1.本发明涉及锻造领域,具体涉及锻造用柱形钢坯均匀加热方法。
背景技术:
2.柱形钢坯在锻造前需要竖立着放置于天然气锻造加热炉中进行加热,柱形钢坯由操作工操作上下料操作机的机械手夹取着放置于天然气锻造加热炉中,为了充分利用天然气锻造加热炉的空间,天然气锻造加热炉中会同时放置多排柱形钢坯进行加热,每排都由多个柱形钢坯前后对齐排列而成,由于没有视野遮挡,各个相邻两排柱形钢坯之间的左右距离均能由操作工排布均匀且达标,从而能防止左右相邻的两个柱形钢坯过近而影响柱形钢坯的加热,但是每排中的各个柱形钢坯的前后距离由于存在视野遮挡,使得操作工无法很好的把控每排中各个两相邻柱形钢坯之间的前后距离,使得每排中的各个柱形钢坯之间的前后距离不均匀,有的距离过大,有的距离过小,这样就不利于柱形钢坯的均匀加热。
3.天然气锻造加热炉中的喷火口与混合腔相连,混合腔用于混合天然气和空气,混合腔还分别与天然气管道和空气管道相连,空气管道与风机相连,加热时,风机鼓风,天然气管道供气,使得天然气和空气在混合腔中充分混合,然后在由喷火口点燃喷火,不加热时,天然气管道会停止供气,风机会抽风,使得喷火口能将炉内的烟气吸走排出。
4.柱形钢坯竖立着放置于加热炉中加热时,由于柱形钢坯底部离喷火口较远,并且由于底部与炉底接触,使得柱形钢坯底部不能被很好的加热,从而就容易使钢坯因没有被均匀加热而不能用于锻造,钢坯就会报废,这样就会大大增加生产成本。
技术实现要素:
5.本发明所要解决的技术问题是:将提供一种能使锻造用的柱形钢坯被均匀加热的锻造用柱形钢坯均匀加热方法。
6.为了解决上述问题,本发明所采用的技术方案为:锻造用柱形钢坯均匀加热方法,其特征在于:方法包括:(1)制造前后定位工装,前后定位工装的结构包括:竖杆、横杆、钢圈,竖杆的顶部与横杆的尾部相连,横杆的顶部与钢圈相连;将前后定位工装的竖杆底部固定于上下料操作机的机械手顶端上,使得机械手夹取柱形钢坯后钢圈能位于柱形钢坯的前上方,当操作工操作机械手将夹取的柱形钢坯与加热炉中的柱形钢坯前后对齐着放置于天然气锻造加热炉中时,操作工能通过钢圈是否移动至加热炉中需要对齐的柱形钢坯的上方而判断待放置的柱形钢坯和已放置的柱形钢坯的前后距离是否达标,当钢圈移动至已放置的需要对齐的柱形钢坯的上方时,表明两个柱形钢坯之间的前后距离达标,此时操作工才能将夹取的柱形钢坯放下,这样就能防止两个前后相邻的柱形钢坯过近而影响柱形钢坯的加热;(2)天然气锻造加热炉左右两侧中,一侧的喷火口的高度设置能使该侧的喷火口对着柱形钢坯上半部分喷火加热,另一侧的喷火口的高度设置能使该侧的喷火口对着柱形钢坯下半部分喷火加热;(3)天然气锻造加热炉中高度矮的一侧的喷火口对着炉内吸气时加大吸气功率,使得加热炉内高处的热量能被向下吸引而经过柱形钢坯底部对钢坯底部进行加
热;(4)在天然气锻造加热炉左右两侧的底部分别加装一排能对柱形钢坯底部喷火加热的小喷火口。
7.进一步的,前述的锻造用柱形钢坯均匀加热方法,其中:方法还包括:对插设于天然气锻造加热炉上的用于检测炉温的热电偶进行改进,在热电偶的杆身上沿着杆身设置刻度线,然后在热电偶的杆身上套装一个套环,套环上螺纹连接有一个螺丝,螺丝顶紧热电偶杆身后能使套环与热电偶相固定,在套环上设置有数个绕着套环布置的向外岔开的支撑脚,当热电偶插设于天然气锻造加热炉上时,支撑脚能通过与加热炉炉壁相抵靠而限制热电偶的插入深度。
8.进一步的,前述的锻造用柱形钢坯均匀加热方法,其中:高度矮的一侧的喷火口的吸气功率相较另一侧的喷火口的吸气功率增大40~60%。
9.进一步的,前述的锻造用柱形钢坯均匀加热方法,其中:小喷火口的喷火范围为柱形钢坯高度的1/8~1/4。
