1.本实用新型涉及熔模铸造技术领域,特别涉及一种咖啡杯座熔模铸造结构。
背景技术:
2.熔模铸造又称失蜡铸造,包括压蜡、修蜡、组树、沾浆、熔蜡、浇铸金属液及后处理等工序。失蜡铸造是用蜡制作所要铸成零件的蜡模,然后蜡模上涂以泥浆,这就是泥模。泥模晾干后,放入热水中将内部蜡模熔化。将熔化完蜡模的泥模取出再焙烧成陶模。一经焙烧。一般制泥模时就留下了浇注口,再从浇注口灌入金属熔液,冷却后,所需的零件就制成了。
3.咖啡杯座是某型全自动高档咖啡机的主要配件,要求零件表面光滑,几何形状精确,材质用铸造304不锈钢符合食品要求,目视无任何铸造缺陷,铸件经精密机械加工后再经抛光清洗处理。由于此铸件结构复杂,壁厚不均,且为大批量生产的民用产品,要求价格有竟争力,但是现有的生产方案易在铸件成型过程中,产生缩孔缺陷,造成产品报废,加大了生产成本,降低了竟争力。
4.因此,现有技术存在缺陷,需要改进。
技术实现要素:
5.本实用新型的主要目的是提出一种咖啡杯座熔模铸造结构,旨在改善现有的熔模铸造结构,解决铸件缩孔问题,提升铸件质量。
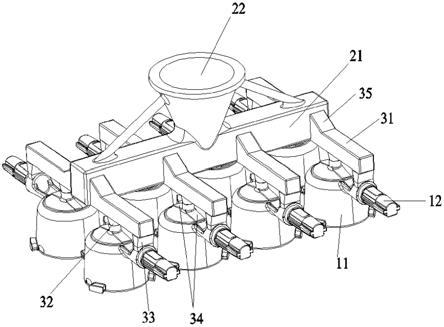
6.为实现上述目的,本实用新型提出的一种咖啡杯座熔模铸造结构,咖啡杯座包括杯身与杯把,包括一浇口棒,所述浇口棒侧面均匀排布有若干横浇道,任一所述横浇道设有与杯身底部对应的第一内浇口、与杯把对应的第二内浇口,所述第一内浇口还对称增设有两个与杯身底部对应的条形工艺补贴浇道。
7.优选地,所述浇口棒包括一横模头,所述横模头侧面设有一浇口杯。
8.优选地,所述横模头设置为一正方中空棒体结构。
9.优选地,所述横浇道设置为八个,且八个所述横浇道对称设于所述横模头两侧。
10.优选地,所述横模头的厚度设置为35mm。
11.优选地,所述横浇道与所述横模头的连接处增设一斜三角连接部。
12.优选地,所述工艺补贴浇道的的厚度设置为1mm。
13.与现有技术相比,本实用新型的有益效果是:改善了现有咖啡杯座熔模铸造结构,有效解决了缩孔问题,降低了产品的报废率,提升成品率,大大降低了生产成本。
附图说明
14.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提
下,还可以根据这些附图示出的结构获得其他的附图。
15.图1为本实用新型熔模铸件结构示意图;
16.本实用新型目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
17.本实施例提出的一种咖啡杯座熔模铸造结构,参考图1,咖啡杯座包括杯身11与杯把12,还包括一浇口棒,所述浇口棒侧面均匀排布有若干横浇道 31,任一所述横浇道31设有与杯身11底部对应的第一内浇口32、与杯把12 对应的第二内浇口33,所述第一内浇口32还对称增设有两个与杯身11底部对应的条形工艺补贴浇道34。
18.进一步地,所述浇口棒包括一横模头21,所述横模头21侧面设有一浇口杯22。
19.进一步地,所述横模头21设置为一正方中空棒体结构。
20.进一步地,所述横浇道31设置为八个,且八个所述横浇道31对称设于所述横模头21两侧,每组的工艺出品率为42.1%,使铸件产品的成本在合理区间内。
21.应当说明的是,由于咖啡杯座中间壁厚薄,两边厚,钢水补缩通道易凝固造成铸件孔内厚大处产生缩孔,造成报废,因此,本实施例新增工艺补贴浇道34,加厚增大了补缩通道,达到铸件顺序凝固的目的,可以有效解决缩孔问题,本实施例中所述工艺补贴浇道34的的厚度设置为1mm。
22.进一步地,本实施例增加了横模头21的厚度,所述横模头21的厚度从现有的30mm增厚为35mm,可以更有效延长钢水的凝固时间,更好地补缩铸件产品。
23.进一步地,所述横浇道31与所述横模头21的连接处增设一斜三角连接部35,增大了横模头21与横浇道31的接触面积,这样在组树时,粘接蜡可以更好地保证模组与模头的结合强度,在制壳过程中不易掉件。
24.以上仅为本实用新型的优选实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
技术特征:
1.一种咖啡杯座熔模铸造结构,咖啡杯座包括杯身与杯把,其特征在于,包括一浇口棒,所述浇口棒侧面均匀排布有若干横浇道,任一所述横浇道设有与杯身底部对应的第一内浇口、与杯把对应的第二内浇口,所述第一内浇口还对称增设有两个与杯身底部对应的条形工艺补贴浇道。2.如权利要求1所述的咖啡杯座熔模铸造结构,其特征在于,所述浇口棒包括一横模头,所述横模头侧面设有一浇口杯。3.如权利要求2所述的咖啡杯座熔模铸造结构,其特征在于,所述横模头设置为一正方中空棒体结构。4.如权利要求2所述的咖啡杯座熔模铸造结构,其特征在于,所述横浇道设置为八个,且八个所述横浇道对称设于所述横模头两侧。5.如权利要求2所述的咖啡杯座熔模铸造结构,其特征在于,所述横模头的厚度设置为35mm。6.如权利要求2所述的咖啡杯座熔模铸造结构,其特征在于,所述横浇道与所述横模头的连接处增设一斜三角连接部。7.如权利要求1所述的咖啡杯座熔模铸造结构,其特征在于,所述工艺补贴浇道的厚度设置为1mm。
技术总结
本实用新型公开了一种咖啡杯座熔模铸造结构,咖啡杯座包括杯身与杯把,包括一浇口棒,所述浇口棒侧面均匀排布有若干横浇道,任一所述横浇道设有与杯身底部对应的第一内浇口、与杯把对应的第二内浇口,所述第一内浇口还对称增设有两个与杯身底部对应的条形工艺补贴浇道。本实用新型技术方案改善现有的熔模铸造结构,解决铸件缩孔问题,提升铸件质量。提升铸件质量。提升铸件质量。
技术研发人员:辛惠轩
受保护的技术使用者:深圳市科立达机械有限公司
技术研发日:2021.04.06
技术公布日:2021/11/9
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。