1.本发明涉及电力建设技术领域,尤其是涉及一种凝汽器中间连接件的安装方法。
背景技术:
2.电力是一次能源向二次能源转化的主要方式;核电利用原子核反应产生能量,是一种清洁、高效的能源,发电技术成熟、能大规模经济开发利用并提供稳定“绿电”;为满足大型先进核电站对安全、质量的高标准要求,针对汽轮机的凝汽器的安装方案的改进,以能够满足工程施工的需要。
3.早期电力建设领域凝汽器中间连接件的安装主要为散件拼装方案,该方案存在以下缺点:
①
进行散件拼装时,零件数量较多,且部分零件之间区分度较小,现场施工过程中极易造成零件安装位置错误,很难保证零件现场安装位置的准确性。
②
零件现场拼装的过程中,零件焊接工程量较大、现场施焊环境较差,造成现场施工的过程中很难保证焊接质量,对后期整体安装同样会造成较大影响。
③
由于凝汽器中间连接件纵向高度较高,在现场拼装的过程中极易造成累计误差较大,从而影响中间连接件的上部零件安装质量。
4.现有技术中,为了能够保证零件的安装质量,可以使用模块整体拖运的方式,但是,模块整体安装的方式需要在凝汽器中间连接件就位位置搭设较大的拖运平台,需要使用专业的拖运设备,加大了现场施工的施工难度,增加了较大的工程量,因此采用模块化整体吊装方案的过程中,由于受现场环境狭小的制约影响,大型起重设备很难将凝汽器中间连接件模块吊装就位。
技术实现要素:
5.本发明的目的在于提供一种凝汽器中间连接件的安装方法,以缓解现有技术中存在的凝汽器中间连接件采用模块化整体安装过程中,会受到环境狭小的制约影响,起重设备无法满足吊装就位需求的技术问题。
6.本发明提供的一种凝汽器中间连接件的安装方法,包括以下步骤:
7.将凝汽器中间连接件形成的模块整体吊装于运输梁体的一端;
8.选用与凝汽器中间连接件模块整体相配适的配重机构,将运输梁体的另一端对应安装配重机构,以使运输梁体的两端形成平衡;
9.利用运输梁体将凝汽器中间连接件模块整体运输至安装基础框架位置。
10.在本发明较佳的实施例中,在步骤将凝汽器中间连接件模块整体吊装于运输梁体的一端之前还包括以下步骤:
11.凝汽器中间连接件模块整体包括中间连接器,对中间连接器进行模块组合,以形成凝汽器中间连接件模块整体;
12.将具有中间连接器的凝汽器中间连接件模块整体吊装于运输梁体上。
13.在本发明较佳的实施例中,步骤中选用与凝汽器中间连接件模块整体相配适的配重机构包括以下步骤:
14.对运输梁体进行吊装,计算凝汽器中间连接件模块整体对运输梁体的吊装位置的力矩;
15.根据凝汽器中间连接件模块整体对运输梁体的吊装位置的力矩,对应选择配重机构的重量,以使配重机构对运输梁体的吊装位置的力矩与凝汽器中间连接件模块整体对运输梁体的吊装位置的力矩相等。
16.在本发明较佳的实施例中,步骤中利用运输梁体将凝汽器中间连接件模块整体运输至安装基础框架位置包括以下步骤:
17.安装基础框架位于汽轮机混凝土基础横梁下部,运输梁体沿着汽轮机混凝土基础横梁的位置吊入至安装基础框架上;
18.其中,运输梁体的延伸长度小于汽轮机混凝土基础横梁的开口直径。
19.在本发明较佳的实施例中,步骤中利用运输梁体将凝汽器中间连接件模块整体运输至安装基础框架位置还包括以下步骤:
20.运输梁体沿着竖直向下的方向进入至汽轮机混凝土基础横梁下部;
21.沿着汽轮机的水平方向进行移动,以使凝汽器中间连接件模块整体位于安装基础框架的正上方;
22.运输梁体沿着竖直向下的方向带动凝汽器中间连接件模块整体竖直向下,直至完成凝汽器中间连接件模块整体就位工作。
23.在本发明较佳的实施例中,还包括以下步骤:
24.将运输梁体稳定位于安装基础框架的上方,逐步对配重机构进行摘取,摘取配重机构的过程中,同步控制运输梁体向安装基础框架方向下落,以保持运输梁体两端的平衡;
25.完成配重机构摘取后,凝汽器中间连接件模块整体完全放置于安装基础框架上;
26.解除凝汽器中间连接件模块整体与运输梁体之间的连接;
