1.本实用新型属于冶金设备领域,涉及一种冶金设备,具体地说是一种冷却液分配型废钢配料口。
背景技术:
2.转炉炼钢是以铁水、废钢、铁合金为主要原料,不借助外加能源,靠铁液本身的物理热和铁液组分间化学反应产生热量而在转炉中完成炼钢过程。目前铁厂为了减少铁水用量,降低成本,会加大废钢的比例。
3.为了更高效的添加废钢,在相关技术中,废钢由转炉的汽化冷却烟道处的配料口加入。配料口为连通设置在汽化冷却烟道上的管状开口,加料方便快捷。但由于汽化冷却烟道内存在周期性的高温烟气以及粉尘冲刷,工况条恶劣,加之废钢硬度较高,在经过配料口时会对配料口内壁造成磕碰,因此在生产中对配料口的抗疲劳性、抗耐磨性、抗冲击性都要求较高,而相关技术中的配料口难以达到上述较高的要求,因此使用寿命普遍较短。
4.为了解决上述问题,出现了一种配料口,在配料口的内壁中埋设冷却水管对配料口进行降温,并在配料口内壁设置耐磨条来增强配料口的抗耐磨性和抗冲击性。但是上述配料口为整体铸造成型,各方面性能仍相对较差,寿命仍然较短。
技术实现要素:
5.为解决现有技术中存在的以上不足,本实用新型旨在提供一种冷却液分配型废钢配料口,以达到增强配料口强度,提高配料口使用寿命的目的。
6.为实现上述目的,本实用新型所采用的技术方案如下:一种冷却液分配型废钢配料口,包括筒体,所述筒体为筒状结构,所述筒体壁中埋设有冷却循环通道,所述筒体壁包括由内向外依次设置的耐温层、耐冲击层、低温冷却层和由冷却循环通道组成的冷却循环层,所述耐冲击层靠近气化冷却烟道一端设置有用于将耐冲击层的相应端部密封的下封板,所述冷却循环层远离气化冷却烟道一端设置有用于将冷却循环层的相应端部密封的上封板,所述冷却循环通道上开设有进水口和出水口。
7.作为对本实用新型的限定:所述耐温层、低温冷却层、上封板和下封板均由钢板制成,所述耐冲击层由铸钢制成。
8.作为对本实用新型的限定:所述进水口连通设置有进水管,所述出水口连通设置有出水管,所述进水管和出水管贯穿筒体外壁,并向筒体外侧的方向延伸。
9.作为对本实用新型的进一步限定:所述冷却循环层靠近气化冷却烟道一侧由弧形钢板围成,所述冷却循环层的内外两侧由低温冷却层和筒体外壁围成,所述筒体外壁由钢板制成,在低温冷却层与筒体外壁之间设置有用于形成冷却循环通道的第一隔板。
10.作为对本实用新型的进一步限定:所述筒体远离汽化冷却烟道的端部设有用于与快速连接装置相连的筒体环板。
11.作为对本实用新型的再进一步限定:所述第一隔板沿筒体宽度方向设置于冷却循
环层内,将冷却循环通道分隔成为远离气化冷却烟道一侧的分配通道,和靠近气化冷却烟道一侧的循环通道,所述第一隔板上设置有若干个沿筒体方向的循环管,所述循环管一端与分配通道连通,另一端通向循环通道靠近气化冷却烟道一侧,所述进水口和出水口均开设于所述分配通道上,所述出水口的两侧均设置有用于将出水口与分配通道中断的第二隔板,所述两个第二隔板之间的第一隔板上开设有用于使冷却液流向出水口的回水口。
12.作为对本实用新型的更进一步限定:所述第一隔板、第二隔板均由钢板制成。
13.由于采用了上述技术方案,本实用新型与现有技术相比,所取得的有益效果在于:
14.(1)本实用新型中配料口的筒体设置有由冷却循环通道组成的冷却循环层,能够对配料口筒体进行降温,减小筒体的热应力,从而增强筒体的使用寿命,并且,筒体壁包括由内向外依次设置的耐温层、耐冲击层、低温冷却层和冷却循环层,通过多层设置的结构,使耐温层、耐冲击层、低温冷却层之间形成不稳定的连接,在使用过程中,耐温层温度最高、耐冲击层次之,低温冷却层最低,每一层温度不同,温度越高,膨胀量越大,如此一来,整个分层结构在使用过程中会越来越紧密,即使由于膨胀导致耐温层与耐冲击层之间产生微小间隙,反而一定程度下阻隔了热量的传递,降低了耐冲击层的温度,增强了耐冲击层的强度,对筒体寿命的延长起到了积极的作用;
15.(2)本实用新型的耐温层和低温冷却层为钢板,耐冲击层为铸钢,废钢落入筒体后与耐温层接触,由于耐温层的耐磨和耐冲击性较差,表面温度还较高,磨损会较为严重,当磨损导致出现缺口或破洞时,会露出耐冲击层,耐冲击层的强度和硬度较高,热物理性质较好,不易被落入的废钢损坏,并且由于耐冲击层与冷却循环通道距离较近靠近,温度较低,其耐磨性和耐冲击得以保持,这种分层结构使层与层之间逐层失效,进一步延长了筒体的寿命,有效地降低了配料口的故障率,与单纯的整体铸造形成的筒体相比,寿命得到了大大的延长;
16.(3)本实用新型的冷却循环通道包括分配通道和循环通道,分配通道将进入的冷却液分配给各循环管,利用循环管使冷却液流向靠近气化冷却烟道一侧,冷却液在冷却循环层中充分流动后,流向回水口,进而流出冷却循环通道,冷却充分,效果更好;
17.(4)本实用新型的冷却循环层的内外两侧由低温冷却层和筒体外壁围成,其朝向耐温层的侧壁与耐温层之间的距离一致,保证了耐温层的冷却效果更加均匀,避免受热面的“冷却厚度”薄厚不一,使受热面的热应力、热变形复杂多样从而影响寿命;
18.并且充分利用了低温冷却层和筒体外壁,成本低廉;另外,低温冷却层、筒体外壁、第一隔板、第二隔板均由钢板制成,材料简单易得,进一步控制了成本;
19.(5)本实用新型在冷却循环层内形成分配通道,并在分配通道直接开设进水口和出水口,而现有技术中,多根冷却水管通过伸出筒体的环形结构分配管和环形结构汇集管相连,因此,本实用新型的冷却循环通道与现有技术相比,在保证冷却效果的前提下,结构更加简单,降低了成本;
20.(6)本实用新型在进水口和出水口上设置有进水管和出水管,易于与冷却液连接,使用方便;
21.(7)本实用新型在制作配料口时,先形成腔体再向腔体中浇注耐冲击层材料,不仅能够形成分层结构,还可以省去模具的设计和制造费用,降低了生产升本,同时提高了生产效率。
22.综上所述,本实用新型通过设置循环冷却通道对配料口筒体进行降温,减小筒体的热应力,通过多层设置的结构降低热传导性,增强筒体的使用寿命,并且材料简单易得,成本低廉,提高了生产效率,适用于所有硬质物料的加入。
附图说明
23.下面结合附图及具体实施例对本实用新型作更进一步详细说明。
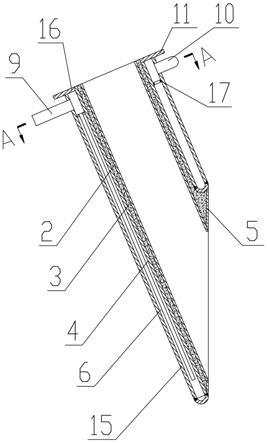
24.图1为本实用新型实施例的主视图;
25.图2为本实用新型实施例中筒体的内部结构示意图;
26.图3为本实用新型实施例图2中a
‑
a面的剖面图;
27.图4为本实用新型实施例中冷却循环通道的平铺结构示意图;
28.图5为本实用新型实施例中筒体环板与快速连接装置的连接示意图;
29.图6为本实用新型实施例中套圈的结构示意图。
30.图中:1
‑
筒体,2
‑
耐温层,3
‑
耐冲击层,4
‑
低温冷却层,5
‑
下封板,6
‑
冷却循环通道,61
