1.本发明涉及钢轴部件,更详细而言,涉及以曲轴和凸轮轴为代表的具备1个或多个轴部的钢轴部件。
背景技术:
2.以曲轴为代表的钢轴部件具备1个或多个轴部。钢轴部件为曲轴时,曲柄销和曲轴轴颈相当于轴部。这种钢轴部件被用作产业用机械、建设用机械和以汽车为代表的运输用机械的机械部件。
3.钢轴部件通过以下的工序来制造。对作为钢轴部件的坯料的钢材进行热锻而制造中间品。根据需要对所制造的中间品实施调质处理。通过对热锻状态的非调质的中间品或调质处理后的中间品进行切削、穿孔等而机械加工成部件形状。对于经机械加工的中间品,实施高频淬火等表面硬化热处理。在表面硬化热处理后,对中间品实施基于磨削的精加工,从而制造钢轴部件。
4.对用于上述用途的钢轴部件要求优异的疲劳强度。例如,日本特开2013
‑
7098号公报(专利文献1)、日本特开2010
‑
270346号公报(专利文献2)和日本特开2004
‑
137237号公报(专利文献3)中提出了提高在热锻后要实施高频淬火的机械部件的疲劳强度的技术。
5.专利文献1中提出了在热锻后要进行高频淬火的机械部件用途的钢材。专利文献1中公开的热锻用钢以质量%计含有c:超过0.30%且小于0.60%、si:0.10~0.90%、mn:0.50~2.0%、p:0.080%以下、s:0.010~0.10%、al:超过0.005%且为0.10%以下、cr:0.01~1.0%、ti:0.001%以上且小于0.040%、ca:0.0003~0.0040%、te:0.0003%以上且小于0.0040%、n:0.0030~0.020%、o:0.0050%以下,余量为fe和杂质,所述热锻用钢满足ca/te>1.00,且硫化物系夹杂物的圆当量直径为20μm以下。
6.专利文献2中提出了一种弯曲疲劳强度优异的钢材,其为在热锻后要进行高频淬火的机械部件用途的钢材。专利文献2中公开的热锻用非调质钢具有如下组成:以质量%计含有c:0.25~0.50%、si:0.05~1.00%、mn:0.60~1.80%、p≤0.030%、s≤0.060%、cr:0.50%以下、mo:0.03%以下、v:0.050~0.250%、ti:0.005~0.020%、al:0.050%以下、n:0.008~0.015%,满足式(1),且余量为fe和不可避免的杂质,在热锻后的粗材的显微组织中,铁素体体积分数(f%)和铁素体平均粒径(μm)与钢中的v含量(%)满足式(2)。此处,式(1)为3.10≤2.7
×
mn 4.6
×
cr v≤5.60,式(2)为0.04≤铁素体体积分数(f%)
×
v/铁素体平均粒径(μm)≤0.18。
7.专利文献3中提出了一种疲劳强度优异的钢材,其为在热锻后要进行高频淬火的机械部件用途的钢材。专利文献3中公开的高强度高加工性高频淬火用钢以质量%计含有c:0.5~0.7%、si:0.5~1.0%、mn:0.5~1.0%、cr:0.4%以下、s:0.035%以下、v:0.01~0.15%、al:超过0.015%且小于0.050%、n:超过0.010%且小于0.025%,余量为fe和不可避免的杂质,在锻造后对部件的一部分进行高频淬火来使用。
8.现有技术文献
9.专利文献
10.专利文献1:日本特开2013
‑
7098号公报
11.专利文献2:日本特开2010
‑
270346号公报
12.专利文献3:日本特开2004
‑
137237号公报
技术实现要素:
13.发明要解决的问题
14.如上述专利文献1~3那样,以往通过对成为钢轴部件坯料的钢材的化学组成和组织进行调整来实现作为热锻和高频淬火后的最终制品的钢轴部件的疲劳强度的提高。然而,即便在使用上述钢材的情况下,作为最终制品的钢轴部件有时也无法充分获得高疲劳强度。
15.本技术的目的是提供具有优异疲劳强度的钢轴部件。
16.用于解决问题的方案
17.本技术的钢轴部件具备1个或多个轴部,
18.前述轴部的与轴向垂直的截面为圆形形状,且表层具有维氏硬度为620hv以上的硬化层,
19.前述钢轴部件的化学组成以质量%计为
20.c:0.40~0.60%、
21.si:0.05~1.00%、
22.mn:1.00~2.00%、
23.p:0.030%以下、
24.s:0.005~0.100%、
25.cr:0.10~0.50%、
26.v:0.10~0.30%、
27.al:0.005~0.050%、
28.n:0.0050~0.0200%、
29.ti:0~0.050%、以及
30.余量:fe和杂质,
31.前述轴部的表面的维氏硬度hs为620hv以上,
32.在前述轴部的与轴向垂直的截面中,与前述轴部的半径r的中心位置相当的r/2位置处的维氏硬度hb满足式(1),
33.前述r/2位置处的显微组织包含铁素体和珠光体,
34.维氏硬度为620hv以上的前述硬化层的深度hr(mm)满足式(2),
35.在前述轴部的与轴向垂直的截面的前述硬化层内,含有v且圆当量直径超过100nm的含v析出物为10个/276μm2以下。
36.hs/2.3≤hb≤350
ꢀꢀꢀ
(1)
37.0.05≤hr/r≤0.40
ꢀꢀꢀ
(2)
38.此处,式(2)的r为前述轴部的半径(mm)。
39.发明的效果
40.本技术的钢轴部件具有优异的疲劳强度。
附图说明
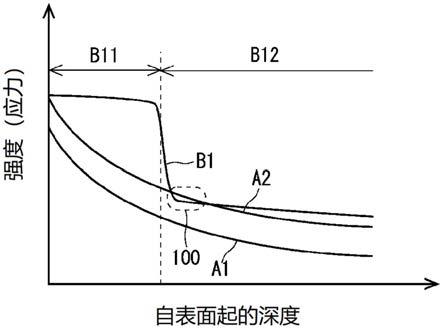
41.图1是表示钢轴部件的自表面起的深度方向(径向)上的强度分布与使用时施加于钢轴部件的应力分布的关系的示意图。
42.图2是表示本实施方式的钢轴部件的一例的曲轴的主要部分的图。
43.图3是与图2中的轴部相当的曲柄销的截面图。
44.图4是实施例的旋转弯曲疲劳试验用供试材料的侧面图。
具体实施方式
