一种樱青轴具备pcb座定位组装功能的生产设备
技术领域
1.本发明涉及异形构件加工检测技术领域,具体为一种樱青轴具备pcb座定位组装功能的生产设备。
背景技术:
2.机械键盘(英文:mechanical keyboard)是一种键盘的类型,从结构来说,机械键盘的每一颗按键都有一个单独的开关来控制闭合,这个开关也被称为“轴”,依照微动开关的分类,机械键盘可分为传统的茶轴、青轴、白轴、黑轴、红轴以及romer
‑
g和光轴;正是由于每一个按键都由一个独立的微动组成,因此按键段落感较强,其中青轴以其轴芯一侧斜面特殊的凸点结构设计赋予了其独特的两段式按压手感,深受市场欢迎。
3.现有的青轴pcb座定位组装设备,常见问题有:青轴pcb座组装工序主要由弹簧及触点铜片的定位组装所组成,其中弹簧设置于pcb座中央凸台之上而触点弹片设置于pcb座一侧凹槽中经由弹片完成夹持固定;现有的组装工序中因缺乏对待组装部件的定位指引及误差检测,导致成品质量不稳定,需要单独开辟质检流水线对组装完成的pcb座进行组装质检,效率低下的同时提高生产成本。
技术实现要素:
4.针对现有技术的不足,本发明提供了一种樱青轴具备pcb座定位组装功能的生产设备,解决了上述背景技术中提出的问题。
5.为实现以上目的,本发明通过以下技术方案予以实现一种樱青轴具备pcb座定位组装功能的生产设备,包括底座、联动夹紧机构、自定位上料机构、弹片取放机构和轴承座,所述底座顶部设置有联动夹紧机构,且联动夹紧机构表端设置有机体,所述机体顶部开设有工件槽,且工件槽底部设置有弹性垫板,所述机体中端开设有活塞杆,且活塞杆顶端两侧固定有驱动销,所述驱动销一侧设置有顶杆,且顶杆顶端连接有勾型压板,所述底座顶端两侧固定有机架,且机架内腔设置有自定位上料机构,所述机架顶端设置有驱动盘,且驱动盘底端连接有丝杆架,所述丝杆架一侧连接有摇把,且丝杆架底端连接有滑套,所述滑套底部连接有摇杆,且摇杆远离滑套一侧连接有万向轴,所述万向轴底部连接有加载台,且加载台顶端两侧固定有连接销,所述连接销顶端连接有连杆,且连杆远离连接销一端连接有叉形臂,所述加载台顶部设置有料盒,且料盒底端连接有定位头,所述底座顶端一侧设置有弹片取放机构,且弹片取放机构一侧固定有背板,所述背板中端开设有传动轴,且传动轴一侧连接有背凸轮,所述背凸轮一侧连接有第一卡销,且第一卡销底端固定有三角拔叉,所述三角拔叉远离第一卡销一侧连接有连接架,且连接架一侧连接有滑轨,所述连接架端面固定有导轨,且导轨中端设置有取放座,所述取放座顶端连接有v形拔叉,且v形拔叉端面开设有加载弹簧,所述v形拔叉一侧连接有第二卡销,且第二卡销底端连接有正凸轮,所述v形拔叉顶端设置有轴承座。
6.可选的,所述联动夹紧机构通过机体固定于底座顶端一侧,且机体顶部开设工件
槽尺寸与待夹持樱青轴底部pcb座尺寸相吻合,所述待夹持pcb座通过弹性垫板与机体相连接,构成弹性结构。
7.可选的,所述机体中端开设有活塞杆,且活塞杆通过两侧驱动销与顶杆相连接,构成传动结构,所述顶杆输出端勾型压板通过轴承与机体相连接,构成可旋转结构,且勾型压板输出端勾型凸台形状与待夹持pcb座两侧凹台形状相契合。
8.可选的,所述底座与两侧机架之间为焊接一体式结构,且驱动盘通过转轴贯穿于机架顶部与丝杆架相连接,构成传动结构,所述滑套螺旋槽体形状与丝杆架表端螺旋凸起形状相契合,且摇把通过丝杆架与滑套相连接,构成传动结构。