‑
循环通道,62
‑
分配通道,7
‑
进水口,8
‑
出水口,9
‑
进水管,10
‑
出水管,11
‑
筒体环板,12
‑
连接装置环板,13
‑
套圈,14
‑
密封层,15
‑
筒体外壁,16
‑
上封板,17
‑
第一隔板,18
‑
第二隔板,19
‑
循环管,20
‑
回水口。
具体实施方式
31.以下结合附图对本实用新型的优选实施例进行说明。应当理解,此处所描述的冷却液分配型废钢配料口及其制作方法为优选实施例,仅用于说明和解释本实用新型,并不构成对本实用新型的限制。
32.本实用新型所述的“上”“下”“左”“右”等方位用词或位置关系,是基于本实用新型说明书附图的图1和图2的方位关系,仅是为了便于描述本实用新型和简化描述,并不是指示或暗指的装置或元件必须具有的特定的方位、为特定的方位构造和操作,因此不能理解为对本实用新型保护的内容的限制。
33.实施例1
ꢀꢀ
冷却液分配型废钢配料口
34.本实施例如图1~图6所示,为一种冷却液分配型废钢配料口,包括筒体1,筒体1为倾斜的固设在转炉汽化冷却烟道上的上下开口的中空筒状结构。在本实施例中,筒体1的截面为圆形,筒体1设置在汽化冷却烟道的侧壁并与汽化冷却烟道连通。由于筒体1为废钢进入转炉的通道,因此对筒体1的耐磨和耐冲击性具有较高要求。
35.由于筒体1为中空结构,因此筒体1具有筒体壁,为了提高筒体1的耐磨和耐冲击性,将筒体壁设置成为多层结构:如图2所示,筒体壁包括由内向外依次设置的耐温层2、耐冲击层3、低温冷却层4和由冷却循环通道6组成的冷却循环层。耐温层2为圆管型结构,低温冷却层4为直径大于耐温层2的圆管型结构,筒体具有直径大于低温冷却层4的筒体外壁15,筒体外壁15与低温冷却层4之间形成冷却循环层,低温冷却层4套在耐温层2的外侧,筒体外壁15套在低温冷却层4的外侧。
36.由于冷却循环层的内外两侧由低温冷却层4和筒体外壁15围成,并且冷却循环层靠近气化冷却烟道一侧由弧形钢板围成,因此,耐冲击3层靠近气化冷却烟道一端设置有用于将耐冲击层3的相应端部密封的下封板5,冷却循环层远离气化冷却烟道一端设置有用于
将冷却循环层的相应端部密封的上封板16,使耐温层2、低温冷却层4、筒体外壁15形成下端密封,上端部分封闭的腔体。
37.耐温层2、低温冷却层4、上封板16和下封板5均由钢板制成,即腔体由钢板制成,耐冲击层3为钢水浇注形成的铸钢。耐温层2、耐冲击层3和低温冷却层4形成了外部为钢板,内部为铸钢的多层结构。为了进一步提升耐冲击层3的性能,耐冲击层3可以选择耐磨合金钢。利用钢板和浇注材料的成分差异,使筒体1的材质形成分层,层与层之间形成不稳定的连接,当受热后发生应力变形,使得层间出现微小的空隙,从而降低层与层之间的热传导性,有利于筒体1的降温。并且,首先与废钢接触的是耐温层2,由于耐温层2的耐磨和耐冲击性能较差,表面温度较高,因此磨损最为严重,部分磨损严重处会出现破洞和缺口,从而露出里层的耐冲击层3,耐冲击层3的强度和硬度都较高,并且距离冷却循环层距离较近,温度较低,热物理性也较好,不易被废钢落料损坏,能够延长配料口的使用寿命。并且,由于残留的耐温层2与耐冲击层3之间仍有间隙,仍能够阻隔一定的热传递。
38.为了进一步延长筒体1的使用寿命,冷却循环层的内外两侧由低温冷却层4和筒体外壁15围成,筒体外壁15由钢板制成,在低温冷却层4与筒体外壁15之间设置有用于形成冷却循环通道6的第一隔板17,第一隔板17由钢板制成。