45.本发明人等针对钢轴部件的疲劳强度、更具体而言针对旋转弯曲疲劳强度进行了调查和研究。以往,如专利文献1~3中记载那样,针对要实施热锻和高频淬火的钢轴部件,通过对成为钢轴部件坯料的钢材的化学组成和组织进行调整来实现钢轴部件的疲劳强度的提高。然而,作为最终制品的钢轴部件有时无法充分获得疲劳强度。因而,本发明人等着眼于作为最终制品的钢轴部件,对钢轴部件的疲劳强度进行了调查。
46.如上所述,以往认为:通过高频淬火而在钢轴部件的表层形成硬化层时,硬化层的硬度越高,则钢轴部件的疲劳强度变得越高。其理由如下所示。以往认为:疲劳强度降低的主要原因是在钢轴部件的表面产生的裂纹。因而,以往认为:通过尽可能提高硬化层的硬度,能够抑制表面处的裂纹的产生,提高疲劳强度。
47.然而,本发明人等经调查发现:在提高硬化层的硬度的情况下,有时不是在钢轴部件的表面产生裂纹,而是钢轴部件的内部、更具体而言是在钢轴部件的硬化层附近的芯部(母材部分)产生裂纹,从而疲劳强度降低。
48.因而,本发明人等针对钢轴部件的径向的强度分布与使用钢轴部件时对钢轴部件的径向的各位置施加的应力分布的关系进行了调查。在钢轴部件中,在与钢轴部件的长度方向(轴向)垂直的方向(钢轴部件的径向)上施加有载荷时,会对钢轴部件带来弯曲疲劳。因而,本发明人等调查了在钢轴部件的径向上施加有载荷时的钢轴部件的应力集中区域中的施加于径向的应力分布。
49.图1是表示钢轴部件的自表面起的深度方向(径向)上的强度分布与使用时施加于钢轴部件的应力分布的关系的示意图。图1的实线a1和a2是在使用时施加的应力分布。图1的实线b1是钢轴部件的径向的强度分布。
50.参考图1,对使用中的钢轴部件施加的应力分布(a1和a2)在表面处最高,随着向深度方向(径向)深入而连续降低。另一方面,钢轴部件的径向的强度分布(b1)在硬化层区域b11处高,在比硬化层靠近内部的芯部区域b12处变低,且从硬化层区域b11进入芯部区域b12时,强度是非连续地急剧降低。这是因为硬化层区域为马氏体组织,而芯部区域为铁素体和珠光体组织。
51.如上所述,在使用时施加于钢轴部件的应力分布是连续的,与此相对,钢轴部件的硬度分布是不连续的。其结果,可以认为使用时施加于钢轴部件的应力分布从a1上升至a2时,会如图1的区域100所示那样,在硬化层区域b11附近的芯部区域b12中,应力分布a2超过芯部区域b12的强度,在内部产生裂纹。
52.考虑到上述情况,本发明人等认为:如果在提高硬化层的硬度的同时,缩小硬化层的硬度与芯部的硬度之差,则能够进一步提高疲劳强度。因而,本发明人等针对硬化层的硬度与芯部的硬度的关系进行了进一步研究。其结果发现:如果将钢轴部件的化学组成设为以质量%计为c:0.40~0.60%、si:0.05~1.00%、mn:1.00~2.00%、p:0.030%以下、s:0.005~0.100%、cr:0.10~0.50%、v:0.10~0.30%、al:0.005~0.050%、n:0.0050~0.0200%、ti:0~0.050%、以及余量:fe和杂质的化学组成,将轴部的表面(换言之硬化层)的维氏硬度hs设为620hv以上,进而假设钢轴部件的轴部的半径r的中心位置(以下称为r/2位置)处的维氏硬度hb相当于芯部硬度时,以r/2位置处的维氏硬度hb满足式(1)的方式进行调整,则在钢轴部件中有可能获得优异的疲劳强度。
53.hs/2.3≤hb≤350
ꢀꢀꢀ
(1)
54.满足式(1)时,在具有上述化学组成的钢轴部件中,硬化层的硬度与芯部的硬度之差充分变小。因此,能够抑制由内部裂纹引起的疲劳强度的降低。
55.本发明人等进一步针对硬化层的深度与疲劳强度的关系进行了调查。其结果发现:如果硬化层过深,则疲劳强度反而会降低。作为其理由,可以考虑如下情况。硬化层为适当深度时,在钢轴部件的表层中,在轴向上会承载压缩的残留应力。此时可以认为:因压缩的残留应力而使钢轴部件的表面处的裂纹产生受到抑制。另一方面,硬化层变得过深时,在钢轴部件的表层中,压缩的残留应力变低或承载拉伸的残留应力。其结果可以认为:在钢轴部件的表面处容易产生裂纹,疲劳强度降低。
56.因而,本发明人等调查了以维氏硬度计达到620hv以上的硬化层深度hr与钢轴部件的轴部的半径r之比(hr/r)的合适范围。其结果可知:在具有上述化学组成且满足式(1)的钢轴部件中,如果进一步满足式(2),则能够获得优异的疲劳强度。
57.0.05≤hr/r≤0.40
ꢀꢀꢀ
(2)
58.此处,式(2)的r为轴部的半径(mm)。
59.然而,即便是上述化学组成的钢轴部件且满足式(1)和式(2),也会产生疲劳强度低的情况。因而,本发明人等进一步调查了疲劳强度降低的原因。其结果,本发明人等获得了如下见解。在具有上述化学组成的钢轴部件的情况下,硬化层中存在多个含有v的析出物(以下也称为含v析出物)。此处,含v析出物是指v含量以质量%计为10%以上的析出物。含v析出物例如为v碳化物、v氮化物、v碳氮化物等。含v析出物通过析出强化而提高硬化层的硬度。然而,在硬化层中存在多个圆当量直径超过100nm的含v析出物(以下也称为粗大含v析出物)时,在钢轴部件的径向上承载的载荷会导致容易以粗大含v析出物作为起点产生裂纹。因此,疲劳强度会降低。如果是上述化学组成的钢轴部件,满足式(1)和式(2),进而硬化层内的粗大含v析出物为10个/276μm2以下,则能够得到优异的疲劳强度。
60.基于上述见解而完成的本实施方式的钢轴部件具有以下的构成。
61.[1]一种钢轴部件,其具备1个或多个轴部,
[0062]
前述轴部的与轴向垂直的截面为圆形形状,且表层具有维氏硬度为620hv以上的硬化层,
[0063]
前述钢轴部件的化学组成以质量%计为
[0064]
c:0.40~0.60%、
[0065]
si:0.05~1.00%、
[0066]
mn:1.00~2.00%、
[0067]
p:0.030%以下、
[0068]
s:0.005~0.100%、
[0069]
cr:0.10~0.50%、
[0070]
v:0.10~0.30%、
[0071]
al:0.005~0.050%、
[0072]