9.可选的,所述滑套通过摇杆与加载台顶端万向轴相连接,构成传动结构,且摇杆与万向轴之间为活动连接结构,所述加载台顶端两侧固定有连接销,且连杆与连接销之间为可旋转结构。
10.可选的,所述叉形臂通过一端肘节与连杆相连接,构成可旋转结构,所述加载台顶端一侧设置有间歇上料的料盒,且料盒通过定位头与待组装pcb座相连接,构成间歇导向上料结构,所述定位头形状与待加工pcb座弹簧安装座凹槽形状相契合。
11.可选的,所述弹片取放机构通过背板设置于底座顶端一侧,且背板中端开设有传动轴,所述传动轴与背凸轮之间构成传动结构,且背凸轮端面开设有弧形凹槽。
12.可选的,所述三角拔叉通过第一卡销与背凸轮端面弧形凹槽形状相契合,且三角拔叉通过轴承与背板相连接,构成可旋转结构,所述三角拔叉远离第一卡销一侧连接有连接架,且连接架通过滑轨与背板相连接,构成活动连接结构。
13.可选的,所述连接架正面开设有导轨,且取放座通过导轨与连接架相连接,构成活动连接结构,所述v形拔叉通过加载弹簧与取放座相连接,构成弹性传动结构,且v形拔叉通过第二卡销与和背凸轮成共轴结构的正凸轮表面弧形凹槽相连接,构成传动结构,所述v形拔叉通过轴承座与背板相连接,构成可旋转结构。
14.本发明提供了一种樱青轴具备pcb座定位组装功能的生产设备,具备以下有益效果:1.该一种樱青轴具备pcb座定位组装功能的生产设备,通过设置有背凸轮,弹片取放机构的设置旨在对触点铜片实施自上料且全程位于监控下的定位安装,使用者通过传动轴实现对背凸轮的传动,在背凸轮的传动下第一卡销位于其弧形凹槽内运动,背凸轮端面弧形凹槽开设轨迹设计要求需完成三角拔叉的纵向拨动,驱使三角拔叉围绕背板一侧开设的轴承旋转实现远离第一卡销一侧连接架的抬升下降,连接架位于背板一侧的纵向行程受到滑轨的限制导向,实现取放座的物料抓取安装动作。
15.2.该一种樱青轴具备pcb座定位组装功能的生产设备,通过设置有正凸轮,第一卡销位于背凸轮端面凹槽运动的同时,与背凸轮构成共轴结构的正凸轮同步受到传动轴驱动发生旋转,正凸轮端面弧形凹槽开设轨迹设计要求需完成v形拔叉的横向拨动,驱使v形拔叉围绕背板顶部轴承座旋转,实现v形拔叉底部输出端驱动下取放座的预设横向行程,此间受三角拔叉的动力传动取放座的定位安装行程受到加载弹簧的实时监控,一旦触点弹片完成位于pcb座一侧的定位安装则加载弹簧会受到规律的弹力波动,反之则为次品,宣告触点铜片安装失败,取放座位于连接架正面的横向行程受到导轨的限制导向,实现取放座的横向物料输送及归位动作流程,流程化设计,适用性更强。
16.3.该一种樱青轴具备pcb座定位组装功能的生产设备,通过设置有自定位上料机构,该机构的设置旨在实现定位头定位导向下的弹簧物料位于pcb中央凸台的间歇定位安装,驱动盘受动力驱动旋转,驱动盘通过转轴贯穿于机架顶端与丝杆架构成传动结构,使用者可以通过摇把调整与丝杆架相啮合的滑套位于丝杆架底部的输出位置,此时摇杆两端处于偏心状态,在丝杆架的旋转运动中摇杆输出端围绕万向轴旋转实现加载台的间歇纵向抬升下降行程,加载台的运动轨迹受到两次通过连接销连接的连杆及叉形臂的限制,确保了加载台下降轨迹的稳定,为后续定位头定位导向下的弹簧构件的定位安装提供保障。
17.4.该一种樱青轴具备pcb座定位组装功能的生产设备,通过设置有定位头,在丝杆架通过摇杆对加载台的偏心传动作用下加载台位于两侧机架内腔完成纵向升降行程,在加载台顶端两侧连接销通过连杆与叉形臂构成的可旋转结构的结构作用下定位头得以准确实施对联动夹紧机构夹持下的pcb座物料中央凸台的定位锁定,加载台顶端料盒实施弹簧物料位于定位头侧端面的间歇上料供应,在定位头的定位导向下弹簧物料得以准确的套在中央凸台外侧完成弹簧物料的定位安装,该安装流程下的弹簧物料定位安装不易发生安装失误,且配合加载台的纵向往复行程使得弹簧物料的安装流程效率更高。
