1.本实用新型属于机械技术领域,涉及一种蜗杆轴承用压装工装。
背景技术:
2.轴承是在机械传动过程中起固定和减小载荷摩擦系数的部件。当其它机件在轴上彼此产生相对运动时,用来降低动力传递过程中的摩擦系数和保持轴中心位置固定的机件。
3.现有技术中,当蜗杆和轴承进行装配时,如若在无工装状态压入轴承可能会导致轴承的损坏或者轴承和蜗杆不垂直的情况出现,最终会使得组装后的产品产生异响以及卡滞无法工作等问题出现。
4.综上所述,为解决现有技术上的不足,本实用新型设计了一种压装效率高,操作方便的蜗杆轴承用压装工装。
技术实现要素:
5.本实用新型为解决现有技术存在的问题,提供了一种压装效率高,操作方便的蜗杆轴承用压装工装。
6.本实用新型的目的可通过以下技术方案来实现:
7.一种蜗杆轴承用压装工装,包括:
8.固定座,固定座包括下底座、上卡座,下底座和上卡座平行设置,底座上设有放置槽,该放置槽用于放置轴承一,上卡座的自由端设有u型卡槽,该u型卡槽用于蜗杆的放置及伸出;
9.压杆,压杆上设有内孔,该内孔用于放置蜗杆中心杆,该内孔的直径为a,蜗杆中心杆的直径为b,满足尺寸关系:a≥b。
10.作为本方案的进一步改进,压杆包括固定部和抵靠部,固定部的直径大于抵靠部的直径。
11.作为本方案的进一步改进,抵靠部的最大外径小于轴承二的外径。
12.作为本方案的进一步改进,放置槽的两端对称设置有通槽一和通槽二。
13.作为本方案的进一步改进,u型卡槽的内壁对称设有蜗杆定位装置。
14.作为本方案的进一步改进,蜗杆定位装置为弹珠。
15.与现有技术相比,本实用新型结构设计合理,本蜗杆轴承用压装工装结构设计合理,通过固定座、压杆实现了蜗杆、轴承一、轴承二之间的有效组配;由于因为轴承支撑孔为水平面,压杆最大外径小于轴承外径,受力面皆为轴承的内圈,轴承不会损坏;避免了轴承和蜗杆不垂直的情况出现,最终组装后的产品不会产生异响;提高了产品合格率及生产效率,实用性好。
附图说明
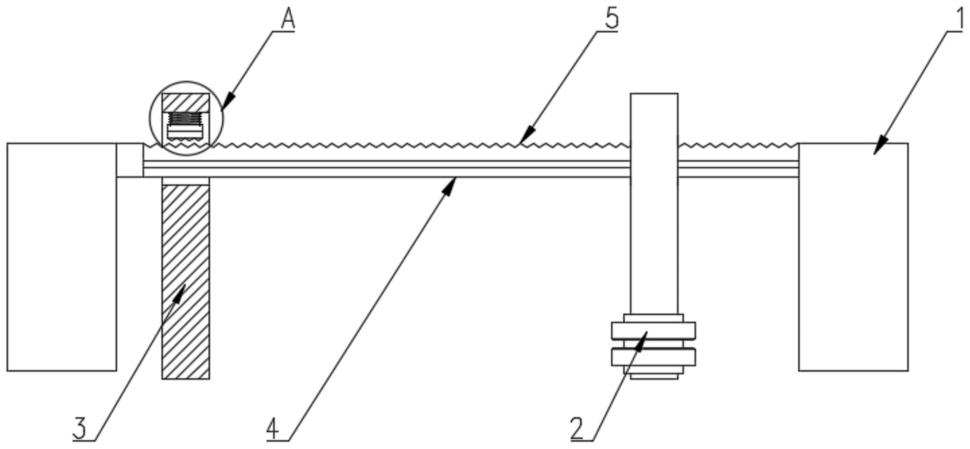
16.图1是本实用新型蜗杆轴承用压装工装的结构示意图。
17.图2是蜗杆、轴承组装后的结构示意图。
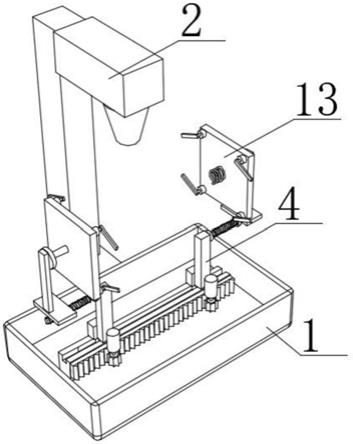
18.图3是蜗杆轴承用压装工装工作状态的结构示意图。
19.图4是本实用新型蜗杆轴承用压装工装的左视图。
20.图5是本实用新型压杆的剖视图。
21.图中,
22.10
‑
固定座,11
‑
下底座,12
‑
上卡座,111
‑
放置槽,112
‑
通槽一,113
‑
通槽二,30
‑
轴承一,121
‑
u型卡槽,122
‑
弹珠;
23.20
‑
压杆,21
‑
内孔,22
‑
固定部,23
‑
抵靠部;
24.40
‑
蜗杆;
25.50
‑
轴承二;
具体实施方式
26.下面结合实施例及附图,对本实用新型的技术方案作进一步的阐述。
27.如图所示,本蜗杆轴承用压装工装包括:
28.固定座10,固定座10包括下底座11、上卡座12,下底座11和上卡座12平行设置,底座11上设有放置槽111,该放置槽111用于放置轴承一30,上卡座12的自由端设有u型卡槽121,该u型卡槽121用于蜗杆的放置及伸出;