27.将运输梁体撤出汽轮机混凝土基础横梁下部。
28.在本发明较佳的实施例中,所述运输梁体包括主梁体和支撑梁;
29.所述主梁体设置有至少两个,多个所述主梁体呈平行设置,所述支撑梁设置有多个,多个所述主梁体之间通过所述支撑梁固定连接,且任意相邻的两个所述主梁体之间至少设置有两个所述支撑梁;
30.位于两侧边缘位置的两个所述主梁体上均设置有第一吊点,其中每个所述主梁体上第一吊点的均设置有两个,两个所述第一吊点相对于所述主梁体的中线呈对称布置,位于两侧边缘位置的两个所述主梁体的四个所述第一吊点通过吊绳汇集形成第二吊点,多个所述主梁体通过所述第二吊点与外部起重设备连接。
31.在本发明较佳的实施例中,多个所述主梁体的一端具有多个第三吊点,多个所述第三吊点通过吊绳汇集形成第四吊点,多个所述主梁体的一端通过所述第四吊点与所述凝汽器中间连接件模块整体连接。
32.在本发明较佳的实施例中,所述配重机构具有多种重量规格,每种重量规格的所述配重机构的端部均设置有同样直径的环形凸起;
33.任意相邻的两个所述主梁体之间形成安装空间,所述配重机构位于所述主梁体远离所述第三吊点的一端,所述环形凸起的直径大于任意相邻的两个所述主梁体之间的间距,所述配重机构远离所述环形凸起的一端插设于所述安装空间内,且所述环形凸起与所
述相邻的两个所述主梁体的侧壁卡接。
34.在本发明较佳的实施例中,所述支撑梁位于所述安装空间内部,且所述支撑梁的两端分别与任意相邻的两个所述主梁体连接,多个所述支撑梁和任意相邻的两个所述主梁体之间形成多个安装孔,所述配重机构能够插设于所述主梁体远离所述第三吊点的所述安装孔内,且所述配重机构通过所述环形凸起与所述安装孔的端部卡接。
35.本发明提供的一种凝汽器中间连接件的安装方法,包括以下步骤:将凝汽器中间连接件形成的模块整体吊装于运输梁体的一端;选用与凝汽器中间连接件模块整体相配适的配重机构,将运输梁体的另一端对应安装配重机构,以使运输梁体的两端形成平衡;利用运输梁体将凝汽器中间连接件模块整体运输至安装基础框架位置;其中,凝汽器中间连接件模块整体作为模块化整体结构,能够有效避免了散件拼装过程中的累计误差,更好得保证了安装质量;采用整体吊装的安装方式,减少了整体拖运施工的巨大工程量;使用运输梁体加后配的配重机构的施工方法能将凝汽器中间连接件模块整体一次就位,在保证安装位置准确的同时能极大的提升安装质量,保障施工安全,提升施工效率,现场适用性较高,缓解了现有技术中存在的凝汽器中间连接件采用模块化整体安装过程中,会受到环境狭小的制约影响,起重设备无法满足吊装就位需求的技术问题。
附图说明
36.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
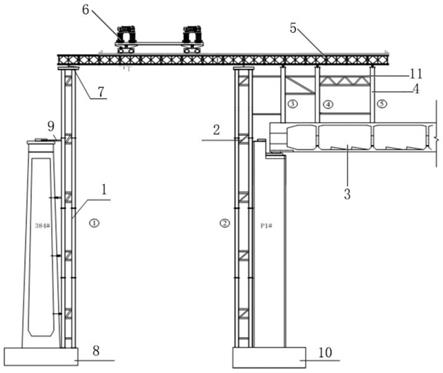
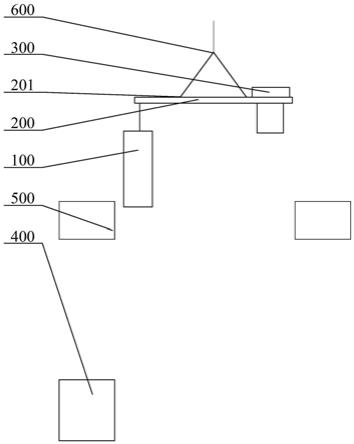
37.图1为本发明实施例提供的凝汽器中间连接件的安装方法的吊装前的结构示意图;
38.图2为本发明实施例提供的凝汽器中间连接件的安装方法的吊装过程中的结构示意图;
39.图3为本发明实施例提供的凝汽器中间连接件的安装方法的吊装完成的结构示意图。
40.图标:100
‑
凝汽器中间连接件模块整体;200
‑
运输梁体;201
‑
第一吊点;300
‑
配重机构;400
‑
安装基础框架;500
‑
汽轮机混凝土基础横梁;600
‑
第二吊点。
具体实施方式
41.下面将结合实施例对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
42.如图1
‑
图3所示,本实施例提供的一种凝汽器中间连接件的安装方法,包括以下步骤:将凝汽器中间连接件形成的模块整体吊装于运输梁体200的一端;选用与凝汽器中间连接件模块整体100相配适的配重机构300,将运输梁体200的另一端对应安装配重机构300,以使运输梁体200的两端形成平衡;利用运输梁体200将凝汽器中间连接件模块整体100运
