1.本发明涉及对重块生产技术领域,具体的说是一种环保型高密度对重块的制备工艺。
背景技术:
2.目前市面上出现了采用废钢屑、废铁屑、粒子钢等废旧原料制成的新型对重块,此类对重块生产工艺有两种方式,其一是原料混合后一次热压成型,这种方式生产的对重块缺点是密度只有6.8kg/m3左右,而且生产过程综合工效较低,平均每件在60s左右,如公开号为:cn1192974808a公开了一种热压法制备电梯配重块的方法,公开了一次热压成型的工艺;其二是两次压制方式,第一次冷压成半成品,经过加热后第二次热压成型,这种工艺方式生产的对重块密度有所提高但也只有7.15kg/m3左右,生产过程综合工效平均每件在40~50s左右,一次冷压成型后的半成品在后续的加工过程中极易破损,产品的合格率较低,如公开号为cn111283386a公开了一种环保型电梯配重块及其制备方法,具体公开了经过一次冷压和一次热压的生产工艺,公开号为:cn107775000a公开了一种高比重对重块热压成型工艺,也公开了一次冷压和一次热压的生产工艺。采用以上两种工艺制备出的配重块的密度相对较低,质量不高。
技术实现要素:
3.为了解决上述问题,本发明公开了一种可以制备出高密度的配重块的制备工艺。
4.为了达到上述目的,本发明是通过以下技术方案来实现的:本发明是一种环保型高密度对重块的制备工艺,包括如下步骤:步骤1,上料、加热:按照配方混合好的原料由上料系统进入到第一加热系统中,原料在第一加热系统中充分均匀的加热至300~700℃;步骤2,出料、称重:加热后的原料经输送装置送进自动给料斗中,自动给料斗下部安装有计量称重装置,称取设定重量的原料,并将原料送入送料机构;步骤3,送料、一次热压:送料机构将原料送入热压下模中,热压机工作将热压上模压下,完成一次热压,且热压成型的半成品放置到半成品接料台上;步骤4、二次加热与热压:将半成品送入第二加热系统中进行二次加热,加热至温度为850~1200℃,加热后的半成品进入到闭式热模锻下模中,热模锻压力机工作将闭式热模锻上模打下,得到成品对重块,并将成品对重块推入到成品接料台上;步骤5,码垛:采用码垛机器人对成品接料台上的成品进行码垛。
5.本发明的进一步改进在于:第一加热系统与第二加热系统分别为旋转加热炉和水平通过式加热炉。
6.本发明的进一步改进在于:步骤1到步骤3由两条生产线同时生产,两条生产线对称分布。
7.本发明的进一步改进在于:每条生产线均包括旋转加热炉、输送装置、自动给料
斗、计量称重装置、导料槽、送料机构、油压机、半成品接料台和半成品输送机构,输送装置进料口处于旋转加热炉的出料口下方,输送装置出料口处于自动给料斗上方,自动给料斗可转动设置在支架上,在支架下方设置有计量称重装置,导料槽的进料口与自动给料斗对应,两个半成品输送机构相向传送。
8.本发明的进一步改进在于:在两个半成品输送机构之间垂直设置有推料台,推料台穿过水平通过式加热炉并将半成品传送至闭式热模锻下模中。
9.本发明的进一步改进在于:在推料台前侧设置有液压自动送料机构。
10.本发明的进一步改进在于:在旋转加热炉、输送装置、自动给料斗、导料槽、半成品接料台和半成品输送机构外侧均设置有保温层。
11.本发明的有益效果是:本发明采用高温热压和热模锻工艺结合的方式,其一可以使成品对重块密度大幅提升,可达到7.2~7.8kg/m3,由于密度高使得对重块吸水率和失水率大大降低,更符合电梯对重块的要求;其二使得生产效率明显提升,综合工效每件在20~35s左右,抗跌落性能超过电梯对重块标准。经过高温燃烧及闭式热模锻锻造,去除有害因素实现绿色健康产品
附图说明
12.图1是本发明的生产设备示意图。
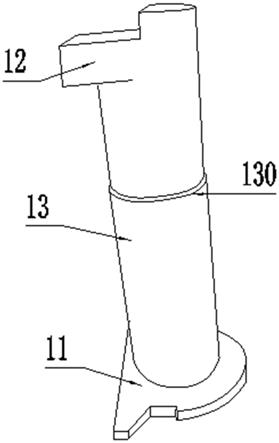
13.图2是本发明生产设备俯视图。
14.图3是图2部分放大示意图。
15.其中:1
‑
上料系统,2
‑
第一加热系统,3
‑
输送装置,4
‑
自动给料斗,5
‑
计量称重装置,6
‑
导料槽,7
‑
送料机构,8
‑
油压机,9
‑
热压上模,10
‑
热压下模,11
‑ꢀ
半成品接料台,12
‑
半成品输送机构,13
‑
液压自动送料机构,14
‑
第二加热系统, 15
‑
热模锻压力机,16
‑
闭式热模锻上模,17
‑