10.进一步的,前述的锻造用柱形钢坯均匀加热方法,其中:横杆的结构包括:第一横管和第二横管,第二横管插入至第一横管中,在第一横管上螺纹连接有第一螺栓,第一螺栓旋入后能顶住第二横管而使第一横管和第二横管相固定;竖杆的结构包括:第一竖管和第二竖管,第二竖管插入至第一竖管中,在第一竖管上螺纹连接有第二螺栓,第二螺栓旋入后能顶住第二竖管而使第一竖管和第二竖管相固定;第一竖管与机械手顶端相固定,第二竖管的顶端与第一横管的尾端相固定,第二横管的顶端与钢圈相固定。
11.本发明的优点为:所述的锻造用柱形钢坯均匀加热方法能使锻造用的柱形钢坯被快速均匀加热,从而能使钢坯的报废率降低、节约能源,这样就能大大降低生产成本。
附图说明
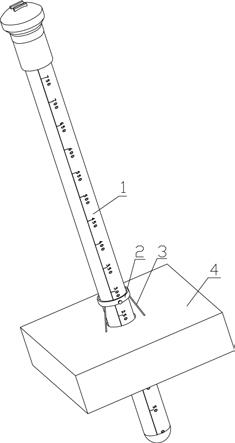
12.图1为本发明所述的改进后的热电偶的结构示意图。
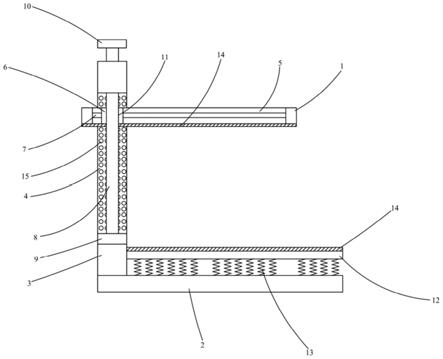
13.图2为前后定位工装的结构示意图。
具体实施方式
14.下面结合具体实施例和附图对本发明作进一步的详细描述。
15.锻造用柱形钢坯均匀加热方法,方法包括:(1)制造前后定位工装,前后定位工装的结构包括:竖杆、横杆、钢圈,竖杆的顶部与横杆的尾部相连,横杆的顶部与钢圈相连;将前后定位工装的竖杆底部固定于上下料操作机的机械手顶端上,使得机械手夹取柱形钢坯后钢圈能位于柱形钢坯的前上方,当操作工操作机械手将夹取的柱形钢坯与加热炉中的柱形钢坯前后对齐着放置于天然气锻造加热炉中时,操作工能通过钢圈是否移动至加热炉中需要对齐的柱形钢坯的上方而判断待放置的柱形钢坯和已放置的柱形钢坯的前后距离是否达标,当钢圈移动至已放置的需要对齐的柱形钢坯的上方时,表明两个柱形钢坯之间的前后距离达标,此时操作工才能将夹取的柱形钢坯放下,这样就能防止两个前后相邻的柱形钢坯过近而影响柱形钢坯的加热;(2)天然气锻造加热炉左右两侧中,一侧的喷火口的高度设置能使该侧的喷火口对着柱形钢坯上半部分喷火加热,另一侧的喷火口的高度设置能使该侧的喷火口对着柱形钢坯下半部分喷火加热;(3)天然气锻造加热炉中高度矮的一侧的喷火口对着炉内吸气时加大吸气功率,使得加热炉内高处的热量能被向下吸引而经过柱
形钢坯底部对钢坯底部进行加热;(4)在天然气锻造加热炉左右两侧的底部分别加装一排能对柱形钢坯底部喷火加热的小喷火口(5)如图1所示,对插设于天然气锻造加热炉4上的用于检测炉温的热电偶1进行改进,在热电偶1的杆身上沿着杆身设置刻度线,然后在热电偶1的杆身上套装一个套环2,套环2上螺纹连接有一个螺丝,螺丝顶紧热电偶1杆身后能使套环2与热电偶1相固定,在套环2上设置有三个绕着套环2布置的向外岔开的支撑脚3,当热电偶1插设于天然气锻造加热炉4上时,支撑脚3能通过与加热炉炉壁相抵靠而限制热电偶1的插入深度,这样设置后能保证热电偶1的插入深度,从而使测温更加准确,热电偶1杆身上的刻度线用于读取热电偶1的插入深度。
16.在本实施例中,高度矮的一侧的喷火口的吸气功率相较另一侧的喷火口的吸气功率增大40~60%。小喷火口的喷火范围为柱形钢坯高度的1/8~1/4。
17.如图2所示,横杆5的结构包括:第一横管51和第二横管52,第二横管52插入至第一横管51中,在第一横管51上螺纹连接有第一螺栓53,第一螺栓53旋入后能顶住第二横管52而使第一横管51和第二横管52相固定;竖杆6的结构包括:第一竖管61和第二竖管62,第二竖管62插入至第一竖管61中,在第一竖管61上螺纹连接有第二螺栓63,第二螺栓63旋入后能顶住第二竖管62而使第一竖管61和第二竖管62相固定;第一竖管61与机械手顶端相固定,第二竖管62的顶端与第一横管51的尾端相固定,第二横管52的顶端与钢圈7相固定,这样设置后不使用钢圈7时可以将钢圈7拆卸下来。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。