
[0052]
焊接应搭建保温工棚,工棚内应照明良好,带通风除尘设施、加热保温措施,工棚内做好挡风、防雨雪措施,工棚内温度应≥10℃,设置温度计及灭火器、工具柜,有安全防盗措施;
[0053]
低合金低碳钢的焊接件一般无须预热可直接进行焊接,但当环境温度低于0℃或者厚度较大时,须焊前预热,预热温度20~50℃。被焊工件钢板厚度大于40mm时,施焊前应进行预热至100~150℃,预热区应在焊缝两侧,每侧宽度不应小于焊件厚度的两倍且不小于100mm。
[0054]
焊后有保温要求的ⅰ、ⅱ级焊缝,应提前准备好石棉布、棉被等;
[0055]
在加工面附近进行焊接、切割、打磨等作业时,应使用石棉布将加工面、装配面等包裹或覆盖,避免损坏。
[0056]
焊接时,焊机接地线必须靠近刀盘焊接区域。杜绝靠近主驱动,避免对主驱动电气元件造成不利影响甚至损坏;
[0057]
焊前预热处理,使用氧乙炔火焰对待焊接处预热,预热温度:100~150℃;
[0058]
焊接过程中如停止焊接作业,继续焊接前应重新测量焊缝区温度,如低于预热温度应重新进行预热,焊后使用石棉布覆盖进行保温缓慢冷却;
[0059]
焊接过程时刻注意混合气体流量,如低于要求值应及时更换气瓶。同时应注意焊接周围风速应<2m/s,否则应对工件焊接区域进行遮蔽,若气体保护不良出现氮气孔时需将气孔修磨干净后方可继续施焊。
[0060]
以上所述仅为本发明的可选实施例,并非因此限制本发明的专利范围,凡是在本发明的发明构思下,利用本发明说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。