18.5.该一种樱青轴具备pcb座定位组装功能的生产设备,通过设置有联动夹紧机构,该机构的设置旨在通过两侧勾型压板的同步锁紧实现对待组装pcb座侧端面凹槽的定位固定,以期实现物料夹持的稳固,使用者将待组装pcb座物料置于与之契合的工件槽内并受到弹性垫板的承托,启动机体底端开设的活塞杆,实现活塞杆经由顶部两侧的驱动销对两侧顶杆的同步驱动,顶杆位于机体两侧的纵向抬升行程驱使勾型压板围绕机体两侧旋转,勾型压板输出端一侧勾型构件形状与待夹持pcb座侧端面凹槽形状相契合的结构设置保障了夹持力度的稳定,在勾型压板对pcb座的施压锁紧流程中待组装pcb座底部弹性垫板处于加载状态,便于后续定位组装触点铜片及弹簧物料完成后联动夹紧机构的快速卸料,流程化设计,适用性更强。
附图说明
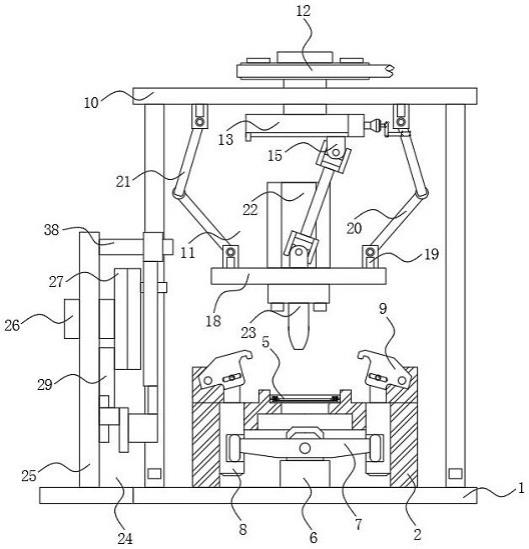
19.图1为本发明正视内部结构示意图;图2为本发明樱青轴pcb座爆炸结构示意图;图3为本发明联动夹紧机构正视内部结构示意图;图4为本发明自定位上料机构正视结构示意图;图5为本发明自定位上料机构侧视结构示意图;图6为本发明弹片取放机构正视结构示意图;图7为本发明弹片取放机构后视结构示意图;图8为本发明弹片取放机构侧视结构示意图。
20.图中:1、底座;2、联动夹紧机构;3、机体;4、工件槽;5、弹性垫板;6、活塞杆;7、驱动销;8、顶杆;9、勾型压板;10、机架;11、自定位上料机构;12、驱动盘;13、丝杆架;14、摇把;15、滑套;16、摇杆;17、万向轴;18、加载台;19、连接销;20、连杆;21、叉形臂;22、料盒;23、定位头;24、弹片取放机构;25、背板;26、传动轴;27、背凸轮;28、第一卡销;29、三角拔叉;30、连接架;31、滑轨;32、导轨;33、取放座;34、v形拔叉;35、加载弹簧;36、第二卡销;37、正凸轮;38、轴承座。
具体实施方式
21.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
22.在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上;术语“上”、“下”、“左”、“右”、“内”、“外”、“前端”、“后端”、“头部”、“尾部”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制,此外,术语“第一”、“第二”、“第三”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
23.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