n:0.0050~0.0200%、
[0073]
ti:0~0.050%、以及
[0074]
余量:fe和杂质,
[0075]
前述轴部的表面的维氏硬度hs为620hv以上,
[0076]
在前述轴部的与轴向垂直的截面中,与前述轴部的半径r的中心位置相当的r/2位置处的维氏硬度hb满足式(1),
[0077]
前述r/2位置处的显微组织包含铁素体和珠光体,
[0078]
维氏硬度为620hv以上的前述硬化层的深度hr(mm)满足式(2),
[0079]
在前述轴部的与轴向垂直的截面的前述硬化层内,含有v且圆当量直径超过100nm的含v析出物为10个/276μm2以下。
[0080]
hs/2.3≤hb≤350
ꢀꢀꢀ
(1)
[0081]
0.05≤hr/r≤0.40
ꢀꢀꢀ
(2)
[0082]
此处,式(2)的r为前述轴部的半径(mm)。
[0083]
[2]根据[1]所述的钢轴部件,其中,
[0084]
前述化学组成以质量%计含有ti:0.005~0.050%。
[0085]
[3]根据[1]或[2]所述的钢轴部件,其中,
[0086]
前述钢轴部件为曲轴或凸轮轴。
[0087]
以下,针对本实施方式的钢轴部件进行详述。
[0088]
[钢轴部件的构成]
[0089]
本实施方式的钢轴部件具备1个或多个轴部。轴部中,与钢轴部件的长度方向(轴向)垂直的截面为圆形形状,且在表层具有硬化层。本说明书中,“硬化层”是指维氏硬度为620hv以上的区域。硬化层如后所述,通过实施高频淬火而形成于钢轴部件的表层。
[0090]
图2是表示作为本实施方式的钢轴部件的一例的曲轴1的主要部分的图。曲轴1具备相当于轴部的曲柄销2和曲轴轴颈3。图2所示的曲轴1还具备曲柄臂4和配重6。曲柄臂4配置在曲柄销2与曲轴轴颈3之间,连接曲柄销2与曲轴轴颈3。配重6与曲柄臂4相连。曲柄销2在与曲柄臂4的连接部分包含圆角部5。同样地,曲轴轴颈3在与曲柄臂4的连接部分包含圆角部5。需要说明的是,也可以没有圆角部5。
[0091]
图2中,作为钢轴部件的一例而示出曲轴的构成。然而,钢轴部件不限定于曲轴。钢轴部件例如可以为凸轮轴。钢轴部件可以具备1个轴部,也可以如图2所示的曲轴1那样具备多个轴部(曲柄销2和曲轴轴颈3)。
[0092]
图3是图2中的曲柄销2的包括中心轴在内的面处的截面图。参照图3,在相当于轴部的曲柄销2的表层形成有硬化层20。如上所述,硬化层20的维氏硬度为620hv以上。换言之,在硬化层20中,维氏硬度的最低值为620hv。在本说明书中,将相当于轴部的曲柄销2之
中比硬化层20更内部的部分(换言之,维氏硬度小于620hv的部分)称为芯部21。
[0093]
[化学组成]
[0094]
本实施方式的钢轴部件的化学组成含有如下元素。需要说明的是,本说明书中,与元素相关的%只要没有特别记载就是指质量%。
[0095]
c:0.40~0.60%
[0096]
碳(c)会提高钢轴部件的轴部的芯部和硬化层的硬度,提高钢轴部件的疲劳强度。如果c含量小于0.40%,则即便其它元素含量在本实施方式的范围内,也无法充分获得上述效果。另一方面,如果c含量超过0.60%,则即便其它元素含量在本实施方式的范围内,有时钢轴部件的硬度也会过高,钢轴部件的疲劳强度反而降低。进而,成为钢轴部件坯料的钢材的切削性降低。因此,c含量为0.40~0.60%。c含量的下限优选为0.43%,进一步优选为0.44%,进一步优选为0.45%,进一步优选为0.46%。c含量的上限优选为0.59%,进一步优选为0.56%,进一步优选为0.54%,进一步优选为0.52%,进一步优选为0.50%。
[0097]
si:0.05~1.00%
[0098]
硅(si)会固溶于铁素体而强化铁素体。因此,钢轴部件的芯部的硬度提高。如果si含量小于0.05%,则即便其它元素含量在本实施方式的范围内,也无法充分获得上述效果。另一方面,如果si含量超过1.00%,则即便其它元素含量在本实施方式的范围内,在热锻时钢材也会脱碳。此时,在热锻后的钢材(中间品)中,切削加工损耗变大。因此,si含量为0.05~1.00%。si含量的下限优选为0.10%,进一步优选为0.20%,进一步优选为0.30%,进一步优选为0.35%。si含量的上限优选为0.90%,进一步优选为0.80%,进一步优选为0.75%,进一步优选为0.70%。
[0099]
mn:1.00~2.00%
[0100]
锰(mn)会提高钢轴部件的硬度。如果mn含量小于1.00%,则即便其它元素含量在本实施方式的范围内,也无法充分获得上述效果。另一方面,如果mn含量超过2.00%,则即便其它元素含量在本实施方式的范围内,显微组织也容易生成贝氏体。此时,钢材的切削性降低。因此,mn含量为1.00~2.00%。mn含量的下限优选为1.05%,进一步优选为1.10%,进一步优选为1.12%,进一步优选为1.15%。mn含量的上限优选为1.90%,进一步优选为1.80%,进一步优选为1.70%,进一步优选为1.60%。
[0101]
p:0.030%以下
[0102]
磷(p)是不可避免地含有的杂质。换言之,p含量超过0%。p会向晶界偏析,降低钢轴部件的疲劳强度。因此,p含量为0.030%以下。p含量的上限优选为0.025%,进一步优选为0.020%,进一步优选为0.018%。p含量优选尽可能低。但是,p含量的极端降低会大幅提高制造成本。因此,考虑到工业生产时,p含量的下限优选为0.001%,进一步优选为0.002%,进一步优选为0.003%。
[0103]
s:0.005~0.100%
[0104]
硫(s)会生成mns等硫化物,提高钢材的切削性。如果s含量小于0.005%,则即便其它元素含量在本实施方式的范围内,也无法充分获得上述效果。另一方面,如果s含量超过0.100%,则即便其它元素含量在本实施方式的范围内,钢材的热加工性也会降低。因此,s含量为0.005~0.100%。s含量的下限优选为0.008%,进一步优选为0.010%,进一步优选为0.012%,进一步优选为0.014%。s含量的上限优选为0.090%,进一步优选为0.080%,进