29.压杆20,压杆20上设有内孔21,该内孔21用于放置蜗杆中心杆,该内孔21的直径为a,蜗杆中心杆的直径为b,满足尺寸关系:a=b。
30.现有技术中,当蜗杆和轴承进行装配时,如若在无工装状态压入轴承可能会导致轴承的损坏或者轴承和蜗杆不垂直的情况出现,最终会使得组装后的产品产生异响以及卡滞无法工作等问题出现。
31.本实用新型保证了压入过程中轴承受力面的合理以及蜗杆与轴承的垂直度,大大降低了压装过程中产生的不良率,并提升了生产效率。
32.本实施例中,具体的操作分为下述三个步骤
33.步骤一通过固定座10实现轴承一30的定位放置
34.首先把轴承一30放入固定底座的放置槽111内,由于放置槽111与轴承一30的形状匹配,操作时方便快速;
35.步骤二通过固定座10实现蜗杆40的放置
36.把蜗杆40卡入u型槽内,蜗杆40的一端对准轴承一30的圆心部位;
37.步骤三轴承二50与蜗杆40顶部的固定
38.步骤二中的定位完成后,蜗杆40顶部套入轴承二50,最后压下压杆20。
39.在上述操作的过程中,因为轴承支撑孔为水平面,压杆20最大外径小于轴承外径,受力面皆为轴承的内圈。
40.作为进一步的优选实施例,压杆20包括固定部22和抵靠部23,固定部22的直径大于抵靠部23的直径。
41.通过设置固定部22的直径大于抵靠部23的直径,使得在具体操作时候,方便压机
装夹,便于将轴承二50压入蜗杆中心杆上。
42.作为进一步的优选实施例,抵靠部23的最大外径小于轴承二50的外径。
43.通过设置抵靠部23的最大外径小于轴承二50的外径使得在进行轴承二50的压入时,受力面皆为轴承内圈。
44.作为进一步的优选实施例,放置槽111的两端对称设置有通槽一112和通槽二113。
45.通过放置槽111的两端对称设置有通槽一112和通槽二113,使得在具体操作时,方便人工将轴承一30放入到与其形状匹配的放置槽111中,也方便了定位;再者也方便了轴承一30的放置以及取出。
46.作为进一步的优选实施例,u型卡槽121的内壁对称设有蜗杆定位装置。
47.在具体操作时,u型卡槽121用于蜗杆40的放置,在进行轴承二50压入到蜗杆40的上端时,如若不设置蜗杆定位装置蜗杆在放置以及在压入轴承二50时,蜗杆40会在u型卡槽121内进行晃动,无法进行定位,不利于轴承二50与蜗杆40的组配。
48.作为进一步的优选实施例,蜗杆定位装置为弹珠122。
49.在本实施例中,通过蜗杆定位装置的设置,即弹珠122的设置,使得有效的对蜗杆40进行了定位;而且弹珠122位圆球状,蜗杆40的外表面与弹珠122的接触为点接触,进一步的减少了接触导致的摩擦或者磨损,方便使用。
50.本蜗杆轴承用压装工装结构设计合理,通过固定座10、压杆20实现了蜗杆40、轴承一30、轴承二50之间的有效组配;由于因为轴承支撑孔为水平面,压杆20最大外径小于轴承外径,受力面皆为轴承的内圈,轴承不会损坏;避免了轴承和蜗杆不垂直的情况出现,最终组装后的产品不会产生异响;提高了产品合格率及生产效率。
51.本文中所描述的仅为本实用新型的优选实施方式,但本实用新型的保护范围并不局限于此。本实用新型所属领域的技术人员对所描述的具体实施例进行的修改或补充或采用类似的方式替换,均应涵盖于本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。