24.请参阅图1至图8,本发明提供一种技术方案:一种樱青轴具备pcb座定位组装功能的生产设备,包括底座1、联动夹紧机构2、自定位上料机构11、弹片取放机构24和轴承座38,底座1顶部设置有联动夹紧机构2,且联动夹紧机构2表端设置有机体3,机体3顶部开设有工件槽4,且工件槽4底部设置有弹性垫板5,联动夹紧机构2通过机体3固定于底座1顶端一侧,且机体3顶部开设工件槽4尺寸与待夹持樱青轴底部pcb座尺寸相吻合,待夹持pcb座通过弹性垫板5与机体3相连接,构成弹性结构,机体3顶部开设工件槽4尺寸与待组装pcb座形状相契合的结构设置旨在实现对待组装pcb座的初次定位,便于后续勾型压板9准确的对待组装pcb座两侧凹槽进行定位锁紧,待组装pcb座通过弹性垫板5与工件槽4底部构成弹性结构的结构设置旨在便于后续定位组装触点铜片及弹簧物料完成后联动夹紧机构2的快速卸料,机体3中端开设有活塞杆6,且活塞杆6顶端两侧固定有驱动销7,驱动销7一侧设置有顶杆8,且顶杆8顶端连接有勾型压板9,机体3中端开设有活塞杆6,且活塞杆6通过两侧驱动销7与顶杆8相连接,构成传动结构,顶杆8输出端勾型压板9通过轴承与机体3相连接,构成可旋转结构,且勾型压板9输出端勾型凸台形状与待夹持pcb座两侧凹台形状相契合,使用者将待组装pcb座物料置于与之契合的工件槽4内并受到弹性垫板5的承托,启动机体3底端开设的活塞杆6,实现活塞杆6经由顶部两侧的驱动销7对两侧顶杆8的同步驱动,顶杆8位于机体3两侧的纵向抬升行程驱使勾型压板9围绕机体3两侧旋转,勾型压板9输出端一侧勾型构件形状与待夹持pcb座侧端面凹槽形状相契合的结构设置保障了夹持力度的稳定,在勾型压板9对pcb座的施压锁紧流程中待组装pcb座底部弹性垫板5处于加载状态,便于后续定位组装触点铜片及弹簧物料完成后联动夹紧机构2的快速卸料,底座1顶端两侧固定有机架10,且机架10内腔设置有自定位上料机构11,机架10顶端设置有驱动盘12,且驱动盘12底端连接有丝杆架13,丝杆架13一侧连接有摇把14,且丝杆架13底端连接有滑套15,底座1与两侧机架10之间为焊接一体式结构,且驱动盘12通过转轴贯穿于机架10顶部与丝杆架13相连接,构成传动结构,滑套15螺旋槽体形状与丝杆架13表端螺旋凸起形状相契合,且摇把14通过丝杆架13与滑套15相连接,构成传动结构,驱动盘12通过转轴贯穿设置于顶部机架10与丝杆架13相连接构成旋转传动结构的结构设置便于后续利用偏心原理实现丝杆架13经由摇杆16对加载台18的纵向驱动,滑套15与丝杆架13端面啮合的结构设置便于使用者通过摇
把14驱动丝杆架13内置丝杆旋转,使得滑套15位于丝杆表端滑动调整滑套15位于丝杆架13底端的输出位置,滑套15底部连接有摇杆16,且摇杆16远离滑套15一侧连接有万向轴17,万向轴17底部连接有加载台18,且加载台18顶端两侧固定有连接销19,连接销19顶端连接有连杆20,滑套15通过摇杆16与加载台18顶端万向轴17相连接,构成传动结构,且摇杆16与万向轴17之间为活动连接结构,加载台18顶端两侧固定有连接销19,且连杆20与连接销19之间为可旋转结构,在驱动盘12对丝杆架13的旋转驱动作用下,通过滑套15与丝杆架13相连接的摇杆16两端处于偏心状态,在丝杆架13的旋转运动中摇杆16输出端围绕万向轴17旋转实现加载台18的间歇纵向抬升下降行程,加载台18的运动轨迹受到两侧通过连接销19连接的连杆20及叉形臂21的限制,确保了加载台18下降轨迹的稳定,为后续定位头23定位导向下的弹簧构件的定位安装提供保障,且连杆20远离连接销19一端连接有叉形臂21,加载台18顶部设置有料盒22,且料盒22底端连接有定位头23,叉形臂21通过一端肘节与连杆20相连接,构成可旋转结构,加载台18顶端一侧设置有间歇上料的料盒22,且料盒22通过定位头23与待组装pcb座相连接,构成间歇导向上料结构,定位头23形状与待加工pcb座弹簧安装座凹槽形状相契合,在丝杆架13通过摇杆16对