输至安装基础框架400位置。
43.需要说明的是,本实施例提供的凝汽器中间连接件的安装方法能够对凝汽器中间连接件形成的模块整体进行托运吊装,利用针对凝汽器中间连接件专用的吊装设备,能够对形成整体模块结构化的凝汽器中间连接件进行直接吊装和施工,其中,当将散件的凝汽器中间连接件在进行模块组装后,通过运输梁体200的一端对凝汽器中间连接件进行吊装,需要注意的是,运输梁体200的尺寸范围需要根据汽轮机混凝土基础横梁500的开口进行确定,即运输梁体200能够保证进入到汽轮机混凝土基础横梁500下部的尺寸要求,同时运输梁体200还需要满足凝汽器中间连接件模块整体100的重量吊装要求;进一步地,根据凝汽器中间连接件模块整体100的重量范围选用对应匹配的配重机构300,并且将配重机构300安装在运输梁体200的另一端,即使得运输梁体200形成扁担结构,当运输梁体200的两端形成平衡后,运输梁体200能够通过外部起重设备吊起,通过利用起重设备的起吊托运作用,将凝汽器中间连接件模块整体100运转至凝汽器的安装基础框架400位置,完成就位。
44.本实施例提供的一种凝汽器中间连接件的安装方法,包括以下步骤:将凝汽器中间连接件形成的模块整体吊装于运输梁体200的一端;选用与凝汽器中间连接件模块整体100相配适的配重机构300,将运输梁体200的另一端对应安装配重机构300,以使运输梁体200的两端形成平衡;利用运输梁体200将凝汽器中间连接件模块整体100运输至安装基础框架400位置;其中,凝汽器中间连接件模块整体100作为模块化整体结构,能够有效避免了散件拼装过程中的累计误差,更好得保证了安装质量;采用整体吊装的安装方式,减少了整体拖运施工的巨大工程量;使用运输梁体200加后配的配重机构300的施工方法能将凝汽器中间连接件模块整体100一次就位,在保证安装位置准确的同时能极大的提升安装质量,保障施工安全,提升施工效率,现场适用性较高,缓解了现有技术中存在的凝汽器中间连接件采用模块化整体安装过程中,会受到环境狭小的制约影响,起重设备无法满足吊装就位需求的技术问题。
45.在上述实施例的基础上,进一步地,在本发明较佳的实施例中,在步骤将凝汽器中间连接件模块整体100吊装于运输梁体200的一端之前还包括以下步骤:凝汽器中间连接件模块整体100包括中间连接器,对中间连接器进行模块组合,以形成凝汽器中间连接件模块整体100;将具有中间连接器的凝汽器中间连接件模块整体100吊装于运输梁体200上。
46.可选地,汽轮机是一种旋转式蒸汽动力装置,高温高压蒸汽穿过固定喷嘴成为加速的气流后喷射到叶片上,使装有叶片排的转子旋转,同时对外做功;凝汽器是将汽轮机排汽冷凝成水的一种换热器,又称复水器。由于凝汽器包括多个凝汽器管子以及其他结构,因此凝汽器的中间连接件需要根据凝汽器的具体结构进行散件拼装进行安装。
47.本实施例中,通过将凝汽器其他结构以及中间连接件形成模块整体,利用整体吊装的方式,将作为模块整体的凝汽器中间连接件进行吊装,避免了散件拼装过程中的焊接质量不能有效控制的缺点;同时整体吊装的施工方式,有效避免了散件拼装过程中的累计误差,更好得保证了安装质量;采用整体吊装的安装方式,减少了整体拖运施工的巨大工程量。
48.在本发明较佳的实施例中,步骤中选用与凝汽器中间连接件模块整体100相配适的配重机构300包括以下步骤:对运输梁体200进行吊装,计算凝汽器中间连接件模块整体100对运输梁体200的吊装位置的力矩;根据凝汽器中间连接件模块整体100对运输梁体200
的吊装位置的力矩,对应选择配重机构300的重量,以使配重机构300对运输梁体200的吊装位置的力矩与凝汽器中间连接件模块整体100对运输梁体200的吊装位置的力矩相等。
