1.本发明涉及冲压加工生产技术领域,尤其涉及一种钢轨垫板切断步进式自动送料机构及方法。
背景技术:
2.钢轨和轨枕之间轨下铁垫板是轨道结构中的重要部件之一,在轮轨动力系统中起着重要的减振作用。随着重载铁路运输的发展,轴重日益增加,在钢轨逐渐重型化的同时,对垫板的性能提出了更高要求,要求垫板的减振性能好、耐冲击、使用寿命长。钢轨垫板切断是铁垫板生产加工的第一道工序,以往钢轨垫板在冲床中切断采用人工送料,工人劳动强度大、危险性高、生产效率低。
技术实现要素:
3.本发明的目的在于提供一种钢轨垫板切断步进式自动送料机构及方法,该机构无需额外动力,利用冲床上滑块工作时上下运动触发凸轮机构,凸轮机构推动送料机体前后移动,送料机体带动卡料器,卡料器带动直条原料完成送料。本发明结构简单、操作方便、使用安全可靠、可降低工人劳动强度,大幅度提高生产效率。
4.为实现上述目的,本发明采用以下技术方案实现:
5.一种钢轨垫板切断步进式自动送料机构,包括上滑块剪刃、下剪刃、凸轮、机体、推轮、滑动支座、小弹簧、连杆、卡料器,所述凸轮铰接在支架上,所述上滑块剪刃与凸轮的一侧顶接,当上滑块剪刃下降时,上滑块剪刃从一侧推动凸轮向另一侧摆动,所述机体在凸轮的另一侧与凸轮顶接,所述机体能够在滑动支座上往复移动,所述连杆铰接在机体的底部,所述连杆中部与机体之间设置小弹簧,所述卡料器的一端与连杆铰接,所述连杆的前端设有防止卡料器向前摆动的定位挡,所述卡料器上设有条料穿接口。
6.所述上滑块剪刃包括上滑块、压轮、上剪刃,所述上剪刃安装在上滑块的底部,所述上滑块上设有压轮,所述压轮能够沿凸轮的一侧上下滚动。
7.所述机体的端部设有推轮,所述推轮在凸轮的另一侧与凸轮滚动连接。
8.所述滑动支座包括大弹簧、支座、固定轴,所述固定轴固定在支座上,所述机体沿固定轴往复滑动,所述大弹簧套接在固定轴上并设置在支座与机体之间。
9.还包括上料辊道,条料在上料辊道上并穿接在卡料器的条料穿接口中。
10.一种钢轨垫板切断步进式自动送料机构的送料方法,包括:
11.1)上滑块剪刃下压与下剪刃对接切断条料,上滑块剪刃下压同时将凸轮向另一侧推动,凸轮同时推动机体,机体带动连杆和卡料器向后移动一个步距,卡料器的条料穿接口与条料无接触,条料不动;
12.2)上滑块剪刃上移,机体在大弹簧的弹力作用下向前移动,卡料器摆动倾斜与条料卡紧,带动条料向前移动一个步距,实现自动送料。
13.与现有的技术相比,本发明的有益效果是:
14.1)本发明能够连续进行条料剪断,不影响正常生产节奏;
15.2)本发明操作调整方便,通用性强,能够适应不同型号垫板加工,大大节省工装投入;
16.3)本发明全过程可实现自动化操作,可降低工人劳动强度,大幅度提高生产效率。
附图说明
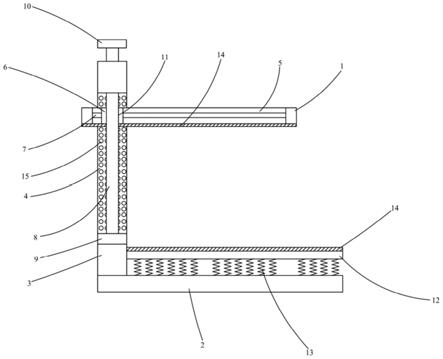
17.图1是本发明的结构示意图(切断过程工作状态)。
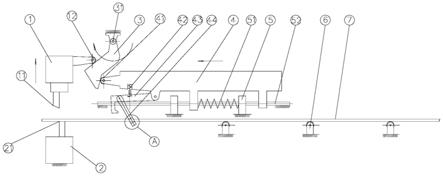
18.图2是本发明的结构示意图(送料过程工作状态)。
19.图3是图1的a点放大图。
20.图4是图2的a点放大图。
21.图中:1.上滑块、11.上剪刃、12.压轮、2.工作台、21.下剪刃、3.凸轮、31.销轴、4.机体、41.推轮、42.小弹簧、43.连杆、44.卡料器、5.支座、51.大弹簧、52.固定轴、6.上料辊道、7.条料。
具体实施方式
22.下面对本发明做详细说明,但本发明的实施范围不仅仅限于下述的实施方式。
23.一种钢轨垫板切断步进式自动送料机构,包括上滑块剪刃、下剪刃21、凸轮3、机体4、推轮41、滑动支座、小弹簧42、连杆43、卡料器44,所述凸轮3铰接在支架上,所述上滑块剪刃与凸轮3的一侧顶接,当上滑块剪刃下降时,上滑块剪刃从一侧推动凸轮3向另一侧摆动,所述机体4在凸轮3的另一侧与凸轮3顶接,所述机体4能够在滑动支座上往复移动,所述连杆43铰接在机体4的底部,所述连杆43中部与机体4之间设置小弹簧42,所述卡料器44的一端与连杆43铰接,所述连杆43的前端设有防止卡料器44向前摆动的定位挡,所述卡料器44上设有条料穿接口。