一步优选为0.075%,进一步优选为0.070%。
[0105]
cr:0.10~0.50%
[0106]
铬(cr)会提高钢轴部件的硬度。如果cr含量小于0.10%,则即便其它元素含量在本实施方式的范围内,也无法充分获得上述效果。另一方面,如果cr含量超过0.50%,则即便其它元素含量在本实施方式的范围内,显微组织也会生成贝氏体,钢材的切削性降低。因此,cr含量为0.10~0.50%。cr含量的下限优选为0.11%,进一步优选为0.12%,进一步优选为0.13%。cr含量的上限优选为0.40%,进一步优选为0.35%,进一步优选为0.30%,进一步优选为0.29%,进一步优选为0.28%,进一步优选为0.25%,进一步优选为0.20%。
[0107]
v:0.10~0.30%
[0108]
钒(v)会生成微细的碳化物,提高钢轴部件的芯部的硬度。其结果,钢轴部件的疲劳强度提高。如果v含量小于0.10%,则即便其它元素含量在本实施方式的范围内,也无法充分获得上述效果。另一方面,如果v含量超过0.30%,则即便其它元素含量在本实施方式的范围内,也会生成粗大的v碳氮化物,钢轴部件的疲劳强度降低。因此,v含量为0.10~0.30%。v含量的下限优选为0.11%,进一步优选为0.12%,进一步优选为0.13%。v含量的上限优选为0.25%,进一步优选为0.20%,进一步优选为0.18%,进一步优选为0.15%。
[0109]
al:0.005~0.050%
[0110]
铝(al)会使钢脱氧。al还会生成氮化物,抑制晶粒的粗大化。因此,钢轴部件的硬度和韧性的显著降低受到抑制。如果al含量小于0.005%,则即便其它元素含量在本实施方式的范围内,也无法充分获得上述效果。另一方面,如果al含量过高,则即便其它元素含量在本实施方式的范围内,也会过量生成al2o3系夹杂物。al2o3系夹杂物会使钢材的切削性降低。因此,al含量为0.005~0.050%。al含量的下限优选为0.007%,进一步优选为0.010%,进一步优选为0.012%。al含量的上限优选为0.045%,进一步优选为0.042%,进一步优选为0.040%,进一步优选为0.039%。此处提及的al含量是指酸可溶al(sol.al)的含量(质量%)。
[0111]
n:0.0050~0.0200%
[0112]
氮(n)会生成氮化物、碳氮化物。氮化物、碳氮化物会抑制晶粒的粗大化。由此,抑制钢材的硬度降低,钢轴部件的疲劳强度提高。如果n含量小于0.0050%,则即便其它元素含量在本实施方式的范围内,也无法充分获得上述效果。另一方面,如果n含量超过0.0200%,则即便其它元素含量在本实施方式的范围内,钢材中也容易产生空孔等缺陷。因此,n含量为0.0050~0.0200%。n含量的下限优选为0.0060%,进一步优选为0.0070%,进一步优选为0.0080%。n含量的上限优选为0.0180%,进一步优选为0.0170%,进一步优选为0.0160%,进一步优选为0.0150%。
[0113]
本实施方式的钢轴部件的化学组成的余量为fe和杂质。此处提及的杂质是指:从作为构成钢轴部件的钢材的原料而利用的矿石、废料或制造过程的环境等中混入的元素。
[0114]
本实施方式的钢轴部件的化学组成可以进一步含有ti来代替一部分fe。
[0115]
ti:0~0.050%
[0116]
钛(ti)为任选元素,可以不含有。换言之,ti含量可以为0%。在含有的情况下,换言之,在ti含量超过0%的情况下,ti会生成碳化物等,抑制热锻时的晶粒粗大化。ti即便少但只要含有,就能够获得某种程度的上述效果。然而,如果ti含量超过0.050%,则即便其它
元素含量在本实施方式的范围内,也会生成粗大的ti氮化物,钢轴部件的疲劳强度降低。因此,ti含量为0~0.050%。ti含量的下限优选为0.001%,进一步优选为0.003%,进一步优选为0.005%,进一步优选为0.008%,进一步优选为0.010%,进一步优选为0.011%。ti含量的上限优选为0.040%,进一步优选为0.035%,进一步优选为0.030%,进一步优选为0.025%。
[0117]
[钢轴部件的显微组织]
[0118]
在钢轴部件中,芯部的显微组织包含铁素体和珠光体。本实施方式中,轴部的r/2位置相当于芯部。此处,如图3所示那样,r/2位置是指轴部的与轴向垂直的截面(横截面)中的半径r的中心位置,是指将轴部的横截面的表面与中心c连结而成的线段的中心位置。本实施方式中,钢轴部件的芯部的显微组织用轴部的r/2位置的显微组织进行定义。本实施方式的轴部的r/2位置处的显微组织包含铁素体和珠光体。
[0119]
更具体而言,轴部的r/2位置处的显微组织(除了析出物和夹杂物之外的基体)包含铁素体和珠光体,实质上不存在其它相(贝氏体、马氏体)。需要说明的是,“铁素体和珠光体”的铁素体是指先共析铁素体。本说明书中,显微组织包含铁素体和珠光体是指:在轴部的r/2位置处的显微组织中,铁素体和珠光体的总面积率为95.0%以上。
[0120]
钢轴部件的显微组织利用下述方法进行观察。从钢轴部件的轴部的r/2位置(参照图3)采取显微组织观察用样品。样品的大小没有特别限定,只要在观察面中能够确保后述视野尺寸即可。在所采取的样品的表面之中,将相当于轴部的与轴向垂直的截面的表面作为观察面。对观察面进行镜面研磨后,将观察面用3%硝酸乙醇(nital腐蚀液)进行蚀刻。针对被蚀刻的观察面之中的任意5个视野,利用500倍的光学显微镜进行观察,生成照片图像。各视野的尺寸设为200μm
×