加载台18的偏心传动作用下加载台18位于两侧机架10内腔完成纵向升降行程,在加载台18顶端两侧连接销19通过连杆20与叉形臂21构成的可旋转结构的结构作用下定位头23得以准确实施对联动夹紧机构2夹持下的pcb座物料中央凸台的定位锁定,加载台18顶端料盒22实施弹簧物料位于定位头23侧端面的间歇上料供应,在定位头23的定位导向下弹簧物料得以准确的套在中央凸台外侧完成弹簧物料的定位安装,底座1顶端一侧设置有弹片取放机构24,且弹片取放机构24一侧固定有背板25,背板25中端开设有传动轴26,且传动轴26一侧连接有背凸轮27,弹片取放机构24通过背板25设置于底座1顶端一侧,且背板25中端开设有传动轴26,传动轴26与背凸轮27之间构成传动结构,且背凸轮27端面开设有弧形凹槽,弹片取放机构24的设置旨在实现对触点铜片实施自动上料且全程位于监控下的定位安装,弹片取放机构24通过背板25设置于底座1顶端一侧的结构设置旨在对经由自定位上料机构11完成弹簧物料的定位上料后的pcb座进行触点铜片的快速定位安装,背板25中端开设的传动轴26为呈共轴结构的背凸轮27与正凸轮37提供动力,为后续取放座33的横向位移及纵向取放流程提供动力源,背凸轮27一侧连接有第一卡销28,且第一卡销28底端固定有三角拔叉29,三角拔叉29远离第一卡销28一侧连接有连接架30,且连接架30一侧连接有滑轨31,三角拔叉29通过第一卡销28与背凸轮27端面弧形凹槽形状相契合,且三角拔叉29通过轴承与背板25相连接,构成可旋转结构,三角拔叉29远离第一卡销28一侧连接有连接架30,且连接架30通过滑轨31与背板25相连接,构成活动连接结构,使用者通过传动轴26实现对背凸轮27的传动,在背凸轮27的传动下第一卡销28位于其弧形凹槽内运动,背凸轮27端面弧形凹槽开设轨迹设计要求需完成三角拔叉29的纵向拨动,驱使三角拔叉29围绕背板25一侧开设的轴承旋转实现远离第一卡销28一侧连接架30的抬升下降,连接架30位于背板25一侧的纵向行程受到滑轨31的限制导向,实现取放座33的物料抓取安装动作,连接架30端面固定有导轨32,且导轨32中端设置有取放座33,取放座33顶端连接有v形拔叉34,且v形拔叉34端面开设有加载弹簧35,v形拔叉34一侧连接有第二卡销36,且第二卡销36底端连接有正凸轮37,v形拔叉34顶端设置有轴承座38,连接架30正面开设有导轨32,且取放座33通过导轨32与连接架30相连接,构成活动连接结构,v形拔叉34通过加载弹簧35与取放座33相连接,构成弹性传动结构,且v形拔叉34通过第二卡销
36与和背凸轮27成共轴结构的正凸轮37表面弧形凹槽相连接,构成传动结构,v形拔叉34通过轴承座38与背板25相连接,构成可旋转结构,第一卡销28位于背凸轮27端面凹槽运动的同时,与背凸轮27构成共轴结构的正凸轮37同步受到传动轴26驱动发生旋转,正凸轮37端面弧形凹槽开设轨迹设计要求需完成v形拔叉34的横向拨动,驱使v形拔叉34围绕背板25顶部轴承座38旋转,实现v形拔叉34底部输出端驱动下取放座33的预设横向行程,此间受三角拔叉29的动力传动取放座33的定位安装行程受到加载弹簧35的实时监控,一旦触点弹片完成位于pcb座一侧的定位安装则加载弹簧35会受到规律的弹力波动,反之则为次品,宣告触点铜片安装失败,取放座33位于连接架30正面的横向行程受到导轨32的限制导向,实现取放座33的横向物料输送及归位动作流程,流程化设计,适用性更强。