49.由于运输梁体200在吊装凝汽器中间连接器模块整体时采用偏心梁体结构,即无法保证凝汽器中间连接件模块整体100向运输梁体200吊装位置施加的作用力与配重机构300向运输梁体200吊装位置施加的作用力相同,本实施例中,当确定凝汽器中间连接件模块整体100的重量时,通过计算得出凝汽器中间连接件模块整体100向运输梁体200的吊装位置,即对运输梁体200的受力点位置进行力矩计算,并且根据配重机构300与运输梁体200的吊装位置的距离,通过计算得出配重机构300的重量范围,进而针对不同的凝汽器中间连接件模块整体100可以选用不同重量规格的配重机构300,满足了不同重量、不同尺寸的凝汽器中间连接件模块整体100的安装就位,使运输梁体200具有更大的使用范围。
50.在本发明较佳的实施例中,步骤中利用运输梁体200将凝汽器中间连接件模块整体100运输至安装基础框架400位置包括以下步骤:安装基础框架400位于汽轮机混凝土基础横梁500下部内部,运输梁体200沿着汽轮机混凝土基础横梁500的位置吊入至安装基础框架400上;其中,运输梁体200的延伸长度小于汽轮机混凝土基础横梁500的开口直径。
51.在本发明较佳的实施例中,步骤中利用运输梁体200将凝汽器中间连接件模块整体100运输至安装基础框架400位置还包括以下步骤:运输梁体200沿着竖直向下的方向进入至汽轮机混凝土基础横梁500下部;沿着汽轮机的水平方向进行移动,以使凝汽器中间连接件模块整体100位于安装基础框架400的正上方;运输梁体200沿着竖直向下的方向带动凝汽器中间连接件模块整体100竖直向下,直至完成凝汽器中间连接件模块整体100就位工作。
52.本实施例中,根据汽轮机的尺寸构造,凝汽器中间连接件模块整体100需要安装于汽轮机混凝土基础横梁500下部,因此为了能够保证运输梁体200能够伸入至汽轮机混凝土基础横梁500下部,通过运输梁体200的两端的长度间距小于汽轮机混凝土基础横梁500的开口直径,同时,凝汽器中间连接件模块整体100吊装在运输梁体200的一侧位置,需要保证凝汽器中间连接件模块整体100的侧壁与运输梁体200的端部呈同一直线,或者位于运输梁体200端部靠近内部的位置,以使运输梁体200能够带动凝汽器中间连接件模块整体100伸入至汽轮机混凝土基础横梁500下部;进一步地,当运输梁体200进入到汽轮机混凝土基础横梁500下部后,会进行水平移动,从而能够将凝汽器中间连接件模块整体100移动至安装基础框架400上。
53.在本发明较佳的实施例中,还包括以下步骤:将运输梁体200稳定位于安装基础框架400的上方,逐步对配重机构300进行摘取,摘取配重机构300的过程中,同步控制运输梁体200向安装基础框架400方向下落,以保持运输梁体200两端的平衡;完成配重机构300摘取后,凝汽器中间连接件模块整体100完全放置于安装基础框架400上;解除凝汽器中间连接件模块整体100与运输梁体200之间的连接;将运输梁体200撤出汽轮机混凝土基础横梁500下部。
54.需要说明的是,当运输梁体200将凝汽器中间连接件模块整体100放置于安装基础框架400的上方后,运输梁体200还需要持续向凝汽器中间连接件模块整体100施加作用力,即凝汽器中间连接件模块整体100能够平衡配重机构300向运输梁体200施加的作用力,此时需要对配重机构300进行摘取,在摘取的过程中,保证凝汽器中间连接件模块整体100一
直与安装基础框架400的接触,即先拆卸配重机构300,当配重机构300完全摘取后,此时凝汽器中间连接件模块整体100位于安装基础框架400上,再将凝汽器中间连接件模块整体100与运输梁体200的吊装拆装,将运输梁体200吊出汽轮机混凝土基础横梁500外部,完成对凝汽器中间连接件模块整体100安装就位。