200μm。各视野中,对于铁素体、珠光体、贝氏体等各相而言,每个相的对比度不同。因此,根据对比度来确定各相。在各视野中确定铁素体和珠光体。求出全部视野的铁素体的总面积(μm2),求出全部视野的珠光体的总面积(μm2)。根据全部视野的铁素体的总面积与全部视野的珠光体的总面积的总和、以及全部视野的总面积,求出铁素体与珠光体的总面积率(%)。铁素体与珠光体的总面积率为95.0%以上时,判断显微组织包含铁素体和珠光体。
[0121]
[关于轴部的条件a~条件d]
[0122]
本实施方式的钢轴部件进而在轴部中满足全部条件a~条件d。
[0123]
条件a:轴部的表面的维氏硬度hs为620hv以上。
[0124]
条件b:在轴部的与轴向垂直的截面中,与轴部的半径r的中心位置相当的r/2位置处的维氏硬度hb满足式(1)。
[0125]
hs/2.3≤hb≤350
ꢀꢀꢀ
(1)
[0126]
条件c:维氏硬度为620hv以上的硬化层的深度hr满足式(2)。
[0127]
0.05≤hr/r≤0.40
ꢀꢀꢀ
(2)
[0128]
条件d:在轴部的与轴向垂直的截面的硬化层内,粗大含v析出物为10个/276μm2以下。此处,粗大含v析出物是指:v含量以质量%计为10%以上的析出物,且圆当量直径超过100nm的析出物。
[0129]
以下,针对条件a~条件d进行说明。
[0130]
[关于条件a]
[0131]
钢轴部件的轴部的表面(换言之,硬化层的表面)的维氏硬度hs为620hv以上。此处,轴部表面的维氏硬度hs利用下述方法进行测定。
[0132]
对于钢轴部件的轴部的硬化层的表面的任意3点,按照jis z 2244(2009)实施维氏硬度试验。试验力设为1.96n。将所得维氏硬度的算术平均值定义为轴部表面的维氏硬度hs(hv)。
[0133]
如果轴部表面的维氏硬度hs小于620hv,则在使用钢轴部件时,会因施加于钢轴部件的应力而容易从轴部表面产生裂纹。此时,钢轴部件得不到充分的疲劳强度。因此,轴部表面的维氏硬度hs为620hv以上。
[0134]
[关于条件b]
[0135]
钢轴部件中,轴部的r/2位置处的维氏硬度hb还满足式(1)。
[0136]
hs/2.3≤hb≤350
ꢀꢀꢀ
(1)
[0137]
此处,向式(1)中的“hs”代入轴部表面的维氏硬度hs的数值。
[0138]
轴部的r/2位置处的维氏硬度hb相当于芯部的维氏硬度。如果芯部的维氏硬度hb相对于轴部表面的维氏硬度hs而言过低,则芯部的硬度与硬化层的硬度之差变得过大。此时,即便轴部表面的维氏硬度hs足够高,也会如上述那样,容易在硬化层附近部分的芯部产生裂纹,钢轴部件的疲劳强度降低。如果r/2位置处的维氏硬度hb为hs/2.3以上,则芯部的硬度与硬化层的硬度之差充分小。因此,能够抑制在硬化层附近部分的芯部产生裂纹,能够提高钢轴部件的疲劳强度。
[0139]
需要说明的是,r/2位置处的维氏硬度hb的上限设为350hv。r/2位置处的维氏硬度hb超过350hv时,钢材的切削性会降低,生产率显著降低。进而,r/2位置处的维氏硬度hb超过350hv时,高频淬火过度地实施,被过度地淬火。因此,容易在钢轴部件的表层产生拉伸残留应力。此时,钢轴部件的疲劳强度降低。因此,r/2位置处的维氏硬度hb的上限为350hv。r/2位置处的维氏硬度hb的下限优选为hs/2.23,进一步优选为hs/2.2,进一步优选为hs/2.1。r/2位置处的维氏硬度hb的上限优选为345hv,进一步优选为343hv,进一步优选为340hv。
[0140]
r/2位置处的维氏硬度hb利用下述方法进行测定。在钢轴部件的轴部的与轴向垂直的截面中,对于轴部的r/2位置的任意3点,按照jis z 2244(2009)来实施维氏硬度试验。试验力设为98n。将所得维氏硬度的算术平均值定义为r/2位置处的维氏硬度hb(hv)。
[0141]
[关于条件c]
[0142]
钢轴部件中,维氏硬度为620hv以上的硬化层的深度hr(mm)还满足式(2)。
[0143]
0.05≤hr/r≤0.40
ꢀꢀꢀ
(2)
[0144]
此处,向式(2)中的r代入轴部的半径(mm)。
[0145]
如上所述,本说明书中,将轴部的表层之中的维氏硬度为620hv以上的区域定义为硬化层。硬化层深度hr利用下述方法进行测定。
[0146]
在轴部的与轴向垂直的截面中,从表面起沿着深度方向(径向)以0.1mm的间距测定维氏硬度。关于维氏硬度,按照jis z 2244(2009)来实施维氏硬度试验。试验力设为1.96n。根据所得维氏硬度,对深度方向(径向)的维氏硬度分布进行标绘。在所得维氏硬度分布中,将维氏硬度达到620hv以上的深度定义为硬化层深度。在轴部的与轴向垂直的截面中,由表面的任意3个部位求出上述深度方向的维氏硬度分布,将各位置(3个部位)的硬化层深度的算术平均值定义为硬化层深度hr(mm)。求出所得硬化层深度hr相对于轴部的半径
r(mm)之比(=hr/r)。
[0147]
如果hr/r小于0.05,则钢轴部件的轴部的硬化层深度不充分。此时,钢轴部件的疲劳强度降低。另一方面,如果hr/r超过0.40,则过深地形成硬化层。此时,容易在钢轴部件的表面产生拉伸残留应力,其结果,钢轴部件的疲劳强度降低。如果hr/r满足式(2),则以满足条件a、条件b和条件d为前提,芯部硬度与硬化层硬度的平衡满足适当的关系,其结果,钢轴部件的疲劳强度提高。hr/r的下限优选为0.08,进一步优选为0.10,进一步优选为0.15。hr/r的上限优选为0.38,进一步优选为0.35,进一步优选为0.32。
[0148]
[关于条件d]
[0149]
钢轴部件中,进一步地,在轴部的与轴向垂直的截面的硬化层内,粗大含v析出物为10个/276μm2以下。此处,含v析出物是指析出物中的v含量以质量%计为10%以上的析出物。此外,粗大含v析出物是指:含v析出物之中且圆当量直径超过100nm的含v析出物。
[0150]