25.综上,使用时,接通电源,使用者将待组装pcb座物料置于与之契合的工件槽4内并受到弹性垫板5的承托,启动机体3底端开设的活塞杆6,实现活塞杆6经由顶部两侧的驱动销7对两侧顶杆8的同步驱动,顶杆8位于机体3两侧的纵向抬升行程驱使勾型压板9围绕机体3两侧旋转,勾型压板9输出端一侧勾型构件形状与待夹持pcb座侧端面凹槽形状相契合的结构设置保障了夹持力度的稳定,在勾型压板9对pcb座的施压锁紧流程中待组装pcb座底部弹性垫板5处于加载状态,便于后续定位组装触点铜片及弹簧物料完成后联动夹紧机构2的快速卸料;待组装pcb座经由联动夹紧机构2夹持置于自定位上料机构11底端等待弹簧构件位于其中央凸台的定位安装工序,驱动盘12通过转轴贯穿设置于顶部机架10与丝杆架13相连接构成旋转传动结构的结构设置便于后续利用偏心原理实现丝杆架13经由摇杆16对加载台18的纵向驱动,滑套15与丝杆架13端面啮合的结构设置便于使用者通过摇把14驱动丝杆架13内置丝杆旋转,使得滑套15位于丝杆表端滑动调整滑套15位于丝杆架13底端的输出位置,在驱动盘12对丝杆架13的旋转驱动作用下,通过滑套15与丝杆架13相连接的摇杆16两端处于偏心状态,在丝杆架13的旋转运动中摇杆16输出端围绕万向轴17旋转实现加载台18的间歇纵向抬升下降行程,加载台18的运动轨迹受到两侧通过连接销19连接的连杆20及叉形臂21的限制,确保了加载台18下降轨迹的稳定,为后续定位头23定位导向下的弹簧构件的定位安装提供保障,在加载台18顶端两侧连接销19通过连杆20与叉形臂21构成的可旋转结构的结构作用下定位头23得以准确实施对联动夹紧机构2夹持下的pcb座物料中央凸台的定位锁定,加载台18顶端料盒22实施弹簧物料位于定位头23侧端面的间歇上料供应,在定位头23的定位导向下弹簧物料得以准确的套在中央凸台外侧完成弹簧物料的定位安装;弹片取放机构24的设置旨在实现对触点铜片实施自动上料且全程位于监控下的定位安装,弹片取放机构24通过背板25设置于底座1顶端一侧的结构设置旨在对经由自定位上料机构11完成弹簧物料的定位上料后的pcb座进行触点铜片的快速定位安装,使用者通过传动轴26实现对背凸轮27的传动,在背凸轮27的传动下第一卡销28位于其弧形凹槽内运动,背凸轮27端面弧形凹槽开设轨迹设计要求需完成三角拔叉29的纵向拨动,驱使三角拔叉29围绕背板25一侧开设的轴承旋转实现远离第一卡销28一侧连接架30的抬升下降,连接架30位于背板25一侧的纵向行程受到滑轨31的限制导向,实现取放座33的物料抓取安装动作,第一卡销28位于背凸轮27端面凹槽运动的同时,与背凸轮27构成共轴结构的正凸轮37同步受到传动轴26驱动发生旋转,正凸轮37端面弧形凹槽开设轨迹设计要求需完成v形拔叉34的横向拨动,驱使v形拔叉34围绕背板25顶部轴承座38旋转,实现v形拔叉34底部输出端驱动下取放座33的预设横向行程,此间受三角拔叉29的动力传动取放座33的定位安装行
程受到加载弹簧35的实时监控,一旦触点弹片完成位于pcb座一侧的定位安装则加载弹簧35会受到规律的弹力波动,反之则为次品,宣告触点铜片安装失败,取放座33位于连接架30正面的横向行程受到导轨32的限制导向,实现取放座33的横向物料输送及归位动作流程,流程化设计,适用性更强,综上所述,这就是该一种樱青轴具备pcb座定位组装功能的生产设备的工作原理。
26.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。