39.进一步地,如图3、图4所示(图4中箭头方向为冷却液的流向),为了使冷却液的循环更加充分,第一隔板17沿筒体1的宽度方向设置于冷却循环层内,冷却循环通道6分隔成为远离气化冷却烟道一侧的分配通道62,和靠近气化冷却烟道一侧的循环通道61,第一隔板17上设置有15个沿筒体方向的循环管19。循环管19的一端与分配通道62连通,另一端通向循环通道61靠近气化冷却烟道一侧,用于将冷却液由分配通道导流至循环通道61靠近气化冷却烟道一侧,使冷却液充分流通,当然,循环管19的直径、长度和数量均可根据实际需要进行调整。进水口7和出水口8均开设于分配通道62上,出水口8的两侧均设置有用于将出水口8与分配通道62中断的第二隔板18,第二隔板18由钢板制成,两个第二隔板18之间的第一隔板17上开设有用于使冷却液流向出水口8的回水口20。冷却液由进水口7进入分配通道62,再由分配通道62流至循环管19中,到达循环通道61靠近气化冷却烟道一侧,最终由回水口 20流向 出水口8。当然,第一隔板17也可以沿筒体1高度方向设置,将冷却循环层分隔为一条s型管路,并在冷却循环通道6上开设有进水口7和出水口8。
40.由于冷却循环通道6由第一隔板17围设在低温冷却层4与筒体外壁15之间而形成,因此,本实施例中的进水口7和出水口8开设在筒体外壁15上。进水口7连通设置有进水管9,出水口8连通设置有出水管10,进水管9和出水管10贯穿筒体外壁15,向筒体1外侧的方向延伸。进水管9和出水管10的设置,使冷却液易于进入冷却循环通道6,使用方便。并且,与现有技术中,多根冷却水管通过伸出配料口的环形结构分配管和环形结构汇集管相连的结构相比,在保证冷却效果的前提下,结构更加简单。
41.为了使筒体1与快速连接装置相连,在筒体1远离汽化冷却烟道的端部设有筒体环板11。在本实施例中,筒体环板11由与上封板16一体设置的、向筒体1外侧延伸的钢板形成,即本实施例的筒体环板11与上封板16为一体。当然,筒体环板11也可以为焊接在上封板16上的、沿筒体1径向向外伸出的环形板。图5所示为筒体环板11与快速连接装置的连接示意图,在快速连接装置朝向筒体1的一端设置有与筒体环板11大小相匹配的连接装置环板12(为了使连接部分的结构更加清晰,图中仅示出了连接装置环板12,快速连接装置在图中未
示出),在筒体环板11与连接装置环板12外套接有套圈13。套圈13为与筒体环板11和连接装置环板12相匹配的圆形圈,其截面为包裹筒体环板11与连接装置环板12的“c”字形结构,并在“c”字形结构的内侧设置有密封层14。如图6所示,套圈13包括两个半圆形的半圈,两个半圈之间通过螺栓螺母相连。
42.将冷却液分配型废钢配料口与快速连接装置相连时,将筒体环板11与连接装置环板12对接,使二者贴合,将两个半圈箍在筒体环板11与连接装置环板12的贴合处,此时“c”字形结构将筒体环板11与连接装置环板12包裹,密封层14将二者连接处密封,通过螺栓螺母结构将两个半圈紧固,实现筒体1与快速连接装置的连接。为了使密封效果更好,可以在筒体环板11与连接装置环板12的贴合面也设置密封层14。上述连接方式,与现有技术中通过在筒体上设置法兰相比,结构更加简单,连接更加快速、便捷。
43.本实施例中的冷却液分配型废钢配料口的制作方法包括依次进行的以下步骤:
44.制作冷却循环层:取低温冷却层4或筒体外壁15,在低温冷却层4的外壁上或筒体外壁15的内壁上以焊接的方式设置第一隔板17和第二隔板18,在第一隔板17上以打孔后焊接的方式设置循环管19,并以打孔的方式形成回水口20,根据上述步骤中第一隔板17和第二隔板18设置位置,将第一隔板17和第二隔板18的另一端以焊接的方式固设于低温冷却层的外壁上或筒体外壁的内壁上的相应位置,使第一隔板17和第二隔板18的一端焊接于低温冷却层4的外壁上,另一端焊接于筒体外壁15的内壁上;取弧形钢板,通过弧形钢板将低温冷却层4和筒体外壁15靠近气化冷却烟道一端连接并密封。其中,除了焊接之外,第一隔板17和第二隔板18也可以通过螺纹连接或铆接等方式设置在低温冷却层4的外壁和筒体外壁15的内壁上。
45.制作腔体:取耐温层2、和由低温冷却层4与筒体外壁15围成的冷却循环层,将其按照从里到外依次为耐温层2、冷却循环层的顺序相套接;通过下封板5将耐温层2与冷却循环层之间靠近汽化冷却烟道的端部连接并密封,即将下封板5的一端焊接于耐温层2的端部,另一端焊接于弧形钢板上,在通过上封板16将冷却循环层远离汽化冷却烟道的端部连接并密封,形成腔体,此时的腔体中形成有冷却循环通道6;其中,除了焊接之外,下封板5和上封板16也可以通过焊接、螺纹连接或铆接的方式进行连接。
46.浇注耐冲击层3:由筒体1上端的开口,向耐温层2与低温冷却层4之间浇注耐冲击层材料,冷却后形成由内向外依次设置耐温层3、耐冲击层4、低温冷却层5和冷却循环层的筒体壁;
47.设置进水口7和出水口8:在冷却循环通道6的分配通道62上开设进水口7和出水口8,即在筒体外壁15的相应位置开设进水口7和出水口8;
48.安装进水管9和出水管10:在进水口7上安装进水管9,在出水口8上安装出水管10,进水管9和出水管10可以通过焊接或螺纹连接的方式与进水口7和出水口8相连;
49.安装筒体环板11:在筒体1远离汽化冷却烟道的端部设置筒体环板11,在本实施例中,由于筒体环板11与上封板16为一体结构,即在安装上封板16的同时即完成了筒体环板11的安装;当筒体环板11为焊接在上封板16上的、沿筒体1径向向外伸出的环形板时,筒体环板11可以通过焊接的方式设置在筒体1的上端部,也可以通过螺纹连接的方式设置在筒体1的上端部。
50.使用本实施例时,将输出冷却液的管道与进水管9连接,将输入冷却液的管道与出
水管10连接,构成了一个冷却液循环回路,热量被冷却液吸收然后带走,为筒体1降温。废钢落料过程中筒体1逐层失效,即耐温层2首先与废钢落料接触,承受磨损破坏,当耐温层2出现破损后,露出耐冲击层3,耐冲击层3主要是疲劳破坏,其耐磨性、耐冲击性好,并且由于冷却循环通道6的降温作用,能够进一步改善耐冲击层3的性能,当耐冲击层3达到疲劳极限时,低温冷却层4才会受到影响,而当低温冷却层4的寿命达到极限时,冷却循环通道6才会受到破坏。耐温层2寿命较短,但是可以有效延长耐冲击层3的寿命,当耐冲击层3的疲劳寿命达到极限时,低温冷却层4才会受到影响,因此这种结构与整体铸造成型的筒体相比,极大的延长了筒体的使用寿命,有效的降低了配料口的故障率。当需要与快速连接装置相连时,通过套圈13将配料口与快速连接装置相连。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。