即便具有上述化学组成的钢轴部件满足条件a~条件c,只要硬化层内的粗大含v析出物的个数密度超过10个/276μm2,则在硬化层内,对于径向的载荷而言成为裂纹起点的粗大含v析出物就会过多。此时,钢轴部件的疲劳强度降低。另一方面,如果硬化层内的粗大含v析出物的个数密度为10个/276μm2以下,则硬化层内的粗大含v析出物足够少。因此,在钢轴部件中能够得到优异的疲劳强度。硬化层内的粗大含v析出物的个数密度优选为9个/276μm2以下,进一步优选为8个/276μm2以下。
[0151]
硬化层内的粗大含v析出物的个数密度利用下述方法进行测定。将钢轴部件的轴部沿着与钢轴部件的长度方向(轴向)垂直的方向切断。在轴部的截面之中,根据上述条件c中记载的硬化层深度的测定方法确定轴部截面的硬化层。从确定的硬化层的距表面大致1/2深度的位置(换言之,轴部截面的硬化层的深度方向的中央位置)采取样品。将样品表面之中相当于与钢轴部件的长度方向(轴向)垂直的截面的表面作为观察面。使用透射型电子显微镜(tem),以30000倍的倍率,对观察面内的任意10个视野(每1视野的面积为27.6μm2)进行观察。需要说明的是,样品(薄膜样品)的厚度设为约50nm。
[0152]
对于各视野(称为观察面)中的析出物和夹杂物,使用能量色散型x射线分光法(edx),对各析出物和夹杂物中含有的元素的含量进行定量分析,确定含v析出物。具体而言,将视野中的析出物和夹杂物之中的v含量以质量%计为10%以上的物质确定为“含v析出物”。
[0153]
求出所确定的各含v析出物的圆当量直径。此处,圆当量直径是指将含v析出物的面积换算成圆时的直径(nm)。将全部视野中的含v析出物之中的圆当量直径超过100nm的含v析出物定义为“粗大含v析出物”。求出全部视野中的粗大含v析出物的总个数。根据所求出的粗大含v析出物的总个数,求出粗大含v析出物的个数密度(个/276μm2)。
[0154]
如上所述,本实施方式的钢轴部件通过具有上述化学组成、轴部的芯部的显微组织包含铁素体和珠光体、且满足全部条件a~条件d,从而还能够抑制以往未知的硬化层附近的芯部区域的裂纹的产生,能够获得优异的疲劳强度。
[0155]
[钢轴部件的制造方法]
[0156]
说明上述钢轴部件的制造方法的一例。需要说明的是,以下说明的制造方法为一例,本实施方式的钢轴部件的制造方法不限定于此。换言之,只要能够制造具有上述构成的本实施方式的钢轴部件,则不限定于以下说明的制造方法。其中,以下说明的制造方法是适
于制造本实施方式的钢轴部件的制造方法。
[0157]
本实施方式的钢轴部件的制造方法中,首先,准备具有上述化学组成的钢轴部件用钢材。钢轴部件用钢材可以使用由第三方制造的钢材。钢轴部件用钢材也可以由钢轴部件的制造者来制造。
[0158]
钢轴部件用钢材可利用例如下述方法来制造。利用公知的方法来制造具有上述化学组成的钢水。使用钢水来制造坯料(板坯或铸锭)。具体而言,使用钢水并通过连续铸造法来制造板坯。或者,可以使用钢水并通过铸锭法来制造铸锭。
[0159]
对所制造的坯料进行热加工,制造钢轴部件用钢材。钢轴部件用钢材例如为棒钢。在热加工工序中,通常实施1次或多次热加工。实施多次热加工时,最初的热加工例如为初轧或热锻,接下来的热加工为使用连续轧制机进行的精轧。连续轧制机中,具有一对水平辊的水平轧机与具有一对垂直辊的垂直轧机交替地排列成一列。将精轧后的钢轴部件用钢材冷却至室温为止。通过上述工序,制造本实施方式的钢轴部件用钢材。热加工中的坯料的加热温度例如为950~1350℃。
[0160]
钢轴部件使用上述钢轴部件用钢材进行制造。钢轴部件的制造方法包括:热锻工序、机械加工工序、高频淬火工序、回火工序和切削加工工序。以下,针对各工序进行说明。
[0161]
[热锻工序]
[0162]
热锻工序中,对钢轴部件用钢材进行热锻,制造具有钢轴部件的大致形状的中间品。此处,大致形状是指与钢轴部件的最终形状接近的形状。热锻工序中的加热温度例如为950~1350℃。此处,加热温度t1是指热锻前的加热炉或均热炉中的加热温度(℃)。如果加热温度为950~1350℃,则以满足其它制造条件为前提,钢轴部件用钢材中的含v析出物会充分固溶。因此,在高频淬火工序后的钢轴部件中,可以将硬化层中的粗大含v析出物的个数密度控制为10个/276μm2以下。
[0163]
在热锻中的最终轧制后,将钢材冷却。此时,将钢材温度在800~500℃之间的平均冷却速度cr设为12℃/分钟以上。如果平均冷却速度cr小于12℃/分钟,则在钢材温度为800~500℃之间,会因相界面析出而生成含v析出物并生长。此时,热锻中生成的含v析出物在其后的高频淬火工序中会粗大化。其结果,硬化层中的粗大含v析出物的个数密度有时会超过10个/276μm2。如果平均冷却速度cr小于12℃/分钟,则芯部的硬度还会变低,r/2位置处的维氏硬度hb变得小于式(1)的下限。因此,钢材温度为800~500℃时的平均冷却速度为12℃/分钟以上。
[0164]
此处,钢材温度为800~500℃时的平均冷却速度利用下述方法来求出。利用测温计来测定热锻工序的最终轧制后的钢材温度,求出钢材温度从800℃起降低至500℃为止所耗费的时间。根据求出的时间,求出钢材温度在800~500℃之间的平均冷却速度(℃/分钟)。
[0165]
平均冷却速度cr的上限优选为25℃/分钟,进一步优选为20℃/分钟,进一步优选为15℃/分钟。
[0166]
通过上述热锻工序来制造钢轴部件的中间品。需要说明的是,本实施方式中,对于中间品,在热锻工序后,不实施使用热处理炉将中间品整体加热然后骤冷的淬火和淬火后的回火。换言之,省略在热锻工序后且高频淬火工序前的调质处理工序。
[0167]
[机械加工工序]
[0168]
对于热锻工序后的中间品,实施切削加工等机械加工,将中间品精加工成钢轴部件的最终形状。机械加工只要利用公知的方法来实施即可。
[0169]
[高频淬火工序]
[0170]