闭式热模锻下模,18
‑
成品接料台, 19
‑
码垛机器人。
具体实施方式
16.为了加深对本发明的理解,下面将结合实施例对本发明作进一步的详述,本实施例仅用于解释本发明,并不构成对本发明保护范围的限定。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
17.本发明是一种环保型高密度对重块的制备工艺,包括如下步骤:步骤1,上料、加热:按照配方混合好的原料由上料系统1进入到第一加热系统 2中,原料在旋转加热炉中充分均匀的加热,根据不同产品、不同配方加热温度在300~700℃范围内调整,其中第一加热系统2可采用旋转加热炉,原料为废钢屑、废铁屑、粒子钢等废旧原料;步骤2,出料、称重:加热后的原料经输送装置3送进自动给料斗4中,自动给料斗4下部安装有计量称重装置5,称取设定重量的原料,并将原料送入送料机构7;步骤3,送料、一次热压:送料机构7将原料送入热压下模10中,热压机工作将热压上模9压下,完成半成品制作,且半成品落在半成品接料台11上;步骤4、二次加热与热压:将半成品送入第二加热系统14中进行二次加热,加热至
温度为850~1200℃,加热后的半成品进入到闭式热模锻下模17中,热模锻压力机15工作将闭式热模锻上模16打下,得到成品对重块,并将成品对重块推入到成品接料台18上,其中,第二加热系统14可采用水平通过式加热炉;步骤5,码垛:采用码垛机器人19对成品接料台18上的成品进行码垛。
18.步骤1的加热到步骤3由两条生产线同时生产,两条生产线对称分布,由上料系统1同时对两条生产线进行上料。每条生产线均包括旋转加热炉、输送装置3、自动给料斗4、计量称重装置5、导料槽6、送料机构7、油压机8、半成品接料台11和半成品输送机构12,输送装置3进料口处于旋转加热炉的出料口下方,输送装置3出料口处于自动给料斗4上方,自动给料斗4可转动设置在支架上,在支架下方设置有计量称重装置5,导料槽6的进料口与自动给料斗4 对应,两个半成品输送机构12相向传送,且在两个半成品输送机构12之间垂直设置有推料台。在推料台前侧设置有液压自动送料机构13,推料台穿过水平通过式加热炉并将半成品传送至闭式热模锻下模17中。在旋转加热炉、输送装置 3、自动给料斗4、导料槽6、半成品接料台11和半成品输送机构12外侧均设置有保温层,在半成品接料台11和半成品输送机构12上设置有保温罩,保温层设置在保温罩外侧。经过加热后的物料从旋转加热炉的出料口排出,并进入到输送装置3的进料口中,经过输送装置3输送至自动给料斗4中,固定自动给料斗4 的支架的下方设置的计量称重装置5对其进行称重,重量达到设定值后自动给料斗4的驱动机构带动其转动,原料由导料槽6进入到送料机构7,并由送料机构 7送入到18000kn~40000kn油压机8的热压下模10中,热压上模9下压,得到半成品,油压机8内的推出机构将半成品推送到半成品接料台11上,通过新的半成品的推入将最前端的半成品挤到半成品输送机构12上,两个半成品输送机构12相向输送半成品,在两个半成品输送机构12之间设置有推料台,在推料台上设置有数个辊轮,且在输送的过程中两个半成品输送机构12上的半成品交替输送至推料台上,由液压自动送料机构13推送到水平通过式加热炉中进行加热,推料台的端部与25000kn~80000kn热模锻压力机15的闭式热模锻下模17 连接,加热后的半成品进入到闭式热模锻下模17中,闭式热模锻上模16下压完成二次热压。在此生产过程中实现了无人化生产,有效降低了人工成本,提高了生产的安全性。
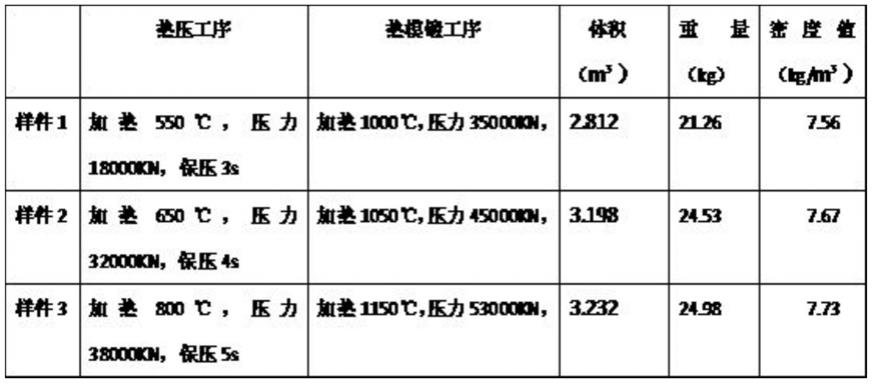
19.通过采用高温热压和热模锻工艺结合,生产出的配重块的密度可达到 7.2~7.8kg/m3,比现有工艺生产出的配重块的密度高,相关试验数据如下:表1:
其中,样件1、样件2和样件3原料配方相同。
20.上面结合附图对本发明的实施方式作了详细说明,但是本发明并不限于上述实施方式,在本领域普通技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前提下做出各种变化。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。