24.所述上滑块剪刃包括上滑块1、压轮12、上剪刃11,所述上剪刃11安装在上滑块1的底部,所述上滑块1上设有压轮12,所述压轮12能够沿凸轮3的一侧上下滚动。
25.所述机体4的端部设有推轮41,所述推轮41在凸轮3的另一侧与凸轮滚动连接。
26.所述滑动支座包括大弹簧51、支座5、固定轴52,所述固定轴52固定在支座5上,所述机体4沿固定轴52往复滑动,所述大弹簧51套接在固定轴52上并设置在支座5与机体4之间。
27.还包括上料辊道6,条料7在上料辊道6上并穿接在卡料器44的条料穿接口中。
28.一种钢轨垫板切断步进式自动送料机构的送料方法,包括:
29.1)上滑块剪刃下压与下剪刃21对接切断条料7,上滑块剪刃下压同时将凸轮3向另一侧推动,凸轮3同时推动机体4,机体4带动连杆43和卡料器44向后移动一个步距,卡料器44的条料穿接口与条料7无接触,条料7不动;
30.2)上滑块剪刃上移,机体4在大弹簧51的弹力作用下向前移动,卡料器44摆动倾斜与条料7卡紧,带动条料7向前移动一个步距,实现自动送料。
31.上滑块1安装有上剪刃11和压轮12,压轮12与凸轮3上部接触;工作台2上安装下剪刃21;凸轮3以销轴31为中心可以旋转;机体4下部设置连杆43与卡料器44,连杆43后部与机体4铰接,连杆43前部和卡料器44之间铰接,且连杆43端部有限制卡料器44前倾的定位挡,
连杆43中部与机体4间通过小弹簧42连接,保持平衡,机体4端部设有推轮41,推轮41与凸轮3下部接触;支座5上设有固定轴52,固定轴52上设有大弹簧51,大弹簧51在机体4和支座5之间产生压缩与变形;条料7通过上料辊道6进入卡料器44并送入上下剪刃处进行切断作业。
32.条料7通过上料辊道6输送,穿过机体4的卡料器44中,条料7与卡料器44间稍有间隙。当上滑块1带动上剪刃11进行剪断时,上剪刃1下行到与工作台2的下剪刃21重合,将条料7切断,在上剪刃1下行过程中压轮12随着向下运动,压轮12给凸轮3上部压力,凸轮3以销轴31为中心向下旋转,凸轮3下部给机体4推轮41施加后退力,推轮41带动机体4沿着固定轴52导向整体后移,机体4后移时带动连杆43和卡料器44后移,连杆43在小弹簧42作用下保持平直,连杆43带动卡料器44后移,卡料器44在连杆43前端定位挡限位作用下保持直立后退,卡料器44与条料7之间没有任何接触后退到一个步距,此时由于机体4后移且支座5固定,因此机体4与支座5间将大弹簧51压缩到极限位置,完成一个复位动作。
33.当切断完成,上滑块1抬起带动上剪刃11上行,压轮12随着上剪刃11向上运动,压轮12作用在凸轮上3的压力点逐渐上移,此时大弹簧51产生的推力通过机体4传导给推轮41,推轮41对凸轮3产生压力,当压轮12的压力点上移时,凸轮3的力平衡被打破,凸轮3以销轴31为中心向上旋转,推轮41带动机体4沿着固定轴52导向整体前进,机体4前进时带动连杆43前进,连杆43带动卡料器44前进,卡料器44在条料7摩擦力作用下向后倾斜,带动连杆43以后部铰接轴为中心逆时针轻微旋转,连杆43中部小弹簧被拉伸,卡料器44将条料7卡紧并带动条料7继续前进,直到上剪刃11停止在极限位置,压轮12停止,凸轮3停止、推轮41停止、机体4停止、连杆43和卡料器44停止,条料7停止,自动完成前进一个步距的送料动作。
34.上滑块1以此连续往复运动,带动本机构完成剪切步进式自动送料与复位。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。