对于机械加工工序后的中间品实施高频淬火处理。具体而言,至少对于与中间品的轴部相当的部分的表面实施高频淬火。在高频淬火中使用高频感应加热装置。边使高频感应加热装置相对于中间品相对性地沿着中间品的长度方向(轴向)移动,边将中间品加热。在高频感应加热装置的出口侧配置有水冷装置。中间品之中的通过高频感应加热装置的部分利用水冷装置而快速骤冷。
[0171]
在高频淬火中,将高频感应加热装置的输出功率设为20~60kw,将频率设为150~300khz。此外,将高频感应加热装置的移动速度设为4.0~8.0mm/秒。如果高频感应加热装置的移动速度小于4.0mm/秒,则中间品的轴部被过度加热。此时,硬化层深度hr变得过深,硬化层深度hr不满足式(2)。其结果,钢轴部件的疲劳强度降低。进而,在表层中会过量地生成含v析出物,表层处的粗大含v析出物超过10个/276μm2。另一方面,如果高频感应加热装置的移动速度超过8.0mm/秒,则硬化层深度hr变得过浅。此时,会在钢轴部件的硬化层附近的芯部区域产生裂纹,钢轴部件的疲劳强度降低。如果高频感应加热装置的移动速度为4.0~8.0mm/秒,则形成适当深度的硬化层,硬化层深度hr满足式(2)。其结果,能够得到具有优异疲劳强度的钢轴部件。
[0172]
[回火工序]
[0173]
对于高频淬火工序后的中间品实施回火。回火温度为150~280℃。回火温度的下限优选为160℃,优选为170℃。回火温度的上限优选为270℃。回火温度时间例如为15~150分钟。
[0174]
[切削加工工序]
[0175]
对回火工序后的中间品的一部分表面进行切削加工,制造作为最终制品的钢轴部件。
[0176]
利用上述制造工序,制造本实施方式的钢轴部件。需要说明的是,钢轴部件的制造方法不限定于上述方法。只要能够制造具有上述化学组成、轴部的r/2位置处的显微组织包含铁素体和珠光体、且满足全部条件a~条件d的钢轴部件,就可以利用其它制造方法来制造本实施方式的钢轴部件。
[0177]
实施例
[0178]
以下,通过实施例更具体地说明本实施方式的钢轴部件的一个方式的效果。实施例中的条件是为了确认本发明的可实施性和效果而采用的一个条件例。因此,本实施方式的钢轴部件不限定于该一个条件例。
[0179]
准备表1所示化学组成的钢轴部件用钢材。
[0180]
[表1]
[0181]
表1
[0182][0183]
表1中的各元素符号栏中记载了对应元素的含量(质量%)。表1中,
“‑”
表示检测不到对应元素(换言之,为杂质水平)。具体而言,试验编号5的v含量是指:将小数点后第三位四舍五入时为“0”%。试验编号5的ti含量是指:将小数点后第四位四舍五入时为“0”%。各试验编号的钢材的化学组成的余量为fe和杂质。试验编号5的化学组成相当于作为钢轴部件用钢材而广泛普及的德国工业标准的38mns6的化学组成。
[0184]
对各试验编号的钢轴部件用钢材实施热锻,制造相当于中间品的圆棒材。热锻工序中的加热温度均在1000~1200℃的范围内。此外,最终轧制后的钢材温度为800~500℃时的平均冷却速度cr(℃/分钟)如表2所示。所制造的圆棒材的直径为60mm。
[0185]
通过机械加工,由圆棒材制作图4所示的旋转弯曲疲劳试验用供试材料。供试材料为圆棒状,将直径设为12mm,将长度设为120mm。在供试材料的长度方向中央位置形成缺口。将缺口角度设为60
°
,将缺口深度设为1mm。将缺口底部的供试材料的直径设为10mm,将缺口底部半径设为0.5mm。供试材料的长度方向(轴向)与圆棒材的长度方向(轴向)平行。
[0186]
对所得供试材料实施高频淬火。高频淬火中,使用高频感应加热装置。将高频感应加热装置的输出功率设为40kw,将频率设为220khz,使高频感应加热装置的移动速度(mm/秒)如表2所示。在高频感应加热装置的出口侧配置了水冷装置。在供试材料通过高频感应加热装置后的1秒以内,水冷装置对供试材料进行水冷。调节高频感应加热装置的移动速度对硬化层的硬度和硬化层深度hr进行调整。对高频淬火后的供试材料实施回火。回火温度如表2所示。回火时间设为90分钟。通过以上的制造工序来制造模拟了钢轴部件的供试材料。
[0187]
[表2]
[0188][0189]
对于通过上述工序而制造的供试材料,实施下述试验。
[0190]
[显微组织观察试验]
[0191]
从回火后的供试材料的r/2位置采取显微组织观察用样品。对所采取的样品的表面(观察面)进行镜面研磨后,将观察面用3%硝酸乙醇(nital腐蚀液)进行蚀刻。针对经蚀刻的观察面之中的任意5个视野,利用500倍的光学显微镜进行观察,生成照片图像。各视野的尺寸设为200μm
×
200μm。各视野中,对于铁素体、珠光体、贝氏体等各相而言,每个相的对比度各不相同。因此,根据对比度来确定各相。各视野中,确定铁素体和珠光体,求出全部视野的铁素体的总面积(μm2),求出全部视野的珠光体的总面积(μm2)。将全部视野的铁素体的总面积与全部视野的珠光体的总面积的总和相对于全部视野的总面积的比例定义为铁素体与珠光体的总面积率(%)。铁素体与珠光体的总面积率为95.0%以上时,判断为显微组织包含铁素体和珠光体。将判定结果示于表2中的“显微组织”一栏。“f p”表示显微组织中的铁素体与珠光体的总面积率为95.0%以上,显微组织是包含铁素体和珠光体的组织。“m b”表示显微组织是包含马氏体和贝氏体的组织。
[0192]
[维氏硬度hs测定试验]
[0193]
针对回火后的供试材料的表面的任意3点,按照jis z 2244(2009)来实施维氏硬度试验。试验力设为1.96n。将所得维氏硬度的算术平均值定义为维氏硬度hs(hv)。将所得维氏硬度hs示于表2中的“hs”一栏。此外,将hs/2.3示于表2中的“hs/2.3”一栏。
[0194]
[维氏硬度hb测定试验]
[0195]