55.在本发明较佳的实施例中,运输梁体200包括主梁体和支撑梁;主梁体设置有至少两个,多个主梁体呈平行设置,支撑梁设置有多个,多个主梁体之间通过支撑梁固定连接,且任意相邻的两个主梁体之间至少设置有两个支撑梁;位于两侧边缘位置的两个主梁体上均设置有第一吊点201,其中每个主梁体上第一吊点201的均设置有两个,两个第一吊点201相对于主梁体的中线呈对称布置,位于两侧边缘位置的两个主梁体的四个第一吊点201通过吊绳汇集形成第二吊点600,多个主梁体通过第二吊点600与外部起重设备连接。
56.本实施例中,运输梁体200呈扁担状结构,即主梁体的长度大于支撑梁的长度,凝汽器中间连接件模块整体100和配重机构300分别位于主梁体的两端,其中,支撑梁与主梁体呈垂直设置,且支撑梁的两端与相邻的两个主梁体固定连接,可选地,支撑梁和主梁体之间的连接方式为焊接;即通主梁体和支撑梁之间的相互连接,使得运输梁体200形成扁担状的长方形梁体。
57.可选地,以主梁体的数量为两个为例,两个主梁体呈平行设置,并且两个主梁体之间通过多个支撑梁固定连接,每个主梁体上设置有两个第一吊点201,两个第一吊点201相对于主梁体的中线呈对称布置,每个第一吊点201上可以吊装有吊绳,两个主梁体通过四个第一吊点201汇集形成第二吊点600,其中,第二吊点600位于主梁体的中心线上,外部起重设备能够通过与第二吊点600的四个吊绳连接,外部起重设备能够以运输梁体200的中心位置对运输梁体200施加作用力;另外,当主梁体的数量大于两个时,只需要将多个主梁体呈平行布置,每个任意相邻的两个主梁体之间通过支撑梁固定,支撑梁的数量可以根据运输梁体200的需要满足的强度进行设定,其中,多个主梁体依次并列布置后,只需要在位于边缘两侧的两个主梁体上设置有第一吊点201即可,同样地,通过四个第一吊点201形成位于运输梁体200中心线上的第二吊点600,通过第二吊点600与外部起重设备连接。
58.在本发明较佳的实施例中,多个主梁体的一端具有多个第三吊点,多个第三吊点通过吊绳汇集形成第四吊点,多个主梁体的一端通过第四吊点与凝汽器中间连接件模块整体100连接。
59.本实施例中,第三吊点的数量可以与主梁体的数量一一对应,或者,第三吊点也可以只设置有两个,即两个第三吊点分别位于两侧边缘的两个主梁体,两个第三吊点上可以吊装有吊绳,两个主梁体通过两个第三吊点汇集形成第四吊点,其中第四吊点位于主梁体平面的中线上,凝汽器中间连接件模块整体100能够通过与第四吊点的两个吊绳连接,凝汽器中间连接件模块整体100能够以运输梁体200的中心位置对运输梁体200施加作用力。
60.在本发明较佳的实施例中,配重机构300具有多种重量规格,每种重量规格的配重机构300的端部均设置有同样直径的环形凸起;任意相邻的两个主梁体之间形成安装空间,配重机构300位于主梁体远离第三吊点的一端,环形凸起的直径大于任意相邻的两个主梁体之间的间距,配重机构300远离环形凸起的一端插设于安装空间内,且环形凸起与相邻的两个主梁体的侧壁卡接。
61.本实施例中,由于不同规格的凝汽器中间连接件模块整体100的整体重量不同,通
过利用多种重量规格的配重机构300能够进行随意搭配,从而能够平衡不同重量规格的凝汽器中间连接件模块整体100。
62.可选地,每种规格重量的配重机构300的环形凸起结构相同,即配重机构300能够插设在两个主梁体之间的安装空间内部后,此时配重机构300通过环形凸起与主梁体卡接,实现了配重机构300与主梁体的方便拆卸和安装。
63.在本发明较佳的实施例中,支撑梁位于安装空间内部,且支撑梁的两端分别与任意相邻的两个主梁体连接,多个支撑梁和任意相邻的两个主梁体之间形成多个安装孔,配重机构300能够插设于主梁体远离第三吊点的安装孔内,且配重机构300通过环形凸起与安装孔的端部卡接。
64.本实施例中,当单一的配重机构300无法满足凝汽器中间连接件模块整体100的力矩需求时,可以通过不同重量的配重机构300能够插设在不同的安装孔,通过平衡力矩,最后达到平衡的效果。
65.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。