将回火后的供试材料相对于轴向垂直地切断。针对所切断的供试材料的截面中的r/2位置的任意3点,按照jis z 2244(2009)来实施维氏硬度试验。试验力设为98n。将所得维氏硬度的算术平均值定义为r/2位置处的维氏硬度hb(hv)。将所得维氏硬度hb示于表2中的“hb”一栏。维氏硬度hb为式(1)的下限以上时,在表2的“式(1)下限”一栏中表述为“t(true)”。维氏硬度hb小于式(1)的下限时,在表2的“式(1)下限”一栏中表述为“f(false)”。维氏硬度hb为式(1)的上限以下时,在表2的“式(1)上限”一栏中表述为“t(true)”。维氏硬度hb高于式(1)的上限时,在表2的“式(1)上限”一栏中表述为“f(false)”。
[0196]
[硬化层深度hr测定试验]
[0197]
将供试材料相对于轴向垂直地切断。在所切断的供试材料的截面中,从表面起沿着深度方向(径向)以0.1mm的间距测定维氏硬度。关于维氏硬度,按照jis z 2244(2009)来实施维氏硬度试验,试验力设为1.96n。根据所得维氏硬度,制作深度方向(径向)的维氏硬度分布。在维氏硬度分布中,将维氏硬度达到620hv以上的深度定义为硬化层深度(mm)。在轴部的与轴向垂直的截面中,由表面的任意3个部位求出上述深度方向的维氏硬度分布,将各位置(3个部位)的硬化层深度的算术平均值定义为硬化层深度hr(mm)。求出硬化层深度hr相对于供试材料的半径r(6mm)之比(=hr/r)。将所得hr/r示于表2的“hr/r”一栏。
[0198]
[粗大含v析出物的个数密度(个/276μm2)测定试验]
[0199]
沿着与供试材料的轴向垂直的方向进行切断。在切断面中,根据上述硬化层深度hr测定试验结果确定硬化层。从所确定的硬化层的大致1/2的深度位置采取样品。将样品表面之中的相当于与供试材料的轴向垂直的截面的表面作为观察面。使用tem,以30000倍的倍率对观察面内的任意10个视野(每1视野的面积为27.6μm2)进行观察。对于各视野(称为观察面)中的析出物和夹杂物,使用edx对各析出物和夹杂物所含有的元素的含量进行定量分析,将视野中的析出物和夹杂物之中的v含量以质量%计为10%以上的物质确定为“含v析出物”。样品(薄膜样品)的厚度设为约50nm。
[0200]
求出所确定的各含v析出物的圆当量直径。将全部视野中的含v析出物之中的圆当量直径超过100nm的含v析出物定义为“粗大含v析出物”,求出全部视野中的粗大含v析出物的总个数。根据所求出的粗大含v析出物的总个数,求出粗大含v析出物的个数密度(个/276μm2)。
[0201]
[旋转弯曲疲劳试验]
[0202]
使用各试验编号的供试材料,按照jis z 2274(1978)来实施旋转弯曲疲劳试验。具体而言,将转速设为3600rpm,将应力载荷重复次数在107个循环后未发生断裂的最大应力设为疲劳强度(mpa)。以试验编号5的供试材料的疲劳强度作为基准,通过下式求出各试验编号的疲劳强度相对于试验编号5的疲劳强度之比(以下称为疲劳强度比)。
[0203]
疲劳强度比=各试验编号的疲劳强度/试验编号5的疲劳强度
[0204]
疲劳强度比通过将所得数值的小数点后第三位四舍五入来求出。疲劳强度比为1.10以上时,判断为疲劳强度优异。
[0205]
需要说明的是,针对旋转弯曲疲劳试验后发生断裂的供试材料的裂纹的发生位置(疲劳破坏起点位置),利用sem观察断面来确定。表2中的“破坏起点”一栏中,“表面”是指在供试材料的表面观察到疲劳破坏的起点。“内部”是指:在供试材料之中,在比硬化层更内部的部分(换言之,芯部)观察到疲劳破坏的起点。
[0206]
[试验结果]
[0207]
参照表1和表2,试验编号1~4的化学组成是适当的。进而,制造条件也是适当的。因此,r/2位置处的显微组织包含铁素体和珠光体,表面维氏硬度hs为620hv以上。进而,r/2位置处的维氏硬度hb满足式(1),硬化层深度hr相对于供试材料的半径r之比(hr/r)满足式(2)。进而,粗大含v析出物的个数密度为10个/276μm2以下。其结果,试验编号1~4的疲劳强度比是作为基准的试验编号5的疲劳强度的1.10倍以上,能够得到优异的疲劳强度。
[0208]
另一方面,试验编号6中,c含量和v含量过低。因此,试验编号6中,表面维氏硬度hs小于620hv,疲劳强度比小于1.10,疲劳强度低。
[0209]
试验编号7中不含v。因此,试验编号7中,r/2位置处的维氏硬度hb不满足式(1)。其结果,疲劳强度比小于1.10,疲劳强度低。需要说明的是,观察了旋转弯曲疲劳试验后的供试材料,结果在供试材料的硬化层附近的芯部区域产生了裂纹。
[0210]
试验编号8中,高频感应加热装置的移动速度过慢。因此,供试材料北过度淬火。其结果,hr/r超过式(2)的上限。进而,粗大含v析出物的个数密度超过10个/276μm2。其结果,r/2位置处的维氏硬度hb超过350hv。进而,疲劳强度比小于1.10,疲劳强度低。
[0211]
试验编号9中,高频感应加热装置的移动速度过快。因此,hr/r小于式(2)的下限。其结果,疲劳强度比小于1.10,疲劳强度低。需要说明的是,观察了旋转弯曲疲劳试验后的供试材料,结果在供试材料的硬化层附近的芯部区域产生了裂纹。
[0212]
试验编号10中,回火温度过高。因此,供试材料的表面的维氏硬度hs小于620hv。其结果,疲劳强度比小于1.10,疲劳强度低。
[0213]
试验编号11中,热锻后的钢材温度为800~500℃时的平均冷却速度cr过慢。因此,粗大含v析出物的个数密度超过10个/276μm2。进而,r/2位置处的维氏硬度hb小于式(1)的下限。其结果,疲劳强度比小于1.10,疲劳强度低。
[0214]
以上,说明了本发明的实施方式,但上述实施方式只不过是用于实施本发明的例
示。因而,本发明不限定于上述实施方式,可以在不脱离其主旨的范围内,对上述实施方式进行适当